主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
基本介绍:
目前部分吹膜机收卷机构的张力控制是使用力矩电机来实现的,这种形式控制不稳定,时间长了会变,需要重新调整,特别是大型的收卷机构变动更大,不能实现自动调节。我们推荐VE系列变频器配合张力传感器,来满足自动调节收卷张力的要求。本文主要介绍吹膜机收卷机构特性,以及台达VE系列变频器如何在吹膜机收卷机构上实现张力控制。
设备介绍:
一、收卷机构原理:
1、张力检测辊
此辊是控制薄膜收卷时提供合理的张力反馈的主要部件,薄膜的张力通过张力辊两端轴承下方的压力传感器进行检测,检测的信号通过转换变成4~20mA的仿真量信号,VE系列变频器通过ACI端子接收该信号,利用自身的PID功能调节控制收卷电机的转速,以保证适当的收卷张力。
2、展平辊
使薄膜展平,消除薄膜在拉伸应力作用下产生的一些纵向皱纹。
3、压紧辊
在收卷机构的前面装有一个可以改变位置的跟踪辊,其主要作用是将薄膜压靠在收卷轴芯上,以一定压力接触收卷,使薄膜迅速地平整转到收卷轴芯上,实现平整收卷的目的,以及借助跟压紧辊对收卷料施加一定的压力,及时排除收卷时膜层间的空气,使收卷料紧密。
4、分切机构
吹出的薄膜若不是制作成塑料袋,就会分切成两组薄膜再收卷。
5、收卷辊
收卷辊由VE系列变频器驱动电机来传动,收卷速度的控制系统与前端的拉伸机构的驱动系统连接,与吹膜出料的拉伸机构线速度同步,利用张力检测辊的张力信号反馈到变频器,实现PID调节控制收卷张力。
二、控制薄膜的张力对收卷质量的影响
为了牵引薄膜,并将其卷到收卷芯上,必须给薄膜施加一定拉伸使其张紧的牵引力,其中张紧薄膜的力即为张力。通常由于薄膜的材料厚度、宽度及性能不同,选用的收卷方式也有不同,张力的大小也需要调整。
收卷张力的大小直接影响产品收卷的质量及效率。张力过大,收卷过紧,薄膜容易产生皱纹甚至拉断;张力不足,带入膜层的空气量过多,收卷料薄膜的密度小,薄膜容易在里面产生轴向滑移及严重的错位,以致造成卷边不齐。分切时放卷轴若产生大幅度摆动,会影响分切薄膜的质量。所以收卷机构必须具有良好的张力控制系统。
三、收卷辊的控制系统原理
使用VFD-VE可以使用两种方式实现张力恒定,一种是速度模式+张力死循环,另一种是力矩模式+张力开环。力矩模式+张力开环优点是不需要张力检测信号,缺点是效果会受限于力矩控制精度,在要求较高场合比较建议使用速度模式张力死循环。
本案例收卷辊的控制是速度模式下,以牵引辊速度作前馈并以张力回授作辅助,通过控制主牵引与收卷的速度差相对恒定实现张力恒定控制。但薄膜收卷时,收料卷直径D会增大,如果收卷辊的转速n不变,根据V=π*D*n,收卷线速度V会增大,所以要维持速度差恒定而控制张力恒定,收卷辊的收卷转速n必须随着收料卷的直径增大而减小,否则会引起收卷张力的递增,造成膜卷的内松外紧,外层薄膜把内层薄膜压皱,影响收卷质量。
收卷辊的控制方案:张力传感器直接检测张力,VE变频器实施PID张力调节控制。
张力传感器安装在张力检测辊的轴承下面,将检测到的薄膜张力转换成仿真量信号,送到VE变频器中,使之与原设定的张力信号比较后,进行PID计算,然后将得出的所需要的输出频率送到收卷电机,达到控制收卷辊转速,以及满足张力控制的要求。这种方案的优点是控制精度高,动态性能好,适用范围广。
1、系统配置:
2、控制原理图:
 森纳士产品在中央空调行业应用案例
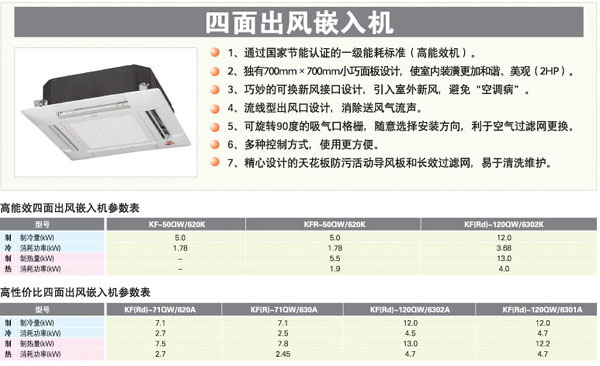
一、产品介绍: 空调专用型是DG系列标准型产品的变型产品,根据中央空调系统的特点专门设计,特殊的压力连接头特别适合中央空调系统压缩机及其它部分的压力测量,采用美国技术前端特殊顶针设计,具有良好的抗震
森纳士产品在中央空调行业应用案例
一、产品介绍: 空调专用型是DG系列标准型产品的变型产品,根据中央空调系统的特点专门设计,特殊的压力连接头特别适合中央空调系统压缩机及其它部分的压力测量,采用美国技术前端特殊顶针设计,具有良好的抗震
 自动控制门方案
门伴随着人们的文明而诞生,随着科技的发展,门的种类越来越多,技术也越来越复杂。自动门是随着人机对生活条件的不断追求、科技的不断发展应运而生的高科技产品。要求也越来越高:安全、方便、舒适、无人时智能
