主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
Abstract:There exist respective advantages in mechanism machining for CNC engraving machine, numerical control milling machine and processing center. It is a wise choice without fail to combine CNC engraving with numerical control milling machine, to exert fully in respective advantages and to learn from other’s strong points to offset one’s weakness each other. Based on comparison of advantages and disadvantages, the paper discussed a sort of combining machining strategy based on compounding application CNC engraving with numerical control milling machine.
Key Words: CNC engraving Numerical control milling machine Combining machining strategy
[中图分类号] TP273 [文献标识码]B 文章编号
1 引 言
CNC雕刻机最近几年在国内有较大的发展,在国外早就有了雕铣机(CNC Engraving And Milling Machine)。确切地说,雕是铣的一部分,传统的数控铣床、CNC加工中心功率大,加工效率高,机床稳定性较好,但加工铜、铝等软质材料时存在着加工表面光洁度低、加工效率不高等缺点,而高速CNC加工中心虽然可以克服以上的缺点,但价格昂贵,一般的厂家难以承受。和传统的CNC数控设备相比,CNC电脑雕刻机有着转速高、加工软质材料效率高、表面光洁度高、性价比高等优点,雕刻加工是饱含着人类高智能和高技能的工匠型劳动,当代雕刻制造技术正经历着从手工雕刻向CNC雕刻的变革。将CNC雕刻和数控铣相结合,充分发挥各自的优势,相互取长补短无疑是一种明智的选择,这就是CNC雕刻与数控铣床的联合加工策略,以下对相关技术关键略作讨论。
2 CNC电脑雕刻及数控铣与加工中心的对比
2.1 机械部分
机床机械由两个部分构成:工作台,主轴滑板等为移动部分;床身、底座,立柱等为非移动部分。
(1) 数控铣、CNC加工中心
对数控铣与CNC加工中心的非移动部分和移动部分刚性要求高,因此能进行重切削。但由于移动部分同样庞大,牺牲了机床灵活性,对于细小的切削和快速进给就显得力不从心。
(2) CNC雕铣机
雕铣机的非移动部分刚性要求也要尽可能地好,而移动部分的刚性则要以灵活为前题,要设计得尽可能地轻巧一些,同时保持一定的刚性。如此设计的CNC雕刻机就可以进行比较细小的精加工,加工精度较高,对于软金属可以进行高速加工,但由于移动部分的刚性较差,所以不可能进行重切削。如何从机械结构上解决移动部分重量轻、刚性又好的矛盾,其关键在于机械结构设计,可采用以下的技术措施:
1) 采用超宽的立柱和横梁,因为龙门式的结构有极好的对称性和极佳的刚性,它是高速切削设备的首选结构。与传统的C型床身结构相比,龙门架形式的床身刚性较高,受力平均,工件只在一个轴向移动,各运动轴及相对惯性低,设计紧凑精密,可确保高刚性,高精度及高动态特性。机床的横梁可采用倾斜30度结构,使主轴鞍座的的重心向后方移动,并且使横梁的导轨间距尽量加大,如此可大大提高主轴的稳定性和刚性。由于立柱的质量远远大于主轴等移动部件的质量,所以为机床的高速运动和主轴的高速运转及负荷切削提供了坚实的保障。
2) 底座采用铸铁整体铸造,采用高低筋配合的网状箱型架构,或直接采用蜂巢相接的内六角网状结构,确保底座有足够的重量以增加机床的稳定性,如此高刚性的底座设计可确保对固定工作台和立柱以及鞍座、主轴等移动部件的刚性支持,使机床动态加工的稳定性最好,全行程范围内完全支撑立柱,使加工产生的变形量最小。
