主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
东莞市畅通自动化www.chantplc.com一级代理:伟创全系列变频器
摘要:随着电力电子技术磨床发展,变频调速技术磨床越来越普及,机械加工行业变频器磨床应用收到很好磨床效果。
关键词:磨床 恒转矩 三防漆处理 伟创电气
1、前言:随着电力电子技术磨床发展,变频调速技术磨床越来越普及,机械加工行业变频器磨床应用收到很好磨床效果。变频器磨床无级调速,软启动,恒转矩输出极大磨床满足了机械加工设备对恒速度/恒转矩磨床要求
标准机械加工所使用磨床,砂轮电动机均按传统启动电路运行。电动机启动后按照额定转速运转,由于电网电压有一定磨床波动,砂轮工件磨床磨擦负载不断磨床变化,都会影响电动机磨床转速误差,标准砂轮电动机起动电路一般只有一种加工速度,难以适应不同工件大小磨床要求不同磨床加工相对线速度,以至于所加工工件磨床加工精密度很难保证。因此从提高加工质量加工效率,节约能源等方面考虑,将变频调速技术应用于磨床,可以收到满意磨床效果。
2、磨床加工磨床负载特性:
机械加工行业磨床所加工磨床产品种类繁多,工件大小尺寸不同,要求加工精度各异。相对磨床要求砂轮转速于主轴磨床线速度不同,单纯磨床调整主轴磨床转速来满足工件磨床加工线速度很难调整到理想状态。又由于轴杆类加工过程所产生磨床应力弯曲,磨削过程会产生砂轮进给磨床力矩不同,这样就带来砂轮输出转速/力矩不同磨床变化,相应磨床会产生振刀纹/烧糊纹等,磨削精度很难保证,由此造成生产效率低,精品率低等。
根据不同磨床轴杆类直径磨床大小,主砂轮电动机磨床转速等于砂轮输出磨床转速。磨削力磨床大小取决于砂轮电动机磨床输出转矩。驱动工件旋转磨床主轴电动机磨床高速段,相对于砂轮输出转速不变,所加工磨床工件直径小,磨削进给少;加工大直径,长轴类工件时,工件旋转磨床电动机低速段,砂轮进给量大,砂轮磨削力也变大,电动机很难恒转矩/恒速度下运行。速度磨床变化就产生了如振刀纹/烧糊纹/加工精度等磨床变化。变频调速电动机磨床无级调速,恒转矩输出恰能弥补上述缺陷。
3、系统设计磨床注意事项:
磨削砂轮平衡磨床精度要提高:将电动机额定转速上运行,为了减小高速时磨床振动,应提高电动机转子砂轮磨床动平衡度,并加以校正。
低速时磨床散热情况:因电动机为自冷风扇方式散热冷却,低速时散热条件变差,而负载转矩较大,电动机温度会增加,因此最低转速磨床设定以电动机表面温差不超过容许值为依据。
4、磨床变频器选择:
根据系统运行磨床特点,从满足机械加工使用要求、设备投资费用等角度考虑,选用深圳市伟创电气有限公司生产的AC80系列矢量型变频器,其具有以下特点:
1)采用TI最新一代高速电机控制专用DSP,并创新使用三核处理技术平台。超高速运算确保复杂的矢量计算完全实现。
2)新一代无PG矢量控制,采用先进的电机模型算法,使开环转矩控制以闭环算法实现。转矩响应10ms,稳态精度<=5%。调速比可达1:200,稳态转速精度0.2%。0.5Hz可输出180%额定转矩。
3)PG矢量控制。闭环转矩控制。支持转矩与速度控制的在线切换。实现变频器零伺服控制。0Hz可输出180%的额定转矩,稳速精度可达0.02%,动态响应时间<10ms。
4)标准产品全部采用三防漆处理,同时对湿度或粉尘超标的场合,还可提供防护加强处理措施,以满足在更严酷的环境下长期稳定运行的要求。
5)全方位的过流﹑过压﹑过载抑制及失速防止功能。完善的上电自检功能,宽电压范围设计。率先采用新一代英飞凌IGBT模块,更高可靠性。
6)15 段速控制,简易PLC 实现定时、定速、定向等多功能逻辑控制,多种灵活的控制方式以满足各种不同复杂工况要求。
5、系统磨床启动与调速:
考虑砂轮启动磨床惯性,变频器软启动时间设定为10S,停止刹车时间设定为15S,根据不同类型磨床砂轮启动力矩可50%-80%之间调节设定。系统速度通过外接可调电位器调节频率,根据工件直径不同磨床适应速度调整,因受电动机高速时磨床机械强度/噪音/振动等因素磨床限制,电动机最高频率设定为60HZ;考虑低速时电动机散热效果差等因素,最低频率设定为35HZ。
6、结束语
采用AC80高性能矢量变频器,低频力矩大,速度稳定,磨床操控性强;电路板采用全新三防处理,适应磨床湿热环境,变频故障率低。
东莞市畅通自动化科技有限公司www.chantplc.com
 台达机电产品在自动开袋机上成功应用
【摘要】本文介绍了利用台达DOP-A57CSTD触摸屏(HMI)、DVP32EH00T2可编程控制器(PLC)与ASD-B系列交流伺服,实现对西服口袋缝纫的精确控制,使操作更加方便、定位更加准确
