主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
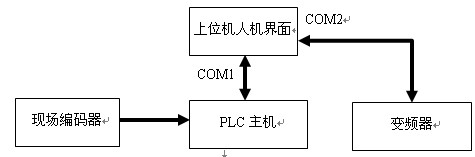
序号 元件名称 型号规格 数量(台) 备 注 1 人机界面 DOP-B07S201 1 7”,65536色 2 PLC主机 DVP14ES00R 1 3 变频器 VFD022E43A 1 2.2KW 4 编码器 ES310CG6941 1 1000PPR
表1 控制系统技术方案配置 上述表格仅仅罗列出了控制系统主要电气元件,此外还包括低压电器(低压断路器、交流接触器、中间继电器、主令按钮、指示灯等)、位置传感器(光电传感器、行程开关等),此处不予赘述。 3.3设备工作方式 系统具有手动、自动和调试三种工作方式。 (1) 手动方式用于按钮操作设备运行,这通常是在主控室上位机上进行; (2) 自动方式用于按照设定的参数自动运行工作循环,正常自动运行时通常采用此方式; (3) 调试方式用于调试设备、长度测量等工艺动作,此操作是在检修或者调试新设备时采用。 注意:参数一旦设定,不得随意更改,以免发生意外;现场的手动方式操作必须由经过培训的操作员才可进行。调试方式只有在设备空闲且不影响生产时才可进行,注意必须是专业工程师才可进行操作。 4 人机界面 下面介绍上位机人机界面画面及其工艺动作。 (1) 程序主界面 人机画面程序主画面如图2所示:选择设备工作方式,工艺参数设定,系统报警画面切换。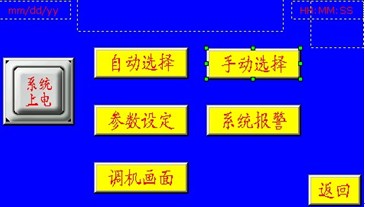



 北京科瑞CAN总线产品在真空排水监控系统中的应用
随着城市化进展的加快、生态居住小区人居环境的自然回归、强化修复水环境措施的出台和评估体系的完善,人工河湖、溪流、喷泉等水环境已 成为可持续发展生态居住小区及城市环境的重要组成部分,这些设施不可避免地
北京科瑞CAN总线产品在真空排水监控系统中的应用
随着城市化进展的加快、生态居住小区人居环境的自然回归、强化修复水环境措施的出台和评估体系的完善,人工河湖、溪流、喷泉等水环境已 成为可持续发展生态居住小区及城市环境的重要组成部分,这些设施不可避免地
