主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
 图1 自动开袋实物图
2 开袋机介绍
该机型机头由专用伺服马达驱动,以固定速度高速针缝。应用台达高性能EH2系列可编程控制器,通过高速脉冲控制台达ASD-B系列伺服马达以不同速度拖动大压脚送布,从而完成“密缝-线缝-密缝”、角刀、中心刀精确定位,再配合友好的操作界面及配方功能实现了袋盖、定长、循环不同工艺要求。相应关系如图2所示。
图1 自动开袋实物图
2 开袋机介绍
该机型机头由专用伺服马达驱动,以固定速度高速针缝。应用台达高性能EH2系列可编程控制器,通过高速脉冲控制台达ASD-B系列伺服马达以不同速度拖动大压脚送布,从而完成“密缝-线缝-密缝”、角刀、中心刀精确定位,再配合友好的操作界面及配方功能实现了袋盖、定长、循环不同工艺要求。相应关系如图2所示。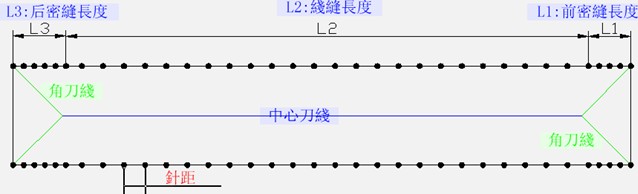 图2 自动开袋机的中心刀线和角刀线及密缝长度之间的关系
1),机头:工业缝纫机,专用伺服马达控制,额定转速2000RPM,具自动定针功能;
2),左右大压脚:将布料压于台面,由伺服马达拖动连续送布。并可防止布料缝缩,起皱;
3),左右袋盖压脚:将袋盖压紧,跟随大压脚运行;防止袋盖缝缩,起皱;
4),上下剪线:剪断上下线头;
5),角刀:分固定角刀和动角刀,动角刀由伺服拖动,保证开角位置;
6),中心刀:分固定中心刀和动中心刀,动中心刀由伺服拖动,保证开袋长度;
7),卸料架:成型袋盖自动卸料;
8),十字激光灯:布料缝制基准定位;
9),激光电眼:袋盖感测;
10),夹线:保持线张紧及断线检测;
11),脚踏开关:驾车式设计:启动,停止右脚单脚控制;
图2 自动开袋机的中心刀线和角刀线及密缝长度之间的关系
1),机头:工业缝纫机,专用伺服马达控制,额定转速2000RPM,具自动定针功能;
2),左右大压脚:将布料压于台面,由伺服马达拖动连续送布。并可防止布料缝缩,起皱;
3),左右袋盖压脚:将袋盖压紧,跟随大压脚运行;防止袋盖缝缩,起皱;
4),上下剪线:剪断上下线头;
5),角刀:分固定角刀和动角刀,动角刀由伺服拖动,保证开角位置;
6),中心刀:分固定中心刀和动中心刀,动中心刀由伺服拖动,保证开袋长度;
7),卸料架:成型袋盖自动卸料;
8),十字激光灯:布料缝制基准定位;
9),激光电眼:袋盖感测;
10),夹线:保持线张紧及断线检测;
11),脚踏开关:驾车式设计:启动,停止右脚单脚控制;
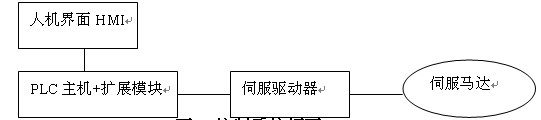
 图4 上位机操作画面
图4 上位机操作画面
 浅谈医疗IT系统及绝缘监测产品的应用
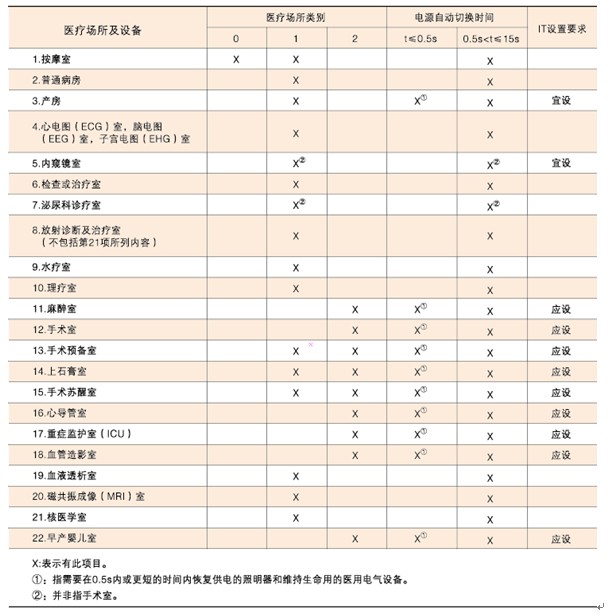
赵斌安科瑞电气股份有限公司上海嘉定 2018011、项目简介某综合医院新病房大楼, 总建筑面积106314.18m2,地面以上主体总高度为99.4m,地上26层,地下1层。手术室除了一楼、二楼和五楼各
浅谈医疗IT系统及绝缘监测产品的应用
赵斌安科瑞电气股份有限公司上海嘉定 2018011、项目简介某综合医院新病房大楼, 总建筑面积106314.18m2,地面以上主体总高度为99.4m,地上26层,地下1层。手术室除了一楼、二楼和五楼各
 魏德米勒产品在Festo远程I/O模块中的应用
功能集成的发展趋势自始至终从未停止没有其他任何一项创新能够对自动化产生如此的影响力,或者形成如此可持续发展的方式来降低生产成本和提升产能,Festo的产品和技术营销主管Eberhard Klotz评
魏德米勒产品在Festo远程I/O模块中的应用
