主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
中达电通股份有限公司 谢伟伟
摘 要:在简要介绍包覆丝机工作原理的基础上重点研讨伺服成型包覆丝机自动化系统设计术。系统基于PLC控制平台与触摸屏、变频器、伺服驱动的集成控制结构。
关键词:包覆丝机 伺服成型 伺服驱动器 PLC 变频器 交叉角 防硬边 防叠绕 防掉线 油浴式齿轮箱
1、 引言
包覆丝机可用于生产各种规格氨纶包覆丝,芯丝用氨纶外包锦纶、涤纶等化纤弹力丝、长丝、也可包真丝、棉纱、毛纱线,各种混纺纱,这些弹力包丝或包纱广泛用于弹力袜、运动袜、丝袜、连裤袜,针织内衣衫裤,机织面料,弹性服装、运动服、休闲服、羊毛衫、弹性带等。
包覆丝机能生产单包丝、双包丝,也能生产某些特种加捻的丝、线,生产一些附加值很高的产品。
目前传统的包覆丝机(以下简称机械成型包覆丝机)的组成是:一台18.5KW VFD-B的变频器驱动两台9KW异步电机传动主轴运行,再通过机械齿轮变比带动锭子高速旋转,及卷绕,再通过机械油浴式齿轮箱带动横动机构来回运动,实现卷绕成型功能, 一套速度监测仪,随时监测锭子、卷绕等运行转速。

机械成型包覆丝机的主要技术参数为:
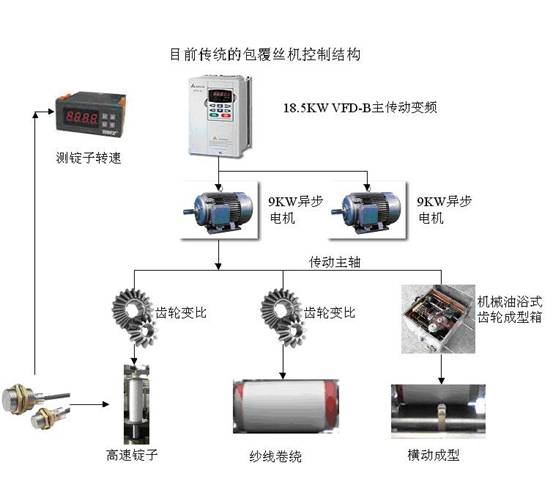
缺点:1、只能通过变频器面板进行调速,界面不友好。
2、由于成型机构是机械油浴式齿轮箱,导致整体车速只有不超过40米/分。
3、由于成型机构是机械油浴式齿轮箱,卷绕成型有叠绕和硬边突起等电阻效应(对下一道工序退绕很不利,卷绕纱锭只能达到3公分厚)。
4、由于成型机构是机械油浴式齿轮箱,长时间运行后机械磨损导致无法进行根本性修复,维护,调整都很困难。
2、电子成型包覆丝机自动化设计
由于传统机械成型的速度、成型效果、维护难等局限性,已经严重制约了包覆丝机在市场上的发展,所以近年来很多的纺机厂家及自动化系统设计集成企业都在全力研发电子成型包覆丝机这一产品,但由于在成型控制精度、防叠绕算法、防电阻效应、防掉线、机械精度、卷绕成型交叉角度算法等、生产调试周期厂(生产一个锭需要20小时-80小时)等困难所以至今成效都不大。
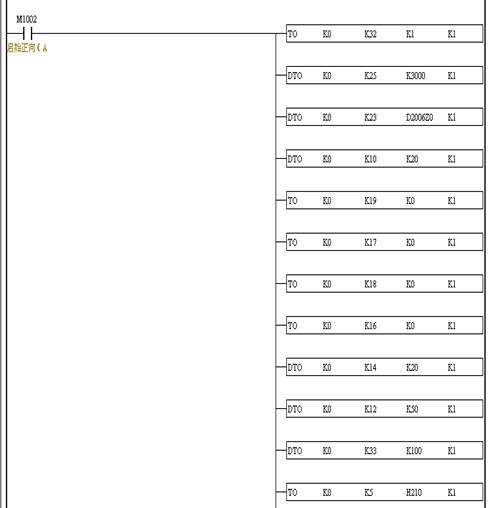
通过近期一个多月的努力我们在国内设计出以台达EH系列可编过程控制器为主控制单元,控制全机锭子速度(台达变频器控制),卷绕电机速度(台达变频器控制系列),横动移纱电子成型(台达伺服驱动器),用台达人机界面设置和显示工艺参数的控制方案。取消机械油浴式齿轮箱。对主轴转速信号采用高速计速,对卷绕辊进行测速;通过在人机界面上设置工艺参数如:锭子速度、横动速度、成型斜度、工作定时、捻度、等,对运转过程中出现的故障信息均在人面界面上用来显示,为排除故障提供方便。
主要元件清单如下:
PLC:DVP-EH(高速脈衝輸出可達200KHz, 高速計數通道200KHz/通道、共四通道)
