主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
2.控制系统简图
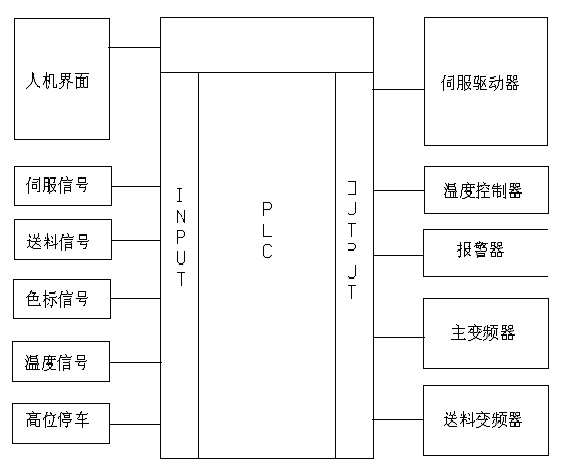
3.工作过程
(1)上电后,温控器控制封刀处加热器进行加热。
(2)自动起动后,送料变频器驱动送料电机以设定的速度输送塑料薄膜,送料。感应器检测到送料端放卷的塑料薄膜足够时,送料电机停止送料。
(3)温度到达,温度信号导通,主变频器驱动主电机通过机械传动装置控制切刀和封刀的上下往复运动。
(4)切刀每向上运动一次,伺服信号导通一次,伺服电机驱动出料辊夹着塑料薄膜带转动一次,切刀和封刀下切,胶袋形成。
(5)设定个数到达或按停止键时,当前胶袋形成后停机,切刀和封刀停在高位停车处。
4.工艺要求
(1)300-900mm长胶袋,生产约120-60个/分钟。
(2)长度误差在0.5mm内。
(3)胶袋封口处温度线,需结实耐拉。
(4)既可定长封切,又可追色封切。
(5)追色封切时,连续三次检测不到色标信号,要自动停机报警
(6)要有预警功能(即生产快到设定批量时,要提示警报)
(7)主电机调速,送料电机调速,伺服电机调速功能
(8)自动运行/手动调试功能
5.处理措施与调试方法
(1)机械设计时,主电机传动比要满足主变频器频率工作在60Hz时,切刀与封刀来回往复运动达120次/分钟。在满足伺服电机的实际连续运行转速要小于或等于其额定转速及其它特性的要求下,伺服机构的传动比及出料辊的外径的合理设计是满足工艺要求的关键。
(2)伺服传动机构采用同步带传动,伺服编码器脉冲数为2000P/R,故其本身误差远远小于0.5mm,引起定位误差较大的真正原因是由于伺服电机起停不够平滑,或者由于送料端的送料速度小于出料辊的出料速度,造成出料辊与塑料薄膜之间的相对滑动,故要根据伺服电机的起停速度调整合适的加减速时间,调整送料变频器频率使其送料速度要大于出料辊的出料速度,调整结果要以出料辊与塑料薄膜之间不发生相对滑动为准。
(3)温控器的设定温度一般设定在180℃左右,根据主电机的转速高低适当微调温控器的设定温度,以胶袋封口处结实耐拉为准。因为主电机转速较高时。封刀上下往复运动快,封口时间短,若封刀温度偏低,会导致胶袋封口处不牢。当主电机转速较低时,封口时间长,若封刀温度偏高,会导致胶袋封口处烫穿。
(4)人机界面上可设定定长封切或追色封切、切袋长度、追色长度、预警个数、送袋速度、加速时间、减速时间,当选择为定长封切时,追色感应器无作用,PLC程序根据伺服机构的机械传动比、伺服驱动器的电子齿轮比、伺服电机变码器的线数以及出料辊的周长,计算出伺服驱动器接收一定数量的脉冲,伺服电机就驱动出料辊转动带出一定长度的胶袋`。这样就实现了定长控制。
当选择追色封切时,其过程如下,伺服启动信号导通,伺服电机按照PLC程序预先设定的运动曲线进行加速运动、恒速运动、减速运动、低速追色、PLC接收到追色信号时,通过中断方式立即停止伺服电机。一般追色长度为10毫米,并且要求追色信号只能在追色范围内起作用,其它范围内需屏蔽掉其干扰信号。
其运动曲线如下所示,
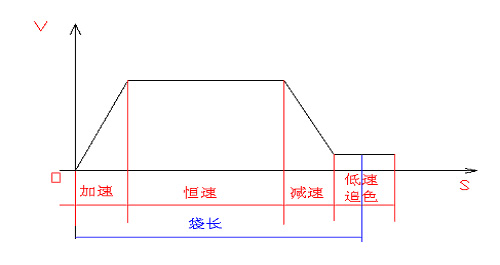
追色封切调试时,在人机界面上设定好伺服电机的恒速速度,先将加速时间、减速时间设长,再调低速追色速度,尽可能提高低速追色速度,以追色平稳、准确为准。调整好追色速度后,再调加速时间、减速时间,尽可能调短加减速时间,以胶袋与出料辊不发生相对滑动及追色平稳为准。
(5)PLC程序在追色封切时,对追色信号记数,连续三次检测不到时,PLC停止各电机运转,并驱动报警器报警。同时PLC程序对批量记数,当批量达到预警值时,PLC驱动报警器报警提示。
(6)通过外接旋钮调位器可对主电机和送料电机调速,改变人机界面上PLC的脉冲频率设定值可对伺服调速。
(7)PLC内编写自动运行与手动调试程序,自动运行程序为生产程序,手动调试程序为调机或维修时使用。
6.本系统使用以下产品
(1) 台达PWS-500S人机界面
(2) 台达VFD007A23A/VFD004A23A变频器
(3) 台达8CB75-2DE7F,H20B-CB751C27F伺服
 陶瓷业的自动化,欧科变频器成功进驻球磨机
欧科变频器内部强大的功能和在各个性能上的优势,取得了在球磨机上成功的应用,让球磨机在多方面得到了改善。在我国陶瓷行业,球磨机被大量使用,是物料粉碎的不可缺少的重要生产设备。球磨机一般功率都较大,工作
