主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
基本介绍:
木材由原木经过去皮机、旋切机、裁板机即可按要求加工成为一定长宽和厚度尺寸的木板,作为生产木工板、装饰板、胶合板等的原材料,我们日常生活所用装饰的木材都是以裁断后的木板加工而成的。
旋切机为裁板机前道工序,目前其生产效率较高,在自动裁板机应用之前,大多采用人工半自动裁板机,即人为通过靠板测定裁切距离,利用脚踏开关控制切刀裁断,切断精度低,效率低下,通常一台旋切机要配置三台裁板机才能保证连续生产,且耗费大量人工,随着企业对提高生产效率和控制精度、降低人力成本的需要,对于自动裁板机的需求越来越急迫。
本案例主要介绍采用全系列台达机电产品如何实现数控裁板机设备的自动化控制。
设备介绍:
(1) 机架
机架由角钢框架构成,设置有地脚螺钉作为固定用,减轻设备机台震动影响。
(2) 传动机构
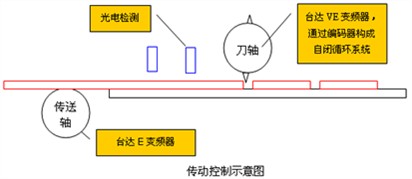
包括一台4kW传送电机和一台2.2kW裁切电机以及相关减速机和齿轮链轮机构,是设备动力传动系统。传送电机由台达VFD037E43A变频器驱动,经过1∶19的链轮减速带动送料机构和出料机构运动,完成进料和出料动作。裁切电机由台达VFD037VE43A-2变频器驱动,经1∶17减速机传动到裁切轴完成裁切动作。
(3) 送料机构
由皮带辊及传送皮带组成,将旋切机旋切成型的木板输送到裁切机构,要求采用平接皮带保证传送平稳,避免待切料跳动影响编码器计长。
(4) 裁切机构
裁切机构是整个设备关键部分,它由上刀辊和下胶辊构成,刀辊长约2米,直径280毫米,有单刀和双刀两种方式可选,可裁切最大宽度为1.8米的木板,当刀辊和胶辊相对旋转运动时即完成裁切动作。一般来说刀辊有较大的惯量,剪切时会对设备机台造成冲击,对驱动器的功率需求也较大,特别是电机直驱方式需要的电机功率就更大了,在此采用小功率电机加减速机方式驱动,降低了设备的成本。
(5) 出料机构
出料机构也是由皮带辊及传送皮带组成,长度约4米,将裁切后木板送出并堆码。
(6) 光电检测系统
设备共有三个木板检测光电开关和一个原点光电开关,主要用于检测有无待切料和待切料有无缺陷,以及切刀原点位置检测。
(7) 计长编码器机构
设备配置两个编码器,其中一个安装于进料部分,作为待切料计长,也是切刀运动的主轴位置回馈信号,切刀轴根据计长编码器反馈的脉冲信号作裁切动作,保证裁切长度的精度要求,由此可见此编码器的精度关系到设备的整体精度,可选用较高分辨率编码器,同时在机械安装时要求稳定可靠,一般采用较大重量或有张力的金属滚轮压在待切木板上,保证之间的接触及摩擦和无相对运动,编码器轴安装于金属滚轮,不直接与待切物料接触受力;另一个编码器安装于切刀辊电机轴,作为切刀自闭环反馈信号。
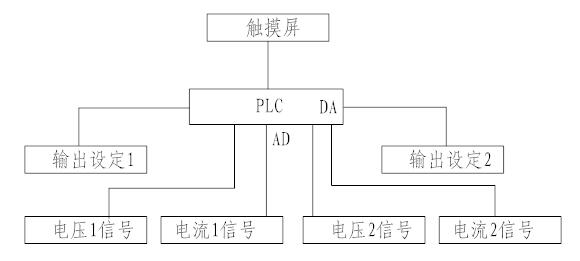
(8) 电气控制系统
电气控制采用台达整体方案,主要由台达机电产品构成,包含主控制器、变频器、文本显示器、编码器、PG卡等,其中主控制器20PM为控制核心,完成设备控制功能。
设备示意图:

运动控制器
DVP-20PM00D
文本显示器
TP04GAS2
传送电机变频器
VFD037E
切刀电机变频器
VFD037VE
PG卡
PG01X
旋转编码器
ES5-10CN8942
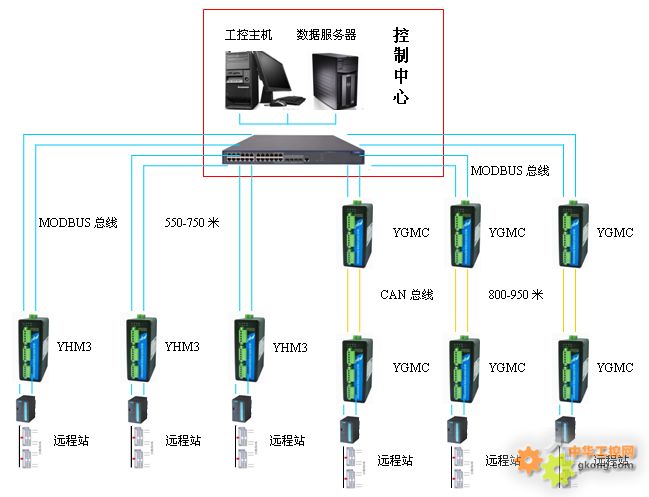
 四信水厂自动化控制系统
水厂自动化控制系统适用于供水企业的自动化管理及监控,水厂人员可在水厂监控室远程监测厂内水池水位、进厂流量、出厂流量、出厂压力、水质参数等情况;远程监测加压泵组、配电设备及其它自动化设备的工作情况;远
双螺旋刀切纸机电气控制方案
武汉市飞控自动化工程有限公司是专业从事飞剪电气系统开发及飞剪电气方案设计的高科技公司。RCO-FJDRIVE嵌入式飞剪控制软件,是我公司专门为100m/min-450m/min的横切机及飞剪设备开发
四信水厂自动化控制系统
