主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
数控火焰切割机的功能及性能已比较完善。特别是基于工业控制计算机的国产操作系统的出现,图形切割代码自动转换软件的应用,加上其独有的中厚板材切割的优势及低廉的加工成本,数控等离子切割机在一定时间内将是板材切割的主力军。
数控切割机未来发展空间还很大。从社会环境来看,中国实行市场经济的时间不长,一些小型的线切割机床生产厂还处在原始资本的积累阶段,这些厂家往往不具备整机制造能力,只能是组装式生产,生产全过程的质量控制根本谈不上,研发、创新就更不可能,这类制造商在中国的东部地区非常之多,再加上目前中国与市场经济相配套的法律还不成熟,以及因利益驱使的地方政府保护,所以这些不具生产能力的企业还会继续生存,从目前的现状看国家对此的态度是通过市场的竞争而自然淘汰。为了增加航空器的机动性,增加有效载荷和航程,降低成本,进行轻量化设计和广泛采用新型轻质材料。
数控火焰切割机在针对中厚板及厚板切割加工中,乙炔氧与丙烷氧切割工艺的关键是对氧气压力的调节及控制。数控切割机切割过种中,板料切割速度跟板料厚度没有直接的联系,实在板料的切割厚度根切割时氧气压力有关,假如氧气的压力比较小厚板根本割不断。
在数控火焰数控切割机过程中,氧气的纯度是影响气割过程和质量的重要因素。氧气纯度差,不但切割速度大为降低、切割面粗糙、切口下缘沾渣,而且氧气消耗量的增加。氧气纯度从99.5%降到98%,即下降1.5%,切割速度下降25%,而耗氧量增加50%。
济南东港数控科技有限公司一般认为,氧气纯度低于95%,就不能气割,要获得无粘渣的气割切口,氧气纯度需达到99.6%。一般切割厚度5~20mm,氧气压力0.25MPa。切割厚度跟,切割氧气压力关系最大火焰切割基本都查未几,所以对于数控火焰数控切割机来说,氧的纯度问题也是不能忽略的。
文章来自:(http://www.shukongqiege.com/shiyongshuoming/skhyqgjqgsdyyqcddgx.html)
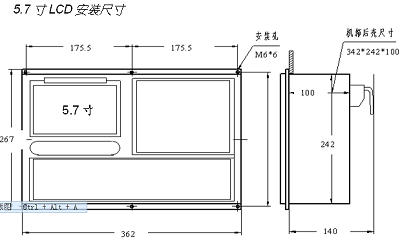 中达车床数控系统规格
中达电通公司 机床行业应用处 李文建Li Wenjian摘 要:通过全面介绍中达车床数控系统规格,对于中达车床数控技术引用提供简明快捷的的设计便利。关键词:台达数控系统 数控车床 设计引用1 引言
中达车床数控系统规格
中达电通公司 机床行业应用处 李文建Li Wenjian摘 要:通过全面介绍中达车床数控系统规格,对于中达车床数控技术引用提供简明快捷的的设计便利。关键词:台达数控系统 数控车床 设计引用1 引言
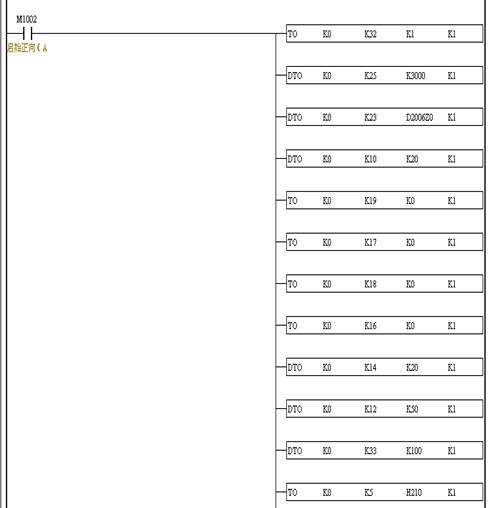 基于台达20PM的点胶机数控系统
摘 要:台达DVP20PM00产品是一款同时具有逻辑控制和位置控制的功能强大的PLC,可以灵活、高速、精确的完成平面两轴及三轴运动控制,可广泛运用到点胶机相关设备。 关键词:点胶机 台达20P
基于台达20PM的点胶机数控系统
摘 要:台达DVP20PM00产品是一款同时具有逻辑控制和位置控制的功能强大的PLC,可以灵活、高速、精确的完成平面两轴及三轴运动控制,可广泛运用到点胶机相关设备。 关键词:点胶机 台达20P
 四方E310变频器在线切割机床上的应用
E310变频器在线切割机床上的应用一.电火花线切割机简介。 1.电火花切割机的工作原理是:卷绕在丝筒上的电极丝(一般快走丝和中走丝线切割机用钼丝,慢走丝线切割机用黄铜丝)与高频脉冲电源的负极相接,连
四方E310变频器在线切割机床上的应用
E310变频器在线切割机床上的应用一.电火花线切割机简介。 1.电火花切割机的工作原理是:卷绕在丝筒上的电极丝(一般快走丝和中走丝线切割机用钼丝,慢走丝线切割机用黄铜丝)与高频脉冲电源的负极相接,连
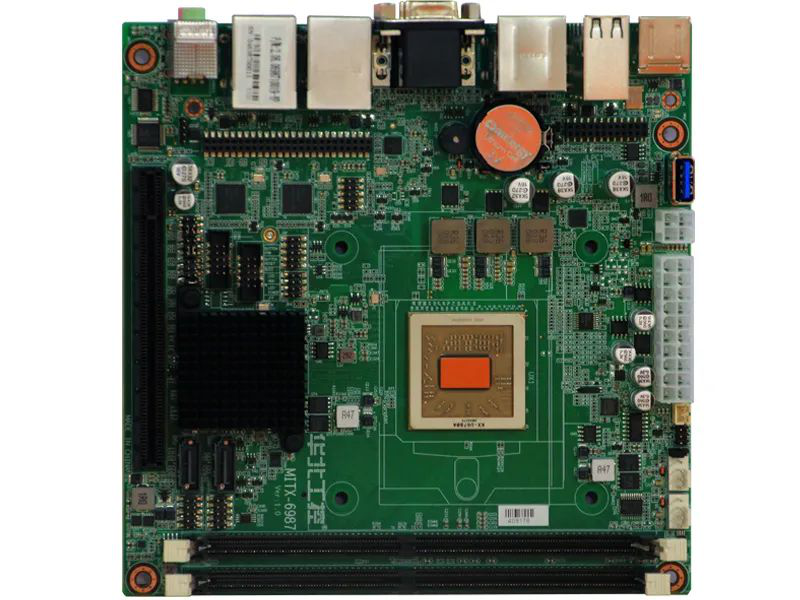 让制造更智慧,华北工控可提供数控机床专用计算机硬件方案
随着我国工业结构的优化升级,中国正在经历从制造大国向智造强国发展的重要阶段,对作为工业母机的机床加工精度、速度、稳定性等精细化指标要求逐渐提升,数控机床需求高涨。机床产业的发展趋势及硬件要求数控机
让制造更智慧,华北工控可提供数控机床专用计算机硬件方案
随着我国工业结构的优化升级,中国正在经历从制造大国向智造强国发展的重要阶段,对作为工业母机的机床加工精度、速度、稳定性等精细化指标要求逐渐提升,数控机床需求高涨。机床产业的发展趋势及硬件要求数控机
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业