HMI:DOP-AS(5.7寸)
变频器:VFD-B(18.5KW)
伺服驱动器:VSD-B(0.75KW, 編碼器分辨率:10000, 位置定位時間:2ms)

优点:
1、可以通过触摸屏随意更改整机车速,横动速度,成型参数,等满足不同生产需要,界面友好、方便。
2、由于成型横动机构采用伺服传动,所以整体车速可以提高到100米/分,大大提高生产效率,是原机械成型机型200%-300%倍速度。
3、由于成型横动机构采用伺服传动,卷绕成型解决叠绕和硬边突起电阻效应等问题,所以卷绕纱锭可以达到10公分厚,原机械成型机型300%-400%倍,节约了换锭时间提高了生产效率。
4、由于成型机构采用伺服传动,所以机械结构简单,即使长时间运行维护,调整都很方便。
电子成型包覆丝机的主要技术参数为:
卷绕线速度 最大100m/min 成型方式 电子 锭速 0-24000 RPM 锭子形状 通过参数修改不同成型角度(0-80度) 锭距 250mm (圆弧形) 锭子直径 φ25mm 捻度 150-2800TPM 捻向 S,Z 牵伸 1-5 卷绕超喂 0.6-1.1 卷绕直径 最大直径φ220mm 原料纤度 15-300dtex 卷绕辊尺寸 φ80mm 长195mm 纸管尺寸 标准外φ76mm内φ68mm3、 伺服电子成型的实现介绍
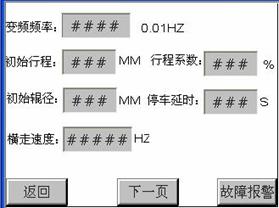
1)、卷绕速度设定
卷绕速度即主车速,决定整机的生产速度,根据卷绕速度设定变频器运行频率;卷绕速度决定卷绕线速度。
2)、横走速度设定
横走速度即横向移丝速度,根据不同品种纱线的卷绕要求横走速度与卷绕速度形成比例,来决定来回卷绕的交叉角度;且横走速度不能过慢或过快,过慢会导致横动反向时锭边累计过多导致硬变和掉线,过快也会导致伺服反向时过冲、抖动而导致掉线。
3)、初始行程设定
初始行程即表示A-B间距离。
4)、初始辊径设定
初始辊径设定必须准确,否则将影响成型效果。
5)、停车延时设定
停车延时即表示在按动停车按钮后由于转盘惯性无法立即停止,所以必须延时横动机构一段时间等待转盘完全停止后再停止横动,否则纱线将会在横动停止位置大量卷绕。
6)、差动距离
AC与DB为差绕长度。
在AB往复的过程中,并不是每次往复行程都是由A点至B点,或是由B点至A点实际往复行程为A点至D点,D点至C点,C点至B点,再由B点至A点依序循环,主要是解決在卷绕过程中两边会有凸起的現象(俗称电阻效应)
7)、成型角度调整参数
成型角度调整参数将决定纱锭在卷绕成型的收边角度的坡度,由于成型角度是由卷绕速度、横动速度、纱线粗细不同所共同决定的,所以可以通过成型角度调整参数进行修正,达到美观的效果,此参数越大表示坡度越陡,越小表示坡度越平。
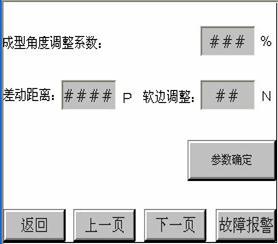