 应用于塑料加工行业的开放式自动化解决方案
塑料加工机械的需求日趋增多。设备制造商面临着巨大的挑战:需要设计新的解决方案,以提高产量,更需要满足控制精度和灵活性方面提出的新要求。与此同时,更需要承担减少运行费用和前期投资所带来的巨大压力。依
中利特自动化装配解决方案
行业现状 随着汽车制造和汽车零部件行业的发展,汽车市场的竞争也呈现出多元化趋势,人们对汽车的要求也从最基本的动力性能逐渐增加到外观、舒适、安全、经济等多方面。这就需要汽车在设计与制造环节加强工艺管理
应用于塑料加工行业的开放式自动化解决方案
塑料加工机械的需求日趋增多。设备制造商面临着巨大的挑战:需要设计新的解决方案,以提高产量,更需要满足控制精度和灵活性方面提出的新要求。与此同时,更需要承担减少运行费用和前期投资所带来的巨大压力。依
中利特自动化装配解决方案
行业现状 随着汽车制造和汽车零部件行业的发展,汽车市场的竞争也呈现出多元化趋势,人们对汽车的要求也从最基本的动力性能逐渐增加到外观、舒适、安全、经济等多方面。这就需要汽车在设计与制造环节加强工艺管理
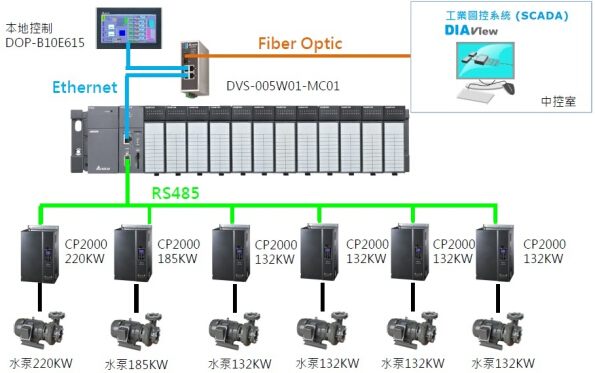 台达工业自动化助力客户水处理送水系统稳定、高效运转
随着经济发展和社会进步,水处理系统在人民日常生活中占有愈来愈重要的地位。送水系统作为水处理系统中的重要程序,承担着为居民提供终端稳定用水的重任。送水系统需以多泵控制压力与水流,由于水处理系统运行时
研祥工控机在自动语音系统中的应用
[系统概述]自动总机系统是一套完整的语音处理系统,它可与单位的电话交换系统或外线电话相连接,而且能够应答来电,并将其转接到要转的分机,当转接电话遇到占线,无人接听,空号等情况,可根据需要转至其它分机
台达工业自动化助力客户水处理送水系统稳定、高效运转
随着经济发展和社会进步,水处理系统在人民日常生活中占有愈来愈重要的地位。送水系统作为水处理系统中的重要程序,承担着为居民提供终端稳定用水的重任。送水系统需以多泵控制压力与水流,由于水处理系统运行时
研祥工控机在自动语音系统中的应用