3) 其移动部分与数控铣显着的不同之处在于加宽了导轨与导轨之间的距离,以克服不良力矩的影响。
4) 由于机床的刚性主要用于克服移动部分在高速移动时对非移动部分的强大冲击,所以导轨、丝杆要求粗一些,以及加强连接部分的刚性。最后,为了适应高速和负荷切削的双重要求,X/Y/Z三轴都采用伺服电机加高精度弹性联轴节连接高精度滚珠丝杠副,所有导轨和丝杠均采用高等级低摩擦系数、高淬硬层的优质产品,这样既保证了重载下机床的刚性,又保证了高速运动的精度,确保机床在长期连续高速加工状态下的低磨损和精度保持性,可节省用户的维护保养费用。
5) 对数控铣和CNC加工中心,因为要求输出低转速大扭矩,需要采用主轴变速箱的减速比来提升扭力,所以转速低是不可避免的,一般数控铣和CNC加工中心的最高转速6000r/min,不大可能用很小半径的刀具。但对于CNC雕刻机来说,主轴通常在20000~30000r/min才可工作,回转精度一般2μ左右,不然断刀现象会很严重,所以一定要用电主轴或气动主轴,即电机和主轴是一体的,且主轴的固定板一般都采用合金铝等轻质材料。对于高速切削设备来讲,要求内藏式电主轴,而且在低转速时也要用一定的扭矩,要有油水冷却机来保持主轴工作温度恒定,主轴功率要在7.5~8kW以上,转速要超过25000r/min。
2.2数控系统
数控铣与CNC加工中心对数控系统要求速度一般,主轴转速0~6000r/min左右。而雕铣机要求高速的数控系统以及极好的伺服电机特性,主轴转速3000~40000r/min左右。直接支持MasterCAM等多种CAD/CAM软件生成的G代码。数控系统同时具有如下功能:
(1) 自动对刀功能:自动寻中心、边角、深度,精度极高,解决模具找正的难题;
(2) 自动/手动加工:支持 ISO标准的G指令;
(3) 增量进给和进给倍率在线调整功能:该操作可以精确设定进给速度;
(4) 用户数据输入(MDI)功能:用户可以在线输A G指令并立即执行;
(5) 单步模式:用户可以把要执行的加工任务设置为单步模式;
(6) 高速平滑速度连接特性:自适应地决定当前指令与下一条指令间的衔接速度。不仅大大提高了加工效率,而且改善了加工性能,可消除留在加工表面的速度接刀痕;
(7) 三维模拟显示功能:通过简单的操作可以从各个角度观察三维加工结果;
(8) 仿真功能:可以对加工程序进行快速仿真加工,能在极短的时间内完成,同时检查加工程序是否出错,加工结果是否满意,并能准确地计算出实际加工所需要的时间。
2.3 编程软件
(1) 多样的二维设计
目前很多雕刻软件,都提供了强大的图形创建、编辑、排版功能,精确绘图和艺术绘图功能,强大的文字处理功能。具有多种任意曲线的艺术文字排列效果,字型和尺寸任意调整、编辑;强大的节点编修功能,可以快速随意地修整轮廓的局部形状。
(2) 灵活的三维设计
浮雕雕刻软件提供了方便、快捷地由二维图形产生三维模型的强大功能,由二维曲线构造强烈艺术效果的艺术浮雕、复杂曲面,并将艺术浮雕与曲面造型完美结合,使之产生形态复杂的雕刻产品。还可直接输出二维、三维刀具路径,刀具路径中提供了粗加工、半精加工、精加工及刀具路径的仿真等功能。
(3) 强大的CAD造型设计
CAD/CAM模具设计与制造软件是目前机械加工行业广为使用且相当成功的软件,不仅具有精确绘制二维和三维图形的功能,还可由此产生曲面、实体模型等强大功能,而且具有对图形、曲面、实体模型直接编制刀具路径,通过模拟刀具路径验证NC程序,由计算机输入CNC雕刻机和数控机床完成工件加工的强大功能。
(4) 方便的数据交换功能
软件之间可直接进行二、三维数据的转化。CNC雕刻机与CNC加工中心和数控铣一样,其加工基础是计算机辅助设计数据,这是雕刻CAD功能的关键所在。目前国内外比较先进的电脑雕刻软件的功能各有所长, 从软件的角度上讲,数控铣、CNC加工中心和CNC雕刻机都可以使用标准的CAD/CAM软件,CAD/CAM软件先进行产品的3D图形设计,然后根据产品的特点设计拟定数控加工工艺,输入加工参数,生成刀具路径,再生成加工程序并输送到数控机床的控制系统进行自动化加工。CNC四轴电脑雕刻机如图1所示。