8)、软边调整参数设定
在卷绕成型中由于退绕的需要,要求锭边相对松软,避免锭边太硬、太紧所导致退绕断线现象,调整软边参数可以有效调整收边的松软度,软边调整参数越大边越硬,参数越小边越软。


台达伺服成型效果 国际领先曼尼加图成型效果
4、结束语
通过8月9月两个月的时间,我们已经使用不同纱线进行卷绕测试(40D-200D规格),现在的卷绕成型效果已经非常接近国际领先包覆丝机生产商曼尼加图的成型效果。
随着伺服成型的高效、成熟、性价比的提高,应用伺服成型的自动化包覆丝机将逐渐取代纺织行业上所有机械式传统包覆丝机,效率比传统包覆丝机成倍提高,卷装容量增大,质量大幅度提高,高品质锭子在高速运转下的持久稳定性,二级传动机构,使受力更合理,适用范围更广,取消油浴式齿轮箱,维护更方便,使卷绕成形良好,软边成型退绕更容易。
伺服成型技术的成熟将完全取代传统机械成型技术,目前所有机械成型的卷绕纺机都将得到革命性突破(包括包覆丝机、倍捻机、络筒机等),推动国内纺机行业从低效、底端市场走向高效、高质的新时代。
 基于CompactRIO的无人驾驶旋翼飞行器
应用领域: 航空研究 使用的产品: CompactRIO, LabVIEW 挑战: 开发一个有自动飞行功能的直升机平台,作为大学控制和导航研究之用。 应用方案:使用 NI LabVIEW和Compa
基于机器视觉实现织物疵点自动检测
织物疵点的自动化检测是工业自动化视觉检测的一个分支,它是对织物质量进行控制和实现织物生产过程和品质检验的关键环节。本文主要概述在利用机器视觉和数字图像处理技术开发一套织物疵点自动检测系统。织物表面在
基于CompactRIO的无人驾驶旋翼飞行器
应用领域: 航空研究 使用的产品: CompactRIO, LabVIEW 挑战: 开发一个有自动飞行功能的直升机平台,作为大学控制和导航研究之用。 应用方案:使用 NI LabVIEW和Compa
基于机器视觉实现织物疵点自动检测
织物疵点的自动化检测是工业自动化视觉检测的一个分支,它是对织物质量进行控制和实现织物生产过程和品质检验的关键环节。本文主要概述在利用机器视觉和数字图像处理技术开发一套织物疵点自动检测系统。织物表面在
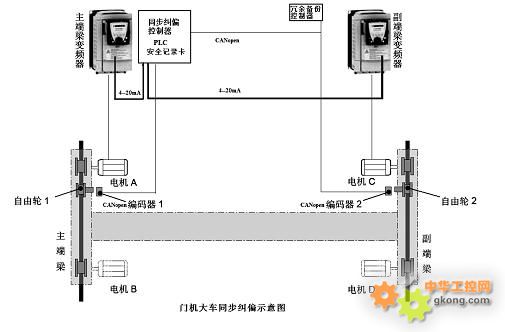 基于Canopen现场总线的大跨径门机起重设备同步纠偏控制应用案例
一.门机起重设备的特殊性:门机起重设备的安全性要求越来越突出,安全第一的概念在控制中越来越重要,按照规定,40米以上的大跨径门机必须加装双轨同步纠偏控制,以防止左右双轨的门机轮子超偏而啃轨甚至脱轨的
基于Canopen现场总线的大跨径门机起重设备同步纠偏控制应用案例
一.门机起重设备的特殊性:门机起重设备的安全性要求越来越突出,安全第一的概念在控制中越来越重要,按照规定,40米以上的大跨径门机必须加装双轨同步纠偏控制,以防止左右双轨的门机轮子超偏而啃轨甚至脱轨的
