主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
一、前言
造纸机是由一系列配套设备组成的联合机,分湿部和干部两大部分。湿部包括上浆流送系统、网部和压榨部分,干部包括烘干、压光和卷取部分。其生产流程一般是:浆料通过上浆流送系统传送到纸机生产线的前端流浆箱,然后浆料由此依次通过网部、压榨、前烘干、后烘干、压光、卷纸机等在内的分部设备,成为原纸;原纸又可以另外进入机外涂布和复卷机产出成品纸。
造纸是一个连续的生产过程,因此生产线的连续和有序控制成为了制约成品纸质量和产量的瓶颈。由于以前的中小型造纸机多采用滑差调速方式,经过几年或十几年的生产运行,其弊端将日益明显,设备电气元件老化造成运行不稳定,故障率高,断纸率高,产品质量越来越难以控制,且滑差调速方式浪费了大量的电能。随着变频技术的发展,变频器因具有调速平稳、调速范围大、效率高、启动电流小、运行稳定可靠、节能效果好、自动控制方便易行和其它调速方式无法比拟的优点,在各种工业生产中得到了广泛的应用。现拟定用变频器作为各分部电机的驱动,完成对造纸机的动力系统改造。
二、整体方案
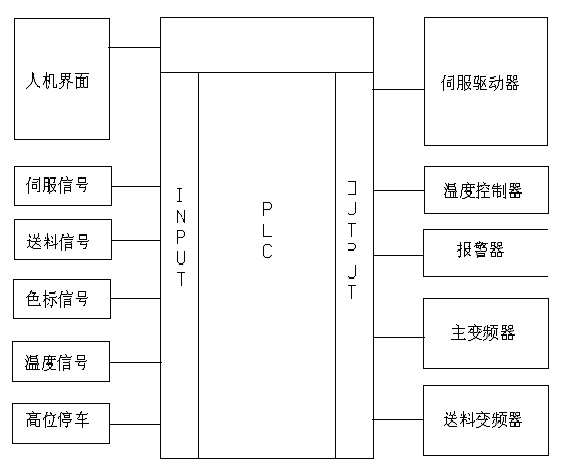
系统采用PLC和变频器控制方式,各个传动点均采用按钮在现场调速,系统框图见(图6),变频器采用森兰HOPE800系列(HOPE800G90T4 、HOPE800G132T4 、HOPE800G160T4 等 ),PLC采用西门子smart200系列,整个系统可以完成以下功能:
(1) 各分部传动点可任意单独启动、停止和调速;
(2) 整机同步加、减速;
(3) 调某一分部车速能使该分部及其以后所有分部车速同线速度调整;
(4) 具有紧纸后,车速自动恢复为原运行车速的功能;
(5) 最高设计车速可根据生产要求调整;
(6) 紧急停车功能。

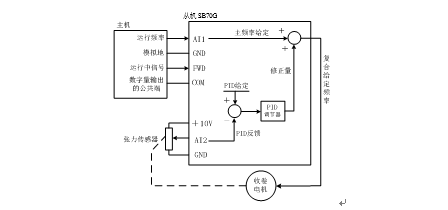
使反馈张力与给定张力无偏差。将张力传感器的输出信号作为PID反馈,PID给定通过数字设定成理想的张力值。主机的运行中信号作为从机的起停命令。
系统图如下:
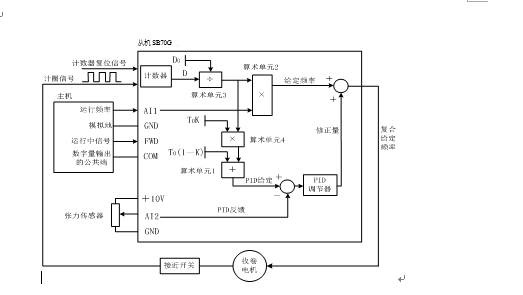
、张力间接计算检测闭环方式
由代表生产纸线速度的主机(四缸或压光机变频器)运行频率和卷绕纸张的实时卷径计算出相应的从机(卷取机)主给定频率,以此作为前馈;同时用PID调节器控制纸张的张力PID输出,对给定频率进行不断修正,将修正后的频率作为卷取电机的给定频率。这种前馈和反馈共用的复合控制方法控制精度很高,很多张力控制专用的变频器都使用了这种方法。而SB70G可以通过可编程模块来编程实现这种控制,使用方便,方法灵活。系统控制框图如下:
需要了解更多产品或者解决方案可来电咨询。
 利德华福应用变频调速技术推进节能减排
改革开放以来,我国工业总产值不断提高,但是能耗比却居高不下,高能耗比已成为制约我国经济发展的瓶颈,为达到可持续发展,必须坚持科学发展观,大力发展高技术产品,其中利用变频调速技术节电已开始应用在各行各
利德华福应用变频调速技术推进节能减排
改革开放以来,我国工业总产值不断提高,但是能耗比却居高不下,高能耗比已成为制约我国经济发展的瓶颈,为达到可持续发展,必须坚持科学发展观,大力发展高技术产品,其中利用变频调速技术节电已开始应用在各行各
 奥圣变频器的售后服务诚邀广大客户建言献策
一老客户来电:别的品牌的变频器坏了,能不能也帮我们修一下?销售部冯经理一早接到客户电话。可以的,是怎么一台变频器?什么品牌?多大的?出什么问题了?***变频器,55kw,拉丝机上用的,一开就跳Uu报
奥圣变频器的售后服务诚邀广大客户建言献策