图1 CNC四轴电脑雕刻机
2.4 刀库自动换刀和全自动对刀
加工中心是为了完成多种工序于自动状态的数控设备,主要用于一些固定的大批量的生产作业。但对于模具行业和小批量生产单位,千万不要动不动就上加工中心,很多厂家买加工中心当数控铣来使用。使用刀库对数控系统来讲很简单,但主轴和刀库、空压机以及各种刀柄等会增加成本,而且编程、调整刀库也要花费相应的时间。所以,对于生产同一品种而工件数量少的加工尽量不要使用加工中心,因为成本高、效率低。可使用全自动对刀系统,刀往上一装,一个按钮,机床自动对刀,直接加工,误差在0.001~0.0003mm内,与自动换时间相比,慢不了很多。如果是加工中心,但无自动对刀装置的机床与不带刀库,但有自动对刀装置的机床相比,实践中的效率后者远高于前者。对于国内的制造业,特别是模具生产企业来说,一般都是单件生产,而且劳动力资源充足,所以,对于小批量工业零件的加工,要充分考虑资金的利用价值,不要动辄采用加工中心设备,更何况国内厂家的刀库系统还存在不少问题,图2为某加工中心视图。

图2 加工中心
3 联合加工策略的应用
随着生产水平的不断提高,CNC高速机床也得到模具制造商们的青睐,高速切削的本质就是把刀具的行走的长度在短时间内走完,由于其自身优良的特性,可以大幅度地提高加工效率,从而可以降低生产成本。高速CNC加工中心的转速可达40000r/min,但高速机的使用目前存在很多问题,首先是高速加工经验问题,很多编程人员在高速机面前不知道如何采用切削用量,对切削用量的认识,往往凭借的是经验和感觉,而这些经验和感觉是在低速CNC机床积累的。所以,面对高速机时就找不到感觉了。其次还要考虑加工工件的材料和硬度,材料越硬,切削用量相应取小值。所用刀具的性能也很重要,因为所选择的刀具决定了能用的转速,决定了机床的加工是普通加工还是高速加工。所以,只有选用了高速刀,才能给出相应的高速,进行高速加工。而不同公司的刀具参数也是大相径庭的,所以编程人员需要加工刀具的相关技术资料。和普通低速CNC机床相比,由于机床的功率是一定的,主轴转速越快,其所能承受的切削力将越小,所以高速机加工时,吃刀量相应要小。只有将机床、刀具、加工材料、加工性质等结合起来才能摸索出最佳的切削用量,产生最佳的生产效率。
针对这种情况,经权衡利弊后可采用以下的加工工艺:由于目前国内适合重切削的机床很多,加工费也便宜,刀具也便宜。而一般的工件加工量大,精度要求不高。鉴于这种情况,可以用仿形铣或数控铣把大部分切削量完成(重切削),剩下2~3mm的加工余量,可把剩余的切削量在高速CNC雕刻机上快速完成。转入高速切削后,因为加工对象已接近成形,所以第一刀的切削量很均匀,可采用进口的刀具,刀具虽贵,但加工时间短,切削量不大,所以性能价格比率很好。对于小型模具,加工余量不大,则可把全部的加工任务都在CNC电脑雕刻机上完成。
4 结束语
目前,数控技术的迅速发展,而CAD/CAM软件的发展速度远胜于机床的CNC的发展速度,应用先进的Pro/ENGINEER、MasterCAM等软件进行CAD/CAM设计加工,各取所长,并将最终的CAM程序传输给电脑雕刻机执行,可将CNC雕刻和CNC数控加工有机地结合起来。数控铣和CNC加工中心主要用于完成较大铣削量的工件的加工;而CNC雕刻机主要用于完成铣削量较小而且工件有较高的表面光洁度或软金属的加工,联合加工策略的应用将使CNC雕刻成为模具加工不可缺少的加工手段,有着广泛的应用前景。
参考文献[略]
作者简介
李文建 男 现供职于中达电通伺服产品处。
 阿玛达(天田)amada数控冲床101报警解决方法
阿玛达(天田)amada数控冲床101报警解决方法 101报警大多会出现在阿玛达数控冲床pega357、pega358、pega367、vipros357、vipros358等等04pc系统比较多一
阿玛达(天田)amada数控冲床101报警解决方法
阿玛达(天田)amada数控冲床101报警解决方法 101报警大多会出现在阿玛达数控冲床pega357、pega358、pega367、vipros357、vipros358等等04pc系统比较多一
 SIGMATEK在金属加工行业的解决方案
