主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
一. 铣齿机概述
弧齿锥齿轮铣齿机是采用数控技术,用于加工模数≤15mm,直径≤800mm的高精度弧齿锥齿轮及准双曲面齿轮的精加工设备。本机床的设计是万能性的,适合大批量生产粗、精加工中、重型卡车、矿山机械、工程机械、船舶齿轮。

二. MV600变频器在数控弧齿锥齿轮铣齿机上的应用
2.1.麦格米特MV600驱动器概述
MV600为新一代高性能一体化矢量控制平台,采用了先进的一体化驱动解决方案,实现了同步电机驱动与异步电机驱动的一体化,转矩控制、速度控制、位置控制的一体化,其各项驱动指标均达到业界领先水准,满足各种复杂客户应用的高性能化需求。同时,MV600 具有完善的防跳闸控制以及适应恶劣电网、温度、湿度和粉尘的能力,大大提高产品可靠性和对现场的适应性。
MV600 提供模块化扩展方案,在满足客户通用需求的前提下,方便的扩展可以灵活地满足客户行业化及个性化需求。MV600 内置PG 接口及强大的速度控制、转矩控制、简易伺服功能,实用的过程闭环控制、多功能输入输出端子、脉冲频率给定、简易PLC、主辅给定控制等,满足各种复杂高精度传动应用的要求,对降低系统成本,提高系统可靠性具有极大价值。
2.2.系统方案
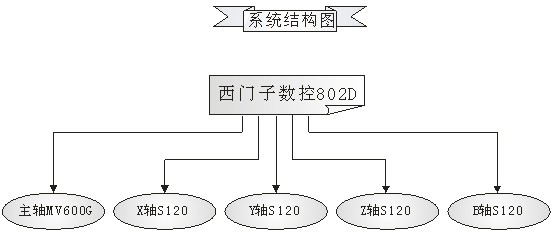
机床为数控系统直接控制的坐标轴式四轴数控机床,半滚切法加工弧齿锥齿轮、零度锥齿轮及准双曲面齿轮。采用西门子802D数控系统,直接控制主轴和X、Y、Z、B轴,主轴采用麦格米特驱动器MV600G+登奇交流异步伺服电机,定位轴采用西门子S120伺服系统。
系统结构图如下:
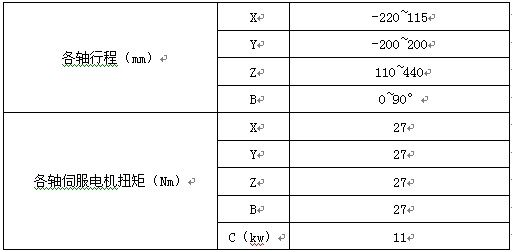
机床参数如下:
2.2.电气配线图
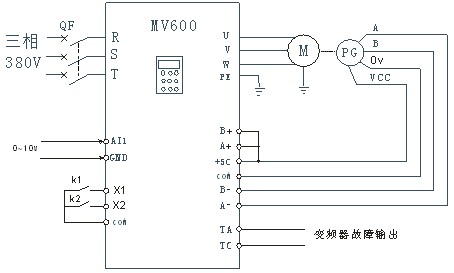
MV600G变频器通过端子控制启停、正反转、速度给定及故障输出。

三. 结束语
数控弧齿锥齿轮铣齿机的主轴是大惯量负载,对速度稳定性要求很高。该客户原来是用施耐德ALT71系列驱动器,会出现低频力矩不够,5Hz时负载会抖动的现象,在吃刀量20mm时,需要30秒才能完成一个铣齿工序。麦格米特驱动器MV600G在数控弧齿锥齿轮铣齿机替代了ALT71,速度很稳定,低频速度偏差不到±1rpm,高频时速度偏差为±1rpm,吃刀量20mm时,只需要20秒就能完成一个铣齿工序,并且加工光洁度也有所提高。不仅提高了机床的生产效率,还提高加工工艺水平。
 让制造更智慧,华北工控可提供数控机床专用计算机硬件方案
随着我国工业结构的优化升级,中国正在经历从制造大国向智造强国发展的重要阶段,对作为工业母机的机床加工精度、速度、稳定性等精细化指标要求逐渐提升,数控机床需求高涨。机床产业的发展趋势及硬件要求数控机
让制造更智慧,华北工控可提供数控机床专用计算机硬件方案
随着我国工业结构的优化升级,中国正在经历从制造大国向智造强国发展的重要阶段,对作为工业母机的机床加工精度、速度、稳定性等精细化指标要求逐渐提升,数控机床需求高涨。机床产业的发展趋势及硬件要求数控机
 基于台达变频器的EPS解决方案
摘 要:EPS专用变频器是台达根据EPS行业的技术特点,密切追踪EPS行业客户的需求,专门为EPS行业开发的变频器。本文重点讨论台达变频器的客制化工程设计。关键词:EPS 应急电源 转矩补偿 变频
基于台达变频器的EPS解决方案
摘 要:EPS专用变频器是台达根据EPS行业的技术特点,密切追踪EPS行业客户的需求,专门为EPS行业开发的变频器。本文重点讨论台达变频器的客制化工程设计。关键词:EPS 应急电源 转矩补偿 变频