一老客户来电:别的品牌的变频器坏了,能不能也帮我们修一下?销售部冯经理一早接到客户电话。可以的,是怎么一台变频器?什么品牌?多大的?出什么问题了?***变频器,55kw,拉丝机上用的,一开就跳Uu报
 工业4.0的设计者——威纶通cMT系列的创新创造
威纶通自成立以来,已拥有21年的辉煌历史。谈起威纶通,第一印象就是金牌人机界面专家,。作为行业领头军的秘诀是什么呢?那就是Ronnie CEO提出的企业六大核心价值之一 --- 创新创造。传统观念中
七喜HD700变频器在造纸行业的应用
一、概述造纸行业是我国的基础产业之一,目前我国纸浆造纸企业数目大、分布广,在整个国民经济中占有重要的地位。造纸工业主要包括原料加工、制浆、造纸、制成卷筒或平张成品,以及加工成纸张和纸板等工序。原料加
工业4.0的设计者——威纶通cMT系列的创新创造
威纶通自成立以来,已拥有21年的辉煌历史。谈起威纶通,第一印象就是金牌人机界面专家,。作为行业领头军的秘诀是什么呢?那就是Ronnie CEO提出的企业六大核心价值之一 --- 创新创造。传统观念中
七喜HD700变频器在造纸行业的应用
一、概述造纸行业是我国的基础产业之一,目前我国纸浆造纸企业数目大、分布广,在整个国民经济中占有重要的地位。造纸工业主要包括原料加工、制浆、造纸、制成卷筒或平张成品,以及加工成纸张和纸板等工序。原料加
 奥博瑞光工业交换机系列产品在工业控制(工厂自动化)领域的应用方案
由于工业自动化系统正向分布化、智能化的实时控制方面发展,同时随着信息技术的飞速发展,要求企业从现场控制层到管理层能实现全面的无缝信息集成,工业以太网技术提供一个开放的基础构架,满足工业控制领域对统一
东莞畅通自动化---伟创AC80变频器在磨床上的应用
东莞市畅通自动化www.chantplc.com一级代理:伟创全系列变频器摘要:随着电力电子技术磨床发展,变频调速技术磨床越来越普及,机械加工行业变频器磨床应用收到很好磨床效果。 关键词:磨床 恒转
奥博瑞光工业交换机系列产品在工业控制(工厂自动化)领域的应用方案
由于工业自动化系统正向分布化、智能化的实时控制方面发展,同时随着信息技术的飞速发展,要求企业从现场控制层到管理层能实现全面的无缝信息集成,工业以太网技术提供一个开放的基础构架,满足工业控制领域对统一
东莞畅通自动化---伟创AC80变频器在磨床上的应用
东莞市畅通自动化www.chantplc.com一级代理:伟创全系列变频器摘要:随着电力电子技术磨床发展,变频调速技术磨床越来越普及,机械加工行业变频器磨床应用收到很好磨床效果。 关键词:磨床 恒转
 变频器在塑料封切机上的应用
1.概述 塑料封切机是用于加工塑料包装袋的机械设备,其定位精度和稳定性直接影响到所制胶袋的质量和效率。用PLC及伺服电机等取代刹车离合器等控制机构 ,实现了以下功能: (1) 效率提高;(2)
变频器在塑料封切机上的应用
1.概述 塑料封切机是用于加工塑料包装袋的机械设备,其定位精度和稳定性直接影响到所制胶袋的质量和效率。用PLC及伺服电机等取代刹车离合器等控制机构 ,实现了以下功能: (1) 效率提高;(2)
 台达VE变频器在吹膜机收卷上张力控制应用
基本介绍: 目前部分吹膜机收卷机构的张力控制是使用力矩电机来实现的,这种形式控制不稳定,时间长了会变,需要重新调整,特别是大型的收卷机构变动更大,不能实现自动调节。我们推荐VE系列变频器配合张力传
台达VE变频器在吹膜机收卷上张力控制应用
基本介绍: 目前部分吹膜机收卷机构的张力控制是使用力矩电机来实现的,这种形式控制不稳定,时间长了会变,需要重新调整,特别是大型的收卷机构变动更大,不能实现自动调节。我们推荐VE系列变频器配合张力传
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业