[系统概述]自动总机系统是一套完整的语音处理系统,它可与单位的电话交换系统或外线电话相连接,而且能够应答来电,并将其转接到要转的分机,当转接电话遇到占线,无人接听,空号等情况,可根据需要转至其它分机
 基于 PC 的楼宇自动化系统在弗劳恩霍夫 IAO 虚拟工程中心的应用
新建的虚拟工程中心(ZVE)的设计与其内部进行的科研工作一样具有创新意义。灵活、全方位的楼宇自动化系统创造了无限的可能性,并能整体地节约能源。系统集成商 Herrmann GmbHCo. KG
基于 PC 的楼宇自动化系统在弗劳恩霍夫 IAO 虚拟工程中心的应用
新建的虚拟工程中心(ZVE)的设计与其内部进行的科研工作一样具有创新意义。灵活、全方位的楼宇自动化系统创造了无限的可能性,并能整体地节约能源。系统集成商 Herrmann GmbHCo. KG
 基于台达机电技术的伺服成型包覆丝机自动化设计
中达电通股份有限公司 谢伟伟 摘 要:在简要介绍包覆丝机工作原理的基础上重点研讨伺服成型包覆丝机自动化系统设计术。系统基于PLC控制平台与触摸屏、变频器、伺服驱动的集成控制结构。 关键
基于台达机电技术的伺服成型包覆丝机自动化设计
中达电通股份有限公司 谢伟伟 摘 要:在简要介绍包覆丝机工作原理的基础上重点研讨伺服成型包覆丝机自动化系统设计术。系统基于PLC控制平台与触摸屏、变频器、伺服驱动的集成控制结构。 关键
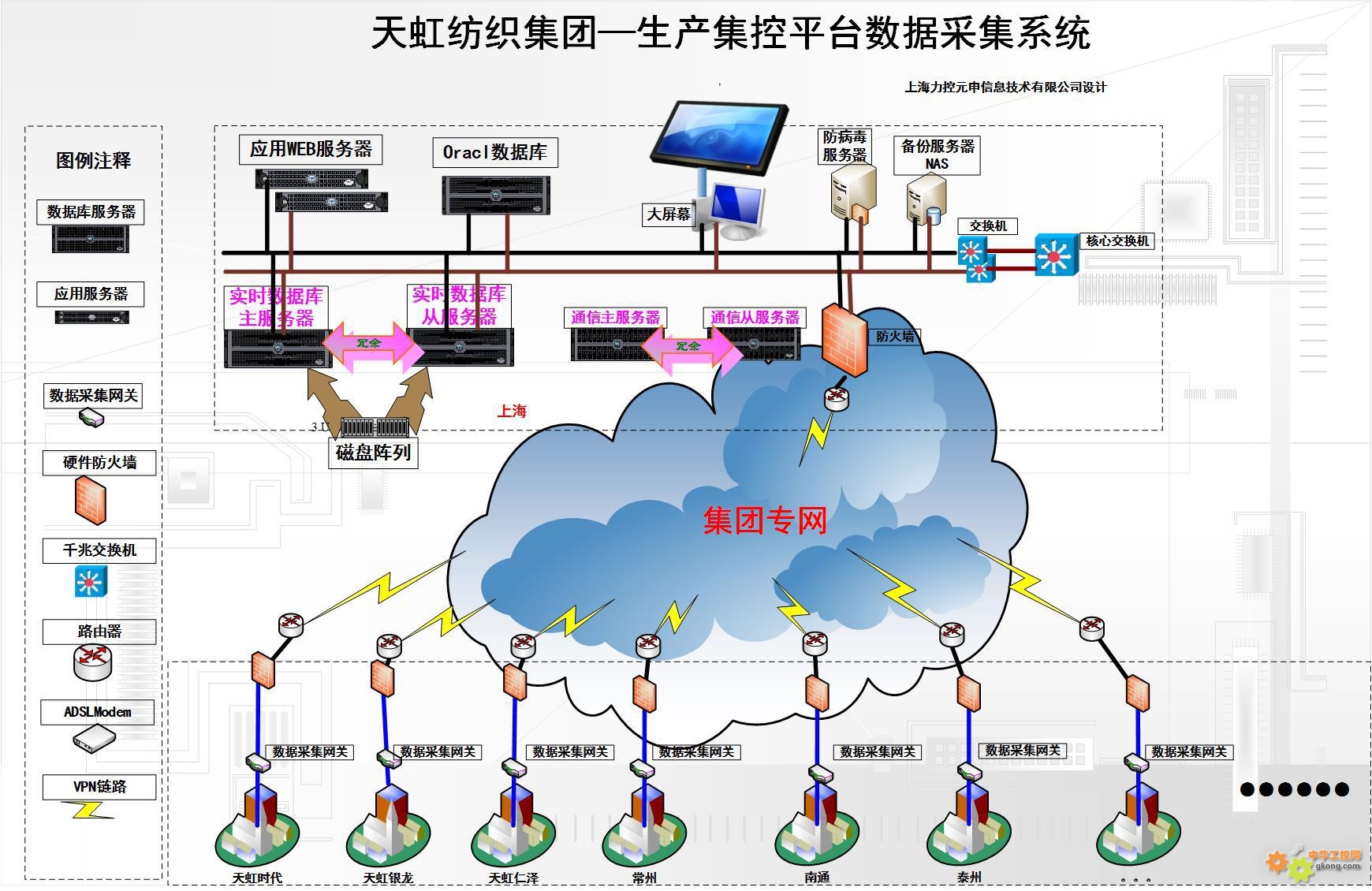 力控科技产品在天虹纺织集团两化融合平台中的应用
前言十二五期间,我国纺织行业将进一步推进信息化与纺织工业的深度融合,应用信息技术推动行业技术进步,加快行业两化融合的进程。作为信息化水平提升较快的行业,棉纺织行业成为纺织行业两化融合的试点。 天虹中
力控科技产品在天虹纺织集团两化融合平台中的应用
前言十二五期间,我国纺织行业将进一步推进信息化与纺织工业的深度融合,应用信息技术推动行业技术进步,加快行业两化融合的进程。作为信息化水平提升较快的行业,棉纺织行业成为纺织行业两化融合的试点。 天虹中
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业