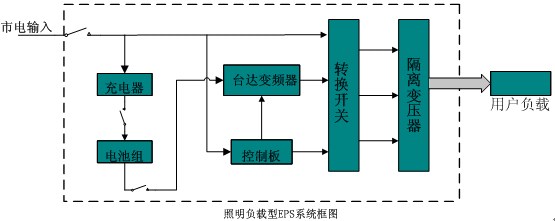 台达变频器在EPS应急电源中的应用
本文摘要: EPS主要是作为消防、紧急情况下生産使用的电源,是现代建筑安全保障设施的重要组成部分。台达根据目前应急电源的市场需求,推出了在EPS应急电源中的专用变频器。该变频器主要是针对了EPS应
台达变频器在EPS应急电源中的应用
本文摘要: EPS主要是作为消防、紧急情况下生産使用的电源,是现代建筑安全保障设施的重要组成部分。台达根据目前应急电源的市场需求,推出了在EPS应急电源中的专用变频器。该变频器主要是针对了EPS应
 森兰SB70变频器在铅锌矿提升机上的应用
一、概述矿井提升机广泛用于煤矿、有色金属、黑色金属、非金属等矿山的竖井、斜井的提升,提升机系统用作提升矿物料及设备等。在整个生产过程中,提升机占有非常重要的地位。采矿生产是24小时连续作业的,即使故
四方E310变频器在线切割机床上的应用
E310变频器在线切割机床上的应用一.电火花线切割机简介。 1.电火花切割机的工作原理是:卷绕在丝筒上的电极丝(一般快走丝和中走丝线切割机用钼丝,慢走丝线切割机用黄铜丝)与高频脉冲电源的负极相接,连
森兰SB70变频器在铅锌矿提升机上的应用
一、概述矿井提升机广泛用于煤矿、有色金属、黑色金属、非金属等矿山的竖井、斜井的提升,提升机系统用作提升矿物料及设备等。在整个生产过程中,提升机占有非常重要的地位。采矿生产是24小时连续作业的,即使故
四方E310变频器在线切割机床上的应用
E310变频器在线切割机床上的应用一.电火花线切割机简介。 1.电火花切割机的工作原理是:卷绕在丝筒上的电极丝(一般快走丝和中走丝线切割机用钼丝,慢走丝线切割机用黄铜丝)与高频脉冲电源的负极相接,连
 四方电气E550变频器广泛应用于游乐设施
近日,四方电气E550变频器以其独有的优越控制性能及简单快捷的操作特点,成功地应用于西安某游乐场的旋转木马游乐设施中。华丽的外表、绚丽的灯光、奔驰的木马,这里是嘉年华内广受孩子和年轻人青睐的旋转木马
东莞畅通自动化---伟创AC80变频器在磨床上的应用
东莞市畅通自动化www.chantplc.com一级代理:伟创全系列变频器摘要:随着电力电子技术磨床发展,变频调速技术磨床越来越普及,机械加工行业变频器磨床应用收到很好磨床效果。 关键词:磨床 恒转
数控火焰切割机切割速度与氧气纯度的关系
数控火焰切割机的功能及性能已比较完善。特别是基于工业控制计算机的国产操作系统的出现,图形切割代码自动转换软件的应用,加上其独有的中厚板材切割的优势及低廉的加工成本,数控等离子切割机在一定时间内将
四方电气E550变频器广泛应用于游乐设施
近日,四方电气E550变频器以其独有的优越控制性能及简单快捷的操作特点,成功地应用于西安某游乐场的旋转木马游乐设施中。华丽的外表、绚丽的灯光、奔驰的木马,这里是嘉年华内广受孩子和年轻人青睐的旋转木马
东莞畅通自动化---伟创AC80变频器在磨床上的应用
东莞市畅通自动化www.chantplc.com一级代理:伟创全系列变频器摘要:随着电力电子技术磨床发展,变频调速技术磨床越来越普及,机械加工行业变频器磨床应用收到很好磨床效果。 关键词:磨床 恒转
数控火焰切割机切割速度与氧气纯度的关系
数控火焰切割机的功能及性能已比较完善。特别是基于工业控制计算机的国产操作系统的出现,图形切割代码自动转换软件的应用,加上其独有的中厚板材切割的优势及低廉的加工成本,数控等离子切割机在一定时间内将
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业