中达电通公司 机床行业应用处 李文建
Li Wenjian
摘 要:通过全面介绍中达车床数控系统规格,对于中达车床数控技术引用提供简明快捷的的设计便利。
关键词:台达数控系统 数控车床 设计引用
1 引言
根据机床行业数控项目研发自动化工程师的技术需求,便于在设计过程中简明快速引用中达车床数控自动化技术,系统整理的中达车床数控系统规格主要分为三大部分:技术规格;外形尺寸;系统标准配件与选配件。对于中达车床数控技术引用提供一览无余的便利。
2 技术规格
2.1 坐标轴
(1)控制轴: X,Z两轴。
(2)联动轴: X,Z两轴。
(3)控制形式:脉冲(A/B;CW/CCW;DRICT/PULSE 三种脉冲形式可参数可选)。
(4)可适配电机:伺服电机(台达B系列500W中惯量)。
(5)坐标值范围:±9999.999mm。
(6)最小指令单位:0.001mm。
(7)最高脉冲频率:500K以上。
(8)具有分辩率功能(电子齿比),可根据客户机床情况自由设定。
2.2 坐标系
(1)X,Z直角坐标系,X轴与主轴轴线垂直,Z轴与主轴轴线方向平行。
(2)具有机械坐标系和程序坐标系。开机回机械零点后,以此点为坐标原点建立机床
坐标系。另:可根据客户需求不设固定机械原点,可手动把任意点设为机械原点。
(3)绝对坐标:以X,Z表示。
(4)相对坐标:以U,W表示。
2.3 插补功能
(1)直线插补。
(2)圆弧插补。提供R及I/K方式编程。
2.4 车螺纹功能
(1)G32:单头公制/项制等螺距螺纹(直螺纹。锥螺纹,端面螺纹)加工,多段联续螺纹加工。
(2)G92:单头公制/项制等螺距螺纹(直螺纹。锥螺纹)加工循环,螺纹退尾长度及角度可设定,高速退尾设定。
(3)G76:复合螺纹加工循环(G71~G76功能完善中)。
2.5 进给功能
(1)快速移动:X轴,Z轴以各自的最高速(参数设定)移动,实际移动速度与快移倍
率有关(到少有四档位可调F0;F25;F50; F100)。
(2)切削进给:在程序中,F指令给定的切削进给速度为插补轨迹的切线速度。实际进
给速度与进给倍率有关(16档可设。0~150),其中:G98 (每分进给);G99 (每转进给)。
(3)手动快速移动。手动方式下X,Z轴(不能两轴同时)按各自的最高速移动。实际
速度和快移倍率有关。
(4)手动联续进给。手动方式下X,Z轴(不能两轴同时)按各自的设定速度(参数设
定)移动。实际速度和进给倍率有关。
(5)手动单步进给:手动单步下X,Z轴(不能两轴同时)单步进给,单步步长
0.001;0.01;0.1;1mm 四档可调。
(6)电子手轮进给:手轮方式下用电子手轮分别控制X,Z轴(不能两轴同时)运动,
脉冲当量0.001;0.01;0.1mm 四档可调。
(7)手轮测试进给功能:在自动模式下,打开测试功能启动程序,用电子手轮控制程
式进给。
2.6 加减速
(1)直线型加减速。
(2)S型加减速。
(3)具主仆模式功能(参数设定,M码控制)。
2.7 主轴功能
(1)主轴转速仿真量电压(0~10V)控制。
(2)主轴转速倍率调节(0~120 13档调节)。
(3)G96恒线速控制(S给定切削线速度值,单位:米/分。)
(4)G97恒线速控制(S给定主轴转速,单位:转/分)。
(5)支持四档主轴自动换档(可用M码控制,如M41~M44)。
(6)编码器反馈脉冲数可根据客户选购编器线数设定。
2.8 刀具功能
(1)可控刀位数:4~8位。
(2)刀位信号输入方式:直接输入。
(3)换刀方式:正转换刀,到位反转锁紧。
(4)对刀方式:窗口对谈式,定点对刀,试切对刀等。
2.9 刀具补尝
(1)刀具长度补尝:至少16组(最好是40组)补尝。
(2)刀尖半径补尝:0~9(刀尖方向)。
(3)刀具磨耗补尝。
(4)支持增量设定刀补,支持在自动模式下可设定刀补。