水厂自动化控制系统适用于供水企业的自动化管理及监控,水厂人员可在水厂监控室远程监测厂内水池水位、进厂流量、出厂流量、出厂压力、水质参数等情况;远程监测加压泵组、配电设备及其它自动化设备的工作情况;远
双螺旋刀切纸机电气控制方案
武汉市飞控自动化工程有限公司是专业从事飞剪电气系统开发及飞剪电气方案设计的高科技公司。RCO-FJDRIVE嵌入式飞剪控制软件,是我公司专门为100m/min-450m/min的横切机及飞剪设备开发
 国产PLC—Haiwell(海为)PLC在智能电源控制上的应用
作者:河北 陈涛一、应用背景:磁控溅射是一种磁控运行模式的二次溅射。此种技术广泛应用于镀膜设备上,它不仅适用于广泛的镀膜靶材(如:铜、钛、铬、不绣钢、镍等金属材料),而且镀膜时还可大幅度提高膜层的附
国产PLC—Haiwell(海为)PLC在智能电源控制上的应用
作者:河北 陈涛一、应用背景:磁控溅射是一种磁控运行模式的二次溅射。此种技术广泛应用于镀膜设备上,它不仅适用于广泛的镀膜靶材(如:铜、钛、铬、不绣钢、镍等金属材料),而且镀膜时还可大幅度提高膜层的附
 自动控制门方案
门伴随着人们的文明而诞生,随着科技的发展,门的种类越来越多,技术也越来越复杂。自动门是随着人机对生活条件的不断追求、科技的不断发展应运而生的高科技产品。要求也越来越高:安全、方便、舒适、无人时智能
磁翻板液位计在海水制氯系统热控设备自动化控制中应用
海水制氯系统热控设备的可靠性,对整套海水制氯系统的安全稳定运行至关重要,同样对所有机组的正常运行也有着重要意义。在海水制氯生产过程中,会使用过许多自动化测量与控制设备,其中就包括磁翻板液位计,压力
自动控制门方案
门伴随着人们的文明而诞生,随着科技的发展,门的种类越来越多,技术也越来越复杂。自动门是随着人机对生活条件的不断追求、科技的不断发展应运而生的高科技产品。要求也越来越高:安全、方便、舒适、无人时智能
磁翻板液位计在海水制氯系统热控设备自动化控制中应用
海水制氯系统热控设备的可靠性,对整套海水制氯系统的安全稳定运行至关重要,同样对所有机组的正常运行也有着重要意义。在海水制氯生产过程中,会使用过许多自动化测量与控制设备,其中就包括磁翻板液位计,压力
 研华港口机械控制系统
项目介绍 由于受到全球经济大环境的影响,港口机械的销售额每况愈下,众多大型设备厂的经营也捉襟见肘,但随着经济的日益复苏,一些中小型企业在此中找到了商机,研华在行业中的经验可以轻而易举的帮助此类
纺织厂生产过程控制系统
使用产品:MOXA ED6008系列国家/城市:泰国其他应用:智能电梯监控系统、生产管理自动化系统“在MOXA的帮助下,我们成功的无缝集成了生产过程控制系统,非常显著的提升了我们的生产效率。”每一个
研华港口机械控制系统
项目介绍 由于受到全球经济大环境的影响,港口机械的销售额每况愈下,众多大型设备厂的经营也捉襟见肘,但随着经济的日益复苏,一些中小型企业在此中找到了商机,研华在行业中的经验可以轻而易举的帮助此类
纺织厂生产过程控制系统
使用产品:MOXA ED6008系列国家/城市:泰国其他应用:智能电梯监控系统、生产管理自动化系统“在MOXA的帮助下,我们成功的无缝集成了生产过程控制系统,非常显著的提升了我们的生产效率。”每一个
 易控达MODBUS隔离中继器应用在北京ABB辽宁高速公路隧道控制系统改造升级项目
项目名称:北京ABB辽宁高速公路隧道控制系统改造升级项目项目简介:ABB是全球电力和自动化技术领域的领导企业,致力于为工业、能源、电力、交通和建筑行业客户提供解决方案。北京ABB在辽宁高速公路某隧道
易控达MODBUS隔离中继器应用在北京ABB辽宁高速公路隧道控制系统改造升级项目
项目名称:北京ABB辽宁高速公路隧道控制系统改造升级项目项目简介:ABB是全球电力和自动化技术领域的领导企业,致力于为工业、能源、电力、交通和建筑行业客户提供解决方案。北京ABB在辽宁高速公路某隧道
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业