 基于台达伺服解决方案的高速牙刷植毛机
中达电通股份有限公司 解 刚摘 要:本文主要介绍高速牙刷植毛机的性能需求,以及台达ASDA-B系列伺服在此设备上的应用。关键词:植毛机 伺服 台达 共振抑制 变频器1 引言 现代社会牙齿已成为健康
基于台达伺服解决方案的高速牙刷植毛机
中达电通股份有限公司 解 刚摘 要:本文主要介绍高速牙刷植毛机的性能需求,以及台达ASDA-B系列伺服在此设备上的应用。关键词:植毛机 伺服 台达 共振抑制 变频器1 引言 现代社会牙齿已成为健康
 基于台达20PM的点胶机数控系统
摘 要:台达DVP20PM00产品是一款同时具有逻辑控制和位置控制的功能强大的PLC,可以灵活、高速、精确的完成平面两轴及三轴运动控制,可广泛运用到点胶机相关设备。 关键词:点胶机 台达20P
基于MSER、SVM的玻璃纤维管纱毛羽检测
本文为解决玻璃纤维管纱(奶瓶纱)人工检测质量不稳定的问题,提出了一种基于最大稳定极值区域(MSER)和支持向量机(SVM)的玻璃纤维管纱毛羽检测方法。解决方案利用机器视觉技术对管纱毛羽疵点进行实时检
无线多方通话对讲系统,数字多方通话对讲技术
无线多方通话对讲系统是我司完全自主核心研发,为满足市场要求,解决某些领域一对一对讲的局限性,采用了目前最新工业级的设计标准共同打造的一款五通对讲方案。在多通的对讲应用上,技术一直以来没有很好的创新进
基于台达20PM的点胶机数控系统
摘 要:台达DVP20PM00产品是一款同时具有逻辑控制和位置控制的功能强大的PLC,可以灵活、高速、精确的完成平面两轴及三轴运动控制,可广泛运用到点胶机相关设备。 关键词:点胶机 台达20P
基于MSER、SVM的玻璃纤维管纱毛羽检测
本文为解决玻璃纤维管纱(奶瓶纱)人工检测质量不稳定的问题,提出了一种基于最大稳定极值区域(MSER)和支持向量机(SVM)的玻璃纤维管纱毛羽检测方法。解决方案利用机器视觉技术对管纱毛羽疵点进行实时检
无线多方通话对讲系统,数字多方通话对讲技术
无线多方通话对讲系统是我司完全自主核心研发,为满足市场要求,解决某些领域一对一对讲的局限性,采用了目前最新工业级的设计标准共同打造的一款五通对讲方案。在多通的对讲应用上,技术一直以来没有很好的创新进
 基于紫金桥软件的胴体称重系统
一、概述随着各行业自动化水平的不断提高,紫金桥软件的应用也越来越广泛,近年来,紫金桥组态软件在实际应用中,以其可靠性、方便性和强大的功能得到用户的高度评价,在石化、炼油、汽车、化工、冶金、制药、建
基于紫金桥软件的胴体称重系统
一、概述随着各行业自动化水平的不断提高,紫金桥软件的应用也越来越广泛,近年来,紫金桥组态软件在实际应用中,以其可靠性、方便性和强大的功能得到用户的高度评价,在石化、炼油、汽车、化工、冶金、制药、建
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业