主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
关键:数控系统 台达伺服系统 项目集成
Abstract:It is discussed to the project integration for steel rolling chiselling flower machine in this paper. And also it is introduced to the application of DELTA servo system and numerical control system H4 in the steel rolling chiselling flower machine. Finally from the hierarchy of application it is explained in detail to parameter assort between servo and numerical control system.
Key Words:Numerical control system DELTA servo system Project integration
中图分类号] TP273 [文献标识码] B 文章编号
1 引 言
随着科学技术的发展,现代制造业对机械加工提出了愈来愈高的要求,数控技术在机械加工行业的应用越来越广泛.生产的发展使许多原有的机械设备在生产和加工过程中越来越无法满足人们对高精度高效率的要求,反过来又促进了数控系统技术在机械加工行业的大面积使用,使数控技术在机械制造行业里的受众率大大提高。本文结合基于台达伺服DELTA-ASDA的H4-M数控系统在钢辊刻花机上的应用, 对加工控制相关技术工艺和技术关键点作简要讨论. 众所周知, 钢辊刻花机是轧钢厂最主要的辅助加工设备之一,与文中讨论控制方案配套的是飞刀式钢辊刻花机(机械结构上含有摆头刻字刀), 这种刻花机已经在首钢,包钢和通钢等大中型钢厂里使用, 它较以往单摆头式的钢辊刻花机, 加工效率和加工精度都有大幅度的提高, 以前使用摆头式的加工一个辊槽需要30min, 而使用飞刀式的仅仅需要20min, 从而使加工效率提高了三分之一. 基与以上的优点, 显然基于DELTA-ASDA台达伺服的H4-M系统的控制方案在轧钢辊雕刻机上一定会有广阔的应用空间.
2控制系统结构
轧钢辊刻花机控制系统结构如图1 所示, 它由以下部分组成:台达伺服DELTA-ASDA, 意图数控系统PUTNC-H4-M,台达M TAPE变频器和意图手摇轮PUMPG-BA4SI等组成.
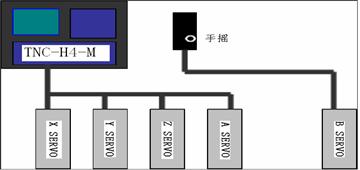
图1 控制系统结构框图
3 技术要求和工艺说明
轧钢辊雕刻机如图2所示。客户实际是使用五轴控制加工飞刀、刻子摆头和工件夹头对螺纹钢轧钢辊进行刻花刻字, 其中各轴的命名以及功能:X轴, 控制飞刀刻花深度的横向进给轴; Y轴, 控制工件夹头按指令进行旋转的旋转轴; Z轴,控制刻字摆头的旋转轴; A轴, 控制飞刀按指令旋转的刻花的旋转轴; B轴, 控制飞刀纵向移动跳槽的进给轴。
各轴的具体机械运动以及伺服功率:X、B轴为直线运动轴, 使用螺距为6mm的滚珠丝杆且伺服电机的连接都为直连方式,X轴是由系统控制的可以按照指令运动而且,电机功率为1.5kW.B轴是由一个手摇控制的,伺服采用的是位置控制模式利用多个齿轮比进行速度切换,可以说是一个脱离系统以外的单独轴;Y、A、Z轴的旋转轴减数比分别为72:1,2:1,1:1,由系统自动进行控制而与手摇无关,其电机功率分别为3kW,2kW,1.5kW, 编码器脉冲倍率都设为2倍, 而不是通常的4倍。

图2 轧钢辊雕刻机
4 数控及伺服系统相关参数
关于数控及伺服系统的工作原理比较简单,不必多述,这里仅给出数控及伺服系统操作运行时的相关参数,系统参数设置的类似界面如图3所示。

图3系统参数设置界面
(1)数控系统参数
1)关于各轴的基础参数
0118: 00000005 X轴电子齿轮比分母(根据机械减数比设定)
0119: 00000003 X轴电子齿轮比分子
0120: 00000375 Y轴电子齿轮比分母
0121: 00000360 Y轴电子齿轮比分子
0122: 00002500 Z轴电子齿轮比分母
0123: 00006000 Z轴电子齿轮比分子
0124: 00000001 A轴电子齿轮比分母
0125: 00000036 A轴电子齿轮比分子
0160: 00000004 X马达反馈编码器脉冲倍率值
0161: 00000002 Y马达反馈编码器脉冲倍率值
0162: 00000002 Z马达反馈编码器脉冲倍率值