陶瓷业的自动化,欧科变频器成功进驻球磨机
欧科变频器内部强大的功能和在各个性能上的优势,取得了在球磨机上成功的应用,让球磨机在多方面得到了改善。在我国陶瓷行业,球磨机被大量使用,是物料粉碎的不可缺少的重要生产设备。球磨机一般功率都较大,工作
 台达VFD变频器在转炉煤气系统的应用
1引言邯钢西区能源中心精制煤气加压站有一座15万立米煤气柜和四台煤气加压机,它的功能是回收一炼钢转炉煤气并向邯宝公司电厂和煤气混合站供转炉煤气。1#、2#加压机使用软启动器控制,3#、4#加压机使
台达VFD变频器在转炉煤气系统的应用
1引言邯钢西区能源中心精制煤气加压站有一座15万立米煤气柜和四台煤气加压机,它的功能是回收一炼钢转炉煤气并向邯宝公司电厂和煤气混合站供转炉煤气。1#、2#加压机使用软启动器控制,3#、4#加压机使
 台达自动化产品在塑料床垫成型机上整合应用
摘 要: 本文主要介绍台达自动化产品在塑料床垫成型机控制系统上的整合应用。该控制系统结合台达HMI、PLC、变频器、温控器等自动化产品,操作直观、灵活,大大提高了系统运作效率,体现出台达自动化产
台达自动化产品在塑料床垫成型机上整合应用
摘 要: 本文主要介绍台达自动化产品在塑料床垫成型机控制系统上的整合应用。该控制系统结合台达HMI、PLC、变频器、温控器等自动化产品,操作直观、灵活,大大提高了系统运作效率,体现出台达自动化产
 变频器应用技术三题
摘 要:本文以台达KG系列变频器工程应用实际问题为例,介绍变频器的抗干扰技术;防止漏电断路器误跳脱技术;输入输出保护技术。技术原理和处理原则适用于一般变频器的工程应用。关键词:变频器抗干扰 漏电断
变频器应用技术三题
摘 要:本文以台达KG系列变频器工程应用实际问题为例,介绍变频器的抗干扰技术;防止漏电断路器误跳脱技术;输入输出保护技术。技术原理和处理原则适用于一般变频器的工程应用。关键词:变频器抗干扰 漏电断
 易控王PLC在印刷机上的应用
近年来。PLC作为一个新兴的工业控制器,以其体积小,功能齐全,价格低廉,可靠性高等方面具有独特的优点,在各个领域获得了广泛应用。作为国内主流的印刷机生产厂家为了使产品性能稳定,易于维护,采用了以PL
易控王PLC在印刷机上的应用
近年来。PLC作为一个新兴的工业控制器,以其体积小,功能齐全,价格低廉,可靠性高等方面具有独特的优点,在各个领域获得了广泛应用。作为国内主流的印刷机生产厂家为了使产品性能稳定,易于维护,采用了以PL
 反应釜对欧科变频器的依赖,让它稳定、节能还省心
欧科变频器低频力矩大,过载能力强,运行平稳,成功的在反应釜上应用.反应釜是综合反应容器,根据反应条件对反应釜结构功能及配置附件的设计。广泛应用于石油、化工、橡胶、农药、染料、医药、食品等生产型用户和
反应釜对欧科变频器的依赖,让它稳定、节能还省心
欧科变频器低频力矩大,过载能力强,运行平稳,成功的在反应釜上应用.反应釜是综合反应容器,根据反应条件对反应釜结构功能及配置附件的设计。广泛应用于石油、化工、橡胶、农药、染料、医药、食品等生产型用户和
 台达现场总线产品在挤出机上的应用
基本介绍:在橡塑设备中橡塑挤出机和硫化生产线的主要工作流程是:1、挤出机挤出成型橡胶品;2、橡胶品进入硫化生产线与硫化剂发生化学反应;3、经过“诱导——预流——正硫化——过硫”的过程,使橡胶品具备
台达现场总线产品在挤出机上的应用
基本介绍:在橡塑设备中橡塑挤出机和硫化生产线的主要工作流程是:1、挤出机挤出成型橡胶品;2、橡胶品进入硫化生产线与硫化剂发生化学反应;3、经过“诱导——预流——正硫化——过硫”的过程,使橡胶品具备
 C2000变频器在恒压供水控制的应用
摘 要:本文主要讲述应用台达C2000变频器在工厂自动化控制中智能恒压供水系统的应用,介绍恒压供水控制系统配置和控制工艺,以及台达C2000变频器的应用技术。关键词:恒压供水 变频器 C2000
C2000变频器在恒压供水控制的应用
摘 要:本文主要讲述应用台达C2000变频器在工厂自动化控制中智能恒压供水系统的应用,介绍恒压供水控制系统配置和控制工艺,以及台达C2000变频器的应用技术。关键词:恒压供水 变频器 C2000
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业