项目简介 在宾馆、饭店、酒楼、商厦、银行、机场等场所的中高档装饰中, 对金属装饰材料的弯制成形要求更高:即工件弯曲圆角半径要小;用不锈钢钛金板或其它彩色金属板弯制的工件弯曲圆角色泽变化不能大,无明
SIGMATEK在金属加工行业的解决方案
项目简介 在宾馆、饭店、酒楼、商厦、银行、机场等场所的中高档装饰中, 对金属装饰材料的弯制成形要求更高:即工件弯曲圆角半径要小;用不锈钢钛金板或其它彩色金属板弯制的工件弯曲圆角色泽变化不能大,无明
 台达20PM运动控制器在数控裁板机中的应用
基本介绍: 木材由原木经过去皮机、旋切机、裁板机即可按要求加工成为一定长宽和厚度尺寸的木板,作为生产木工板、装饰板、胶合板等的原材料,我们日常生活所用装饰的木材都是以裁断后的木板加工而成的。 旋切
台达20PM运动控制器在数控裁板机中的应用
基本介绍: 木材由原木经过去皮机、旋切机、裁板机即可按要求加工成为一定长宽和厚度尺寸的木板,作为生产木工板、装饰板、胶合板等的原材料,我们日常生活所用装饰的木材都是以裁断后的木板加工而成的。 旋切
 MV600变频器在数控弧齿锥齿轮铣齿机上的应用
一. 铣齿机概述 弧齿锥齿轮铣齿机是采用数控技术,用于加工模数15mm,直径800mm的高精度弧齿锥齿轮及准双曲面齿轮的精加工设备。本机床的设计是万能性的,适合大批量生产粗、精加工中、重型卡车、矿山
MV600变频器在数控弧齿锥齿轮铣齿机上的应用
一. 铣齿机概述 弧齿锥齿轮铣齿机是采用数控技术,用于加工模数15mm,直径800mm的高精度弧齿锥齿轮及准双曲面齿轮的精加工设备。本机床的设计是万能性的,适合大批量生产粗、精加工中、重型卡车、矿山
 TNC-H4-M数控系统和台达伺服在轧钢辊刻花机上的应用
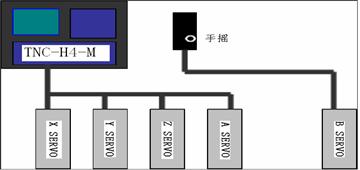
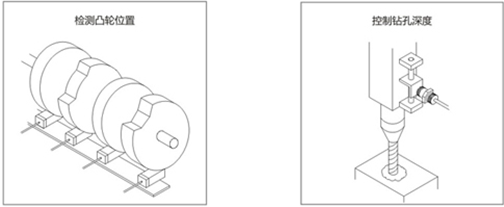
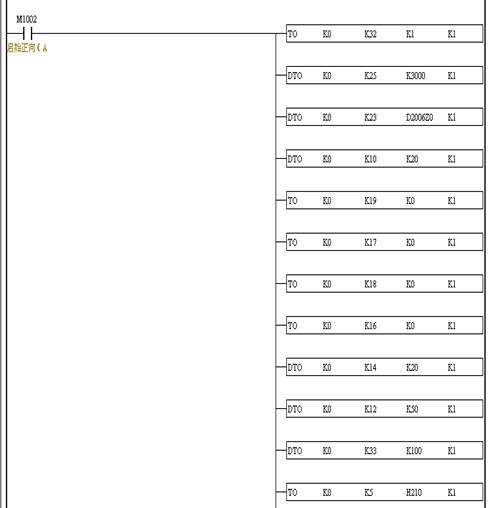
摘要:本文讨论轧钢辊刻花机工艺的项目集成方案,介绍了台达伺服系统和意图H4数控系统在轧钢辊刻花机上的应用,并对伺服和数控系统参数配合从使用角度作了详细说明。 关键:数控系统台达伺服系统项目集成 A
TNC-H4-M数控系统和台达伺服在轧钢辊刻花机上的应用
摘要:本文讨论轧钢辊刻花机工艺的项目集成方案,介绍了台达伺服系统和意图H4数控系统在轧钢辊刻花机上的应用,并对伺服和数控系统参数配合从使用角度作了详细说明。 关键:数控系统台达伺服系统项目集成 A
 数控机床行业
数控机床是综合应用计算机、自动控制、自动检测及精密机械等高新技术的产物,是技术密集度及自动化程度很高的典型机电一体化加工设备,其对位移、位置、速度、压力的检测精度很大程度上依赖于所使用传感器的技
数控机床行业
数控机床是综合应用计算机、自动控制、自动检测及精密机械等高新技术的产物,是技术密集度及自动化程度很高的典型机电一体化加工设备,其对位移、位置、速度、压力的检测精度很大程度上依赖于所使用传感器的技
 基于台达20PM的点胶机数控系统
摘 要:台达DVP20PM00产品是一款同时具有逻辑控制和位置控制的功能强大的PLC,可以灵活、高速、精确的完成平面两轴及三轴运动控制,可广泛运用到点胶机相关设备。 关键词:点胶机 台达20P
基于台达20PM的点胶机数控系统
摘 要:台达DVP20PM00产品是一款同时具有逻辑控制和位置控制的功能强大的PLC,可以灵活、高速、精确的完成平面两轴及三轴运动控制,可广泛运用到点胶机相关设备。 关键词:点胶机 台达20P
 CoolDrive A8伺服驱动器在立式加工中心上的应用
1、概述CoolDrive A8伺服驱动器是清能德创电气技术(北京)有限公司(以下简称清能德创)最新推出的国内首款网络化模块化伺服驱动产品,融合了共直流母线、能效管理、功能安全,多轴同步等多项创新技
CoolDrive A8伺服驱动器在立式加工中心上的应用
1、概述CoolDrive A8伺服驱动器是清能德创电气技术(北京)有限公司(以下简称清能德创)最新推出的国内首款网络化模块化伺服驱动产品,融合了共直流母线、能效管理、功能安全,多轴同步等多项创新技
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业