0163: 00000002 A马达反馈编码器脉冲倍率值
0253: 00000000 X为0是直线轴,为1是旋转轴
0254: 00000001 Y为0是直线轴,为1是旋转轴
0255: 00000001 Z为0是直线轴,为1是旋转轴
0256: 00000001 A为0是直线轴,为1是旋转轴
2)有关Y、A轴回原点速度的参数
0136: 00002000 X回机械原点的第一段速度(mm/min)
0139: 00001500 A回机械原点的第一段速度(mm/min)
0142: 00000040 X回机械原点时,编码器寻找GRID信号速度(mm/min)
0145: 00000150 A回机械原点时,编码器寻找GRID信号速度(mm/min)
回原点速度有关的参数表明,Y、A轴回原点速度都比较低是因为Y、A轴的机械减数比都比较大,降低回原点速度可以保证回零精度。
(2)伺服系统参数
A轴
P1-01=2, 设定伺服控制模式为速度模式
P2-04=1758, 速度控制增益
P2-06=35, 速度积分补偿
P2-25=8, 共振抑制低通滤波
P2-26=257, 外部干扰抵抗增益
P2-10=101, Servo ON信号常OFF
B轴
P1-00=0,设定伺服接受脉冲命令的型式
P1-01=0,设定伺服控制模式为位置模式
P1-44=5,电子齿轮比分子
P1-45=3,电子齿轮比分母
P2-12=143,切换电子齿轮比, ×10
P2-12=144,切换电子齿轮比,×100
P2-60=50, 第二电子齿轮比分子
P2-61=500,第三电子齿轮比分子
X轴
P1-01=2,设定伺服控制模式为速度模式
P2-04=1318,速度控制增益
P2-06=28,速度积分补偿
P2-25=8, 共振抑制低通滤波
P2-26=301,外部干扰抵抗增益
P2-10=101,Servo ON信号常OFF
Y轴
P1-01=2,设定伺服控制模式为速度模式
P2-04=989,速度控制增益
P2-06=35, 速度积分补偿
P2-25=7, 共振抑制低通滤波
P2-26=237,外部干扰抵抗增益
P2-10=101,Servo ON信号常OFF
Z轴
P1-01=2,设定伺服控制模式为速度模式
P2-04=1570,速度控制增益
P2-06=50,速度积分补偿
P2-25=5,共振抑制低通滤波
P2-26=201,外部干扰抵抗增益
P2-10=101,Servo ON信号常开OFF
以上伺服的增益参数,都是通过使用台达伺服调试软件GAIN.EXE根据不同的JL/JM负载惯量比和不同的响应频宽BW计算出来的。由于电机的功率都很大,对电机的钢性要求很高,所以增益最好都尽量调整的高一些,以满足加工的实际要求。
(3)加工程序简介(G代码程序)
刻花程序如下:
N01 G01 B-175. F100000 (刀至起始点)
N02 G65 L87 P03 A23 B34 (加工循环,起始行03 终止行23 循环次数35次)
N03 G01 X0.05 F100 (进刀)
N04 G65 L87 P05 A06 B45 ( 总槽数+1的一半-6) H4-M数控系统
N05 G01 B-240. Y4.269 F150000 (Y是螺旋分度y)
N06 G01 B-120. Y2.721 F200000 (Y是2倍槽间距- y=y')
N08 G65 L87 P09 A10 B2 (加工循环,起始行09 终止行10 循环次数3次)
N09 G01 B-240. Y4.269 F150000
N10 G01 B-120. Y9.711 F200000(4倍的槽间距-y)
N14 G65 L87 P15 A16 B45 (总槽数-1的一半-5)
N15 G01 B-240. Y4.269 F150000
N16 G01 B-120. Y2.721 F200000
N18 G65 L87 P19 A20 B1 (加工循环,起始行19 终止行20 循环次数2次)
N19 G01 B-240. Y4.269 F150000
N20 G01 B-120. Y9.711 F200000
N22 G01 B-240. Y4.269 F150000
N23 G01 B-120. Y2.751F200000 (y'+累积误差)
N26 M30 (程序结束)
5 结束语
以上从使用角度简要讨论了H4-M数控系统结合DELTA-ASDA台达伺服在轧钢辊雕刻机上的应用方案,它较以往单摆头式的钢辊刻花机,加工精度有大幅度的提高,加工效率提高了三分之一,是一种值得推广的 应用方案。
参考文献[略]
作者简介
李晓东 男 现供职于台达公司伺服数控产品处。
 基于边缘计算网关的数控机床远程监测应用