功能集成的发展趋势自始至终从未停止没有其他任何一项创新能够对自动化产生如此的影响力,或者形成如此可持续发展的方式来降低生产成本和提升产能,Festo的产品和技术营销主管Eberhard Klotz评
 基于机器视觉实现织物疵点自动检测
织物疵点的自动化检测是工业自动化视觉检测的一个分支,它是对织物质量进行控制和实现织物生产过程和品质检验的关键环节。本文主要概述在利用机器视觉和数字图像处理技术开发一套织物疵点自动检测系统。织物表面在
基于机器视觉实现织物疵点自动检测
织物疵点的自动化检测是工业自动化视觉检测的一个分支,它是对织物质量进行控制和实现织物生产过程和品质检验的关键环节。本文主要概述在利用机器视觉和数字图像处理技术开发一套织物疵点自动检测系统。织物表面在
 台达自动化产品在木工电子开料锯上的应用
基本介绍: 随着国内房地产市场的不断升温带动着家具及木工机械市场的火爆,其中以复合板为原材料的板式家具以款式新颖、价格相对便宜深受广大年轻消费者的喜爱,而板式家具生产的第一个环节就是把一定尺寸规格
台达自动化产品在木工电子开料锯上的应用
基本介绍: 随着国内房地产市场的不断升温带动着家具及木工机械市场的火爆,其中以复合板为原材料的板式家具以款式新颖、价格相对便宜深受广大年轻消费者的喜爱,而板式家具生产的第一个环节就是把一定尺寸规格
 阿普奇10寸工业触摸平板电脑在自动点胶机中的应用
项目描述应用行业:自动点胶机应用位置:生产车间点胶机应用方式:10寸工业触摸平板电脑应用在自动点胶机上,对点胶机进行自动控制系统描述:在工业生产中,很多地方都需要用到点胶,比如集成电路、半导体封装、
阿普奇10寸工业触摸平板电脑在自动点胶机中的应用
项目描述应用行业:自动点胶机应用位置:生产车间点胶机应用方式:10寸工业触摸平板电脑应用在自动点胶机上,对点胶机进行自动控制系统描述:在工业生产中,很多地方都需要用到点胶,比如集成电路、半导体封装、
 北京科瑞CAN总线产品在真空排水监控系统中的应用
随着城市化进展的加快、生态居住小区人居环境的自然回归、强化修复水环境措施的出台和评估体系的完善,人工河湖、溪流、喷泉等水环境已 成为可持续发展生态居住小区及城市环境的重要组成部分,这些设施不可避免地
北京科瑞CAN总线产品在真空排水监控系统中的应用
随着城市化进展的加快、生态居住小区人居环境的自然回归、强化修复水环境措施的出台和评估体系的完善,人工河湖、溪流、喷泉等水环境已 成为可持续发展生态居住小区及城市环境的重要组成部分,这些设施不可避免地
 馈线自动化终端(FTU)
项目描述 发电厂往往远离人口密度中心,需要在高电压进行远距离的电力传输。电经过发电、输电和变电之后,变成了低电压被分配到当地的馈线自动化终端(FTU),通过对每个站点进行数字和模拟数据的采集和处理来
馈线自动化终端(FTU)
项目描述 发电厂往往远离人口密度中心,需要在高电压进行远距离的电力传输。电经过发电、输电和变电之后,变成了低电压被分配到当地的馈线自动化终端(FTU),通过对每个站点进行数字和模拟数据的采集和处理来
 基于紫金桥组态软件的产品质量跟踪管理系统
产品质量是企业生存和发展之本,产品质量管理系统作为产品出厂最后一道关口,对保证产品质量起着至关重要的作用,本文主要介绍基于紫金桥组态软件平台和关系数据库构建产品质量跟踪管理系统的方法和过程。整个系
基于紫金桥组态软件的产品质量跟踪管理系统
产品质量是企业生存和发展之本,产品质量管理系统作为产品出厂最后一道关口,对保证产品质量起着至关重要的作用,本文主要介绍基于紫金桥组态软件平台和关系数据库构建产品质量跟踪管理系统的方法和过程。整个系
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业