2.10 精度补尝
(1)反向间隙补尝:可补尝X,Z两轴,补尝范围0~2000(单位:0.001mm)。
(2)螺距误差补尝(可作为选配功能):可补尝X,Z两轴。
2.11 程序和编程
(1)用户程序容量:256KB(最好是512KB以上),999个程序。
(2)指令格式: 标准G码指令,绝对/相对混合编辑。
(3)子程序:最多5重子程序嵌套。
(4)编辑功能:插入,修改,删除,程序注解,改名,字段检索(最好还有程序检索
功能,指令检索功能)。
(5)支持教导式编程。
(6)具机械锁定功能。
2.12 显示方式
(1)5.7’’LCD显示器。
(2)显示语种:繁体中文。
(3)图形功能:具描图功能,轨迹动态显示。
2.13 报警管理
(1)程序指令错误报警。
(2)急停报警。
(3)超程报警(有解除功能)。
(4)轴错误报警(驱动器报警,指令速度过大等)。
(5)外部信息报警:换刀时间长,参数错误,操作有误,液压报警等。
2.14 存储与通迅
(1)加工程序,参数,刀补等值在丢失后可重新恢复。
(2)通迅:RS232通迅接口,可与PC机双向传送程序,参数,刀补。
2.15 输入输出
(1)24点输入(最好是有32点输入),晶体管输出,输出点与0V接通为输出有效。断
开为无效。
(2)16点输出。(最好是有24点输出),晶体管信号输入,输入点与0V接通为输入有
效。断开为无效。
(3)扩展I/O(选配)。
2.16 外部接口
(1)驱动器接口(X,Z两轴)。
(2)主轴编码器接口。输出的仿真量及编码器反馈信号在此一个接口。
(3)手轮接口。
(4)输入信号接口。
(5)输出信号接口。
(6)232通迅接口。
(7)SIO扩展I/O接口。
2.18 辅助功能(表1)
表1 M指令表
M-CODE
功 能
M00
程序暂停
M01
选择性程序暂停
M02
程序结束
M30
程序结束,并返回程序首
M98
呼叫子程序
M99
子程序结束,或主程序重复执行
M**
使用者自定M码(PLC)
M03
主轴正转
M04
主轴反转
M05
主轴停止
M08
冷却水开
M09
冷却水关
M10
主轴夹头松开
M11
主轴夹头加紧
M12
尾座进
M13
尾座退
M15
工件个数计数器+1
M16
工件计数器清零
M41~M44
主轴自动换档至1~4檔
2.12 G指令表(表2)
表2 G指令表
G 指 令 码 一 览 表
G 码
功 能
G 码
功 能
* 00
快速定位 (快速进给)
70
精车加工循环
* 01 #
直线切削 (切削进给)
71
复式横向粗车循环
* 02
圆弧切削顺时向 (后刀架)
72
复式纵向粗车循环
* 03
圆弧切削反时向 (后刀架)
73
复式轮廓粗车循环
04
暂停
74
横向断屑切槽循环
08
清除各轴向机械坐标
75
纵向断屑切槽循环
10
数据设定
76
复式螺纹切削循环
20
英制模式量测 (inch)
21
公制模式量测 (mm)
90
单一横向切削循环
28
回第一参考点
92
单一螺纹切削循环
29
自参考点复归
94
单一纵向切削循环
30
回第二参考点
* 96
表面切削定速控制设定
31
跳跃功能
* 97 #
表面切削定速控制取消
32
螺牙切削
* 98
切削速度以 mm/min 指定
33
攻牙循环
* 99 #
切削速度以 mm/转 指定
* 34
变距螺牙切削
* 40 #
刀具半径补正取消
* 41
刀具半径补正设定 (左)
* 42
刀具半径补正设定 (右)
50
坐标系及主轴最高转速设定
.有 # 符号标示者,是电源起动 (POWER ON) 时的初始设定功能
.功能码前有 * 标示者,属于模式指令 (Modal G-code)
2 外形(安装)尺寸(图1)