面对日益复杂的高档数控机床等生产设备,在生产加工过程中实时、快速、准确地检测识别其中的故障,已经远非操作人员力所能及。因此,远程实时在线状态监测系统作为数控机床控制系统的一部分,越来越显示其重要性。
研强科技8.4寸工业平板电脑 PPC-YQ084TZ01在出租车信息系统中的应用
一、项目背景大家都知道,出租车是我们出行的交通工具之一,也是生活中不可或缺的交通工具,在出租车上乘客随时可以看到车载娱乐系统的应用。车载娱乐系统是一种车载数字信息接播放设备,目前已有的传播信息包括新
基于边缘计算网关的数控机床远程监测应用
面对日益复杂的高档数控机床等生产设备,在生产加工过程中实时、快速、准确地检测识别其中的故障,已经远非操作人员力所能及。因此,远程实时在线状态监测系统作为数控机床控制系统的一部分,越来越显示其重要性。
研强科技8.4寸工业平板电脑 PPC-YQ084TZ01在出租车信息系统中的应用
一、项目背景大家都知道,出租车是我们出行的交通工具之一,也是生活中不可或缺的交通工具,在出租车上乘客随时可以看到车载娱乐系统的应用。车载娱乐系统是一种车载数字信息接播放设备,目前已有的传播信息包括新
 259苏州漕湖邻里中心电能管理系统电能管理系统小结
安科瑞邱红江苏安科瑞电器制造有限公司江苏江阴214405摘要:介绍苏州漕湖邻里中心电能管理系统,采用智能电力仪表采集配电现场的各种电参量和开关信号。系统采用现场就地组网的方式,组网后通过现场总线通讯
厦门计讯塔吊远程监控系统
系统背景在科技飞速发展的今天,采用高科技通信手段来预防和制止各种危害事件的发生,成为各行各业保护单位和职工、群众的生命财产安全,保证各种设备的正常运转的有力措施。随着无线传输技术、工业监测和控制技术
四方E310变频器在线切割机床上的应用
E310变频器在线切割机床上的应用一.电火花线切割机简介。 1.电火花切割机的工作原理是:卷绕在丝筒上的电极丝(一般快走丝和中走丝线切割机用钼丝,慢走丝线切割机用黄铜丝)与高频脉冲电源的负极相接,连
晨控rfid识别系统在中国重汽汽车橡胶密封件切割线上应用
前言济南橡塑件有限公司是隶属于中国重汽集团的轮胎制品公司,位于济南市,其的经营范围包括汽车橡胶制品的研发、制造、销售、技术咨询,在其的工厂装配有多条橡胶切割生产线。本次与广州晨控智能技术有限公司合作
259苏州漕湖邻里中心电能管理系统电能管理系统小结
安科瑞邱红江苏安科瑞电器制造有限公司江苏江阴214405摘要:介绍苏州漕湖邻里中心电能管理系统,采用智能电力仪表采集配电现场的各种电参量和开关信号。系统采用现场就地组网的方式,组网后通过现场总线通讯
厦门计讯塔吊远程监控系统
系统背景在科技飞速发展的今天,采用高科技通信手段来预防和制止各种危害事件的发生,成为各行各业保护单位和职工、群众的生命财产安全,保证各种设备的正常运转的有力措施。随着无线传输技术、工业监测和控制技术
四方E310变频器在线切割机床上的应用
E310变频器在线切割机床上的应用一.电火花线切割机简介。 1.电火花切割机的工作原理是:卷绕在丝筒上的电极丝(一般快走丝和中走丝线切割机用钼丝,慢走丝线切割机用黄铜丝)与高频脉冲电源的负极相接,连
晨控rfid识别系统在中国重汽汽车橡胶密封件切割线上应用
前言济南橡塑件有限公司是隶属于中国重汽集团的轮胎制品公司,位于济南市,其的经营范围包括汽车橡胶制品的研发、制造、销售、技术咨询,在其的工厂装配有多条橡胶切割生产线。本次与广州晨控智能技术有限公司合作
 日照苏宁广场消防设备电源监控系统的设计与应用
0 概述AFPM消防设备电源监控系统是安科瑞自主研发的集监视、报警、管理于一体的计算机测控系统,该系统可广泛应用于智能楼宇、高层公寓、宾馆、饭店、商厦、工矿企业、国家消防单位以及石油化工、文教卫生、金
日照苏宁广场消防设备电源监控系统的设计与应用
0 概述AFPM消防设备电源监控系统是安科瑞自主研发的集监视、报警、管理于一体的计算机测控系统,该系统可广泛应用于智能楼宇、高层公寓、宾馆、饭店、商厦、工矿企业、国家消防单位以及石油化工、文教卫生、金
 紫金桥监控组态软件在天然气计量系统应用
系统背景天然气作为一种清洁高效的能源,已经越来越受到社会的关注,并在社会生产和生活中起到越来越重要的作用。因此,如何能高效、精确的计量天然气使用情况就成为一个重要问题。天然气在传输和使用中受到多种
紫金桥监控组态软件在天然气计量系统应用
系统背景天然气作为一种清洁高效的能源,已经越来越受到社会的关注,并在社会生产和生活中起到越来越重要的作用。因此,如何能高效、精确的计量天然气使用情况就成为一个重要问题。天然气在传输和使用中受到多种
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业