自动控制门方案
门伴随着人们的文明而诞生,随着科技的发展,门的种类越来越多,技术也越来越复杂。自动门是随着人机对生活条件的不断追求、科技的不断发展应运而生的高科技产品。要求也越来越高:安全、方便、舒适、无人时智能
 AFPM100消防设备电源监控系统在哈尔滨华南城现代商贸物流城项目中的应用
郤佳佳安科瑞电气股份有限公司上海嘉定摘要:AFPM100消防设备电源状态监控器是AFPM消防设备电源监控系统的核心,监控设备通过RS485总线与多台传感器相连,构成集散式消防设备电源监控系统,实时监
Acrel-6000电气火灾监控系统在贵州黎阳航空项目中的应用
赵斌安科瑞电气股份有限公司 上海嘉定摘要安科瑞剩余电流式电气火灾监控系统通过ARCM剩余电流式电气火灾监控装置或数字型剩余电流互感器,对商场、宾馆、机场、银行、医院、厂房等建筑低压配电系统进行电气火灾
某大型炼油厂配电设计及Acrel-2000智能配电综合自动化系统应用
赵斌安科瑞电气股份有限公司 上海 嘉定 2018011 项目概述 本项目为某炼油厂配电改造项目,110KV/6KV甲变电站原主变压器为两台两圈有载调压变压器,110KVGIS为内桥接线5个间隔、6KV
AFPM100消防设备电源监控系统在哈尔滨华南城现代商贸物流城项目中的应用
郤佳佳安科瑞电气股份有限公司上海嘉定摘要:AFPM100消防设备电源状态监控器是AFPM消防设备电源监控系统的核心,监控设备通过RS485总线与多台传感器相连,构成集散式消防设备电源监控系统,实时监
Acrel-6000电气火灾监控系统在贵州黎阳航空项目中的应用
赵斌安科瑞电气股份有限公司 上海嘉定摘要安科瑞剩余电流式电气火灾监控系统通过ARCM剩余电流式电气火灾监控装置或数字型剩余电流互感器,对商场、宾馆、机场、银行、医院、厂房等建筑低压配电系统进行电气火灾
某大型炼油厂配电设计及Acrel-2000智能配电综合自动化系统应用
赵斌安科瑞电气股份有限公司 上海 嘉定 2018011 项目概述 本项目为某炼油厂配电改造项目,110KV/6KV甲变电站原主变压器为两台两圈有载调压变压器,110KVGIS为内桥接线5个间隔、6KV
 基于GSM网络的汽车防盗短信告警应用方案
摘要:本文提供了一种基于GSM网络的汽车防盗短信告警系统原理和实现方案,简要介绍了GSM技术的基本知识,描述了GSM无线传输应用于汽车防盗短信告警系统的实现方法。通过实际应用,获得了理想的效果.关键
基于GSM网络的汽车防盗短信告警应用方案
摘要:本文提供了一种基于GSM网络的汽车防盗短信告警系统原理和实现方案,简要介绍了GSM技术的基本知识,描述了GSM无线传输应用于汽车防盗短信告警系统的实现方法。通过实际应用,获得了理想的效果.关键
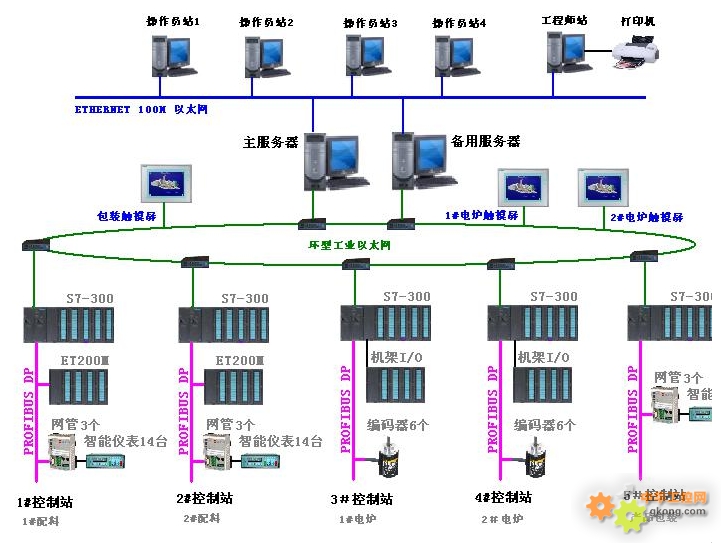 锰铁合金生产线自动化控制系统
四川汉源锰业有限公司新建两条16000KVA电炉锰铁合金生产线,两条生产线的控制中心分成两个部分,一部分设在原料段(主要完成两条生产的原料破碎、原料输送、原料配料),一部分设在电炉中央控制室(主要完
锰铁合金生产线自动化控制系统
四川汉源锰业有限公司新建两条16000KVA电炉锰铁合金生产线,两条生产线的控制中心分成两个部分,一部分设在原料段(主要完成两条生产的原料破碎、原料输送、原料配料),一部分设在电炉中央控制室(主要完
 华北工控:嵌入式计算机在医院智能床位监测系统中的应用
受到信息科技变革等的影响,近两年以物联网、云计算、计算机及网络技术等为基础的国内智慧医疗建设步入了快速发展阶段。基于信息技术的医院智能床位监测系统也逐渐从重症监护病房走向普及化。基于信息技术的智能
华北工控:嵌入式计算机在医院智能床位监测系统中的应用
受到信息科技变革等的影响,近两年以物联网、云计算、计算机及网络技术等为基础的国内智慧医疗建设步入了快速发展阶段。基于信息技术的医院智能床位监测系统也逐渐从重症监护病房走向普及化。基于信息技术的智能
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业