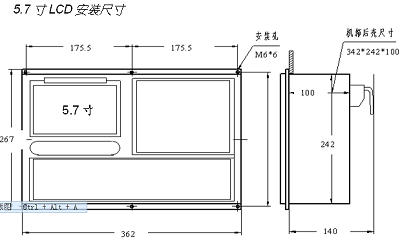
图1外形(安装)尺寸
3 系统标配件与选配件
3.1 标准配件
(1)输入输出板。输入输出板到系统间联接线。
(2)如选配台达B伺服,提供系统到驱动器,驱动器到电机编码器线,标准长度3米。
3.2 选配件
(1)台达编码器。
(2)台达变频器。
(3)台达B伺服。
(4)扩展I/O板。
4 结束语
由于机床数控系统的研发复杂性,使得自动化工程项目经常为日常设计技术缺少集中便利的简要专用资料不便,或者缺少简约快速的选型评估资料苦恼。本文尝试的对于繁复的技术资料集中编辑,希望可以为项目研发提供一份精简的参考指南。
 无线多方通话对讲系统,数字多方通话对讲技术
无线多方通话对讲系统是我司完全自主核心研发,为满足市场要求,解决某些领域一对一对讲的局限性,采用了目前最新工业级的设计标准共同打造的一款五通对讲方案。在多通的对讲应用上,技术一直以来没有很好的创新进
无线多方通话对讲系统,数字多方通话对讲技术
无线多方通话对讲系统是我司完全自主核心研发,为满足市场要求,解决某些领域一对一对讲的局限性,采用了目前最新工业级的设计标准共同打造的一款五通对讲方案。在多通的对讲应用上,技术一直以来没有很好的创新进
 Moxa DA-681嵌入式计算机在风力发电场远方监控系统中的应用
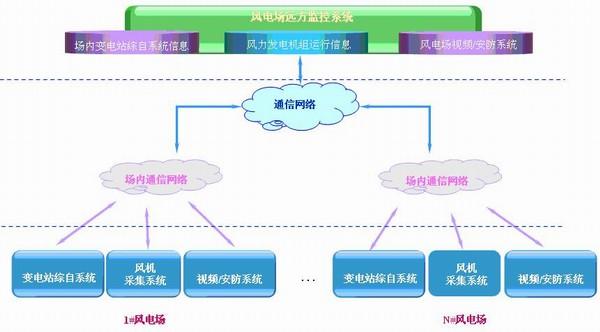
项目介绍风能作为可再生的清洁能源,在我国的能源战略宏图中,日渐成为新能源建设的重点之一。国家也推出若干鼓励政策,积极推进风力发电产业的进展。但是大规模的风电场集中建设,不仅给风电公司的运营管理带来困
Moxa DA-681嵌入式计算机在风力发电场远方监控系统中的应用
项目介绍风能作为可再生的清洁能源,在我国的能源战略宏图中,日渐成为新能源建设的重点之一。国家也推出若干鼓励政策,积极推进风力发电产业的进展。但是大规模的风电场集中建设,不仅给风电公司的运营管理带来困
 有源滤波器在机场助航灯光系统中的谐波分析与治理方案
赵斌安科瑞电气股份有限公司,上海 嘉定,2018010 引言机场助航灯光系统是目视助航设施中一个非常重要的组成部分,它通过高(中)光强不同颜色的灯光系列,勾勒出一个机场的跑道、滑行道及进近区域的主要特
有源滤波器在机场助航灯光系统中的谐波分析与治理方案
赵斌安科瑞电气股份有限公司,上海 嘉定,2018010 引言机场助航灯光系统是目视助航设施中一个非常重要的组成部分,它通过高(中)光强不同颜色的灯光系列,勾勒出一个机场的跑道、滑行道及进近区域的主要特
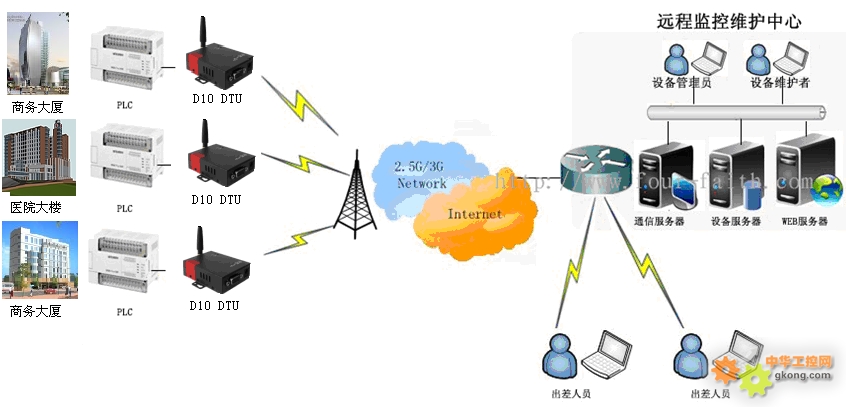 德传DTU在中央空调远程维护系统中的应用
早期的中央空调控制器多为就地式专用控制器和DDC 控制器,它们具有控制功能简单、不易联网及信息集成度不高等缺点。可编程控制器(PLC)在工业控制方面的应用价值日趋明显,具有功能强大、使用可靠、维修简
德传DTU在中央空调远程维护系统中的应用
早期的中央空调控制器多为就地式专用控制器和DDC 控制器,它们具有控制功能简单、不易联网及信息集成度不高等缺点。可编程控制器(PLC)在工业控制方面的应用价值日趋明显,具有功能强大、使用可靠、维修简
 研强科技工业平板电脑在mes系统中的应用
工业4.0以及中国智能制造2025,迫切要求汽车生产公司进行制造升级,打造智能工厂,提高生产效率、降低成本,提升品质和服务。实现智能制造,需要彻底解决附加值较低的生产过程环节透明化问题,使得企业首先
研强科技工业平板电脑在mes系统中的应用
工业4.0以及中国智能制造2025,迫切要求汽车生产公司进行制造升级,打造智能工厂,提高生产效率、降低成本,提升品质和服务。实现智能制造,需要彻底解决附加值较低的生产过程环节透明化问题,使得企业首先