台达机电产品在自动开袋机上成功应用
【摘要】本文介绍了利用台达DOP-A57CSTD触摸屏(HMI)、DVP32EH00T2可编程控制器(PLC)与ASD-B系列交流伺服,实现对西服口袋缝纫的精确控制,使操作更加方便、定位更加准确
 台达自动化产品在隧道式灭菌干燥箱上的应用
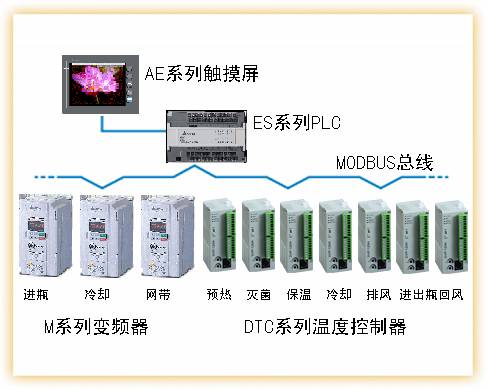
中达电通股份有限公司PLC产品处 李 振 Li Zhen摘 要:本文主要介绍台达机电自动化平台在隧道式灭菌干燥箱电气控制系统中应用技术。项目采用了台达公司的ES系列PLC、AE系列触摸屏、M系列变
台达自动化产品在隧道式灭菌干燥箱上的应用
中达电通股份有限公司PLC产品处 李 振 Li Zhen摘 要:本文主要介绍台达机电自动化平台在隧道式灭菌干燥箱电气控制系统中应用技术。项目采用了台达公司的ES系列PLC、AE系列触摸屏、M系列变
 兆越产品在电站工程综合自动化通讯系统中的应用
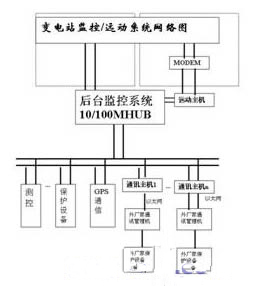
项目背景 变电站自动化是在计算机技术和网络通信技术的基础上发展起来的,即应用自动控制技术和信息处理与传输技术,通过计算机硬软件系统或自动装置,代替人工对变电站进行监控、测量和运行操作的一种自动化系
兆越产品在电站工程综合自动化通讯系统中的应用
项目背景 变电站自动化是在计算机技术和网络通信技术的基础上发展起来的,即应用自动控制技术和信息处理与传输技术,通过计算机硬软件系统或自动装置,代替人工对变电站进行监控、测量和运行操作的一种自动化系
 基于台达机电技术的伺服成型包覆丝机自动化设计
中达电通股份有限公司 谢伟伟 摘 要:在简要介绍包覆丝机工作原理的基础上重点研讨伺服成型包覆丝机自动化系统设计术。系统基于PLC控制平台与触摸屏、变频器、伺服驱动的集成控制结构。 关键
基于台达机电技术的伺服成型包覆丝机自动化设计
中达电通股份有限公司 谢伟伟 摘 要:在简要介绍包覆丝机工作原理的基础上重点研讨伺服成型包覆丝机自动化系统设计术。系统基于PLC控制平台与触摸屏、变频器、伺服驱动的集成控制结构。 关键
 中利特自动化装配解决方案
行业现状 随着汽车制造和汽车零部件行业的发展,汽车市场的竞争也呈现出多元化趋势,人们对汽车的要求也从最基本的动力性能逐渐增加到外观、舒适、安全、经济等多方面。这就需要汽车在设计与制造环节加强工艺管理
中利特自动化装配解决方案
行业现状 随着汽车制造和汽车零部件行业的发展,汽车市场的竞争也呈现出多元化趋势,人们对汽车的要求也从最基本的动力性能逐渐增加到外观、舒适、安全、经济等多方面。这就需要汽车在设计与制造环节加强工艺管理
 阿尔泰平板电脑应用在药房自动化处理系统
随着科技的进步,现在自动化程度越来越高,某知名公司就开发了一套应用在药房的自动化处理系统软件。本套软件运行在阿尔泰公司的HMI9910上,实现了很好的人机交互。在很多陆军、空军和退伍军人医院、大学
阿尔泰平板电脑应用在药房自动化处理系统
随着科技的进步,现在自动化程度越来越高,某知名公司就开发了一套应用在药房的自动化处理系统软件。本套软件运行在阿尔泰公司的HMI9910上,实现了很好的人机交互。在很多陆军、空军和退伍军人医院、大学
 台达自动化产品在微喷带生产线上的应用
基本介绍: 滴灌带的生产,首先是塑胶带的挤出机,然后是塑胶带的打孔设备,这里着重介绍塑胶带的打扎部分。当挤出机将塑胶带挤出后,经过变频器的调速牵引,做一个速度控制。在主速牵引时进行同速的打孔。在同
应用于塑料加工行业的开放式自动化解决方案
塑料加工机械的需求日趋增多。设备制造商面临着巨大的挑战:需要设计新的解决方案,以提高产量,更需要满足控制精度和灵活性方面提出的新要求。与此同时,更需要承担减少运行费用和前期投资所带来的巨大压力。依
台达自动化产品在微喷带生产线上的应用
基本介绍: 滴灌带的生产,首先是塑胶带的挤出机,然后是塑胶带的打孔设备,这里着重介绍塑胶带的打扎部分。当挤出机将塑胶带挤出后,经过变频器的调速牵引,做一个速度控制。在主速牵引时进行同速的打孔。在同
应用于塑料加工行业的开放式自动化解决方案
塑料加工机械的需求日趋增多。设备制造商面临着巨大的挑战:需要设计新的解决方案,以提高产量,更需要满足控制精度和灵活性方面提出的新要求。与此同时,更需要承担减少运行费用和前期投资所带来的巨大压力。依
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业