中达电通公司 沈阳机电业务处 FAE 孙承志
摘 要:本文主要介绍台达机电产品在中空纤维生产线上的良好整合应用,体现了台达机电产品在电气控制系统上整合应用的高性价比、技术方案优势。
关键字:PLC 人机界面 温控器 RS485通讯
1 引言
中空纤维是一种特殊化学材料,主要用于服装材料加工和制造。含有中空纤维成分的纺织材料具有质地柔软,透气性好,结实耐用等优点,被广大纺织轻工业普遍采用。本文介绍的生产线专门用于生产中空纤维这,其电气控制系统完全采用台达机电产品集成,以单一自动化技术平台实现化纤工艺和技术生产要求。
2 工艺自动化系统
2.1 工艺流程
原料甲和原料乙以某种比例配比方式混合后输送出去,经过齿轮泵搅拌均匀后送往凝胶槽挂胶上料,再经过水洗槽水洗,由牵丝轮带动中空纤维进入绕丝槽处理,最后由绕丝轮将中空纤维成品卷绕成型。生产线系统主要由配料罐甲、配料罐乙、齿轮泵、凝胶槽、水洗槽、牵丝轮、绕丝槽、绕丝轮等部件构成,如图1所示。
2.2 控制内容
齿轮泵速度和齿轮泵、配料罐甲、配料罐乙、凝胶槽、水洗槽、绕丝轮温度控制。需要电气控制系统控制齿轮泵旋转速度,从而达到控制出料量和出料速度,在工艺要求的温度下原料分别经过齿轮泵、凝胶槽、水洗槽、绕丝槽、绕丝轮等溶液处理,系统要求根据不同规格产品设定并控制齿轮泵,配料罐甲、配料罐乙、凝胶槽、水洗槽、绕丝轮内溶液温度,同时要求显示牵丝轮和绕丝轮的旋转速度,系统能够根据需要随时存储工艺参数。

图1 工艺流程画面
3 自动化系统设计
3.1控制系统原理
制系统原理如图2所示。利用台达人机界面丰富的通讯口功能,可以提供给用户3个COM接口,方便与外围工控设备通讯联机。COM1:RS232通讯方式与下位PLC连接,进行生产线工艺参数设置和读取;COM2:RS485通讯方式与一台变频器连接,可以进行变频器给定频率设定,显示输出频率、输出电压、输出电流、报警信息以及大致原因等参数,同时可以通过人机界面通讯控制起动、停止变频器;COM3:RS485通讯方式与6台温控器连接,可以显示温度设定值、当前值,还可以通过通讯设定这6台温控器通讯站号、PID参数等内容值。
台达机电产品通讯协议符合标准的MODBUS通讯协议,使得台达机电产品整合应用时通讯连接方便、稳定。人机界面COM2、COM3通讯口均支持RS485通讯方式,该方案应用COM2口与变频器VFD002S21A相连,人机界面直接读取变频器内部参数;应用COM3口直接连接6台DTC系列温控器,实时读取相应槽位SV、PV值,采用PID温度控制方式达到准确控温效果,可以通过人机界面分别设置P、I、D相关参数以及实现通讯协议自动同步功能。

图2 控制系统原理
3.2系统配置与通讯
(1)配置。控制系统方案配置如表2所示。表2列出的配件是生产线控制系统主要元器件,此外还包括低压电器(低压断路器、继电器、按钮、指示灯等)、检测传感器(K型热电偶、PT100热电阻、接近开关等)元器件,此处不予赘述。
表2 系统配置
序号
元件名称
型号规格
数量(台)
备 注
1
电源模块
DVPPS02
1
DC24V
2
PLC
DVP12SC11T
1
高速计数
3
变频器
VFD002S21A
1
4
温控器主机
DTC1000V
1
人机通讯
5
温控器扩展
DTC2000V
5
人机通讯
6
编码器
ES3-10CG6941
3
1000PPR
7
人机界面
DOP-AE80THTD
1
3*COM口
(2)通讯。巧用人机界面提供的宏指令功能可以达到事半功倍的效果,上面的程序就是一个应用例子,将PLC程序运算的数据结果赋给变频器作为给定频率,实际上可以编辑更多的宏指令代替PLC程序,可以灵活的实现数学运算和流程控制,但是要结合人机界面画面程序注意考虑程序容量和执行效率。为了确保通讯畅通,必须将人机模组参数项通讯口通讯协议、通讯格式分别和变频器、温控器相应参数设置一致,本例中COM2和COM3通讯格式均为:RS485,19200,7,E,1。
人机界面CLOCK Macro宏指令介绍:
SELECTCOM(1) ;选择通讯口;
(2#1@INVERTER-2001) = (1@D514) ;赋值语句;
END
3.3 转速控制
系统转速控制由PLC控制变频器实现。DVP12SC型号PLC具有8DI、4DO,具有高速计数和高速脉冲输出功能,本项目采用输入点X1、X10、X11分别采集三路旋转编码器脉冲信号,对应PLC内部高速计数器软元件分别是C236、C243、C245,分别对应齿轮泵、牵丝轮、绕丝轮速度,前者齿轮泵速度要求精确控制,调试时较有难度,后二者速度只要求实时显示,不要求精确控制。由于变频器低频运转时电机速度较慢,所以利用60ms定时中断程序采集编码器脉冲差值波动较大,测速不准确,只能改变软件算法,程序通过特殊辅助继电器M1012和M1013组合应用完成速度检测,M1013是1S时钟脉冲,M1012是100ms时钟脉冲,具体做法就是,采用M1013采集各路编码器1S内积累的脉冲数量,再利用M1012时钟脉冲进行脉冲数量平均值计算,得到趋于合理、稳定的脉冲数量值,再经过程序处理转换为旋转速度,实际证明这种方法还是能够满足客户要求的,效果良好。
3.4 人机界面设计
台达人机界面新版软件提供“拮取画面”功能按钮,可以将人机某个画面以后缀名为JPG的文件格式存储在USB存储盘中,方便地将工业现场工艺参数报表存储和打印出来。系统工艺参数存储画面如图3所示。按下图3“存储”按钮后,该画面就以JPG文件格式存储在U盘中,文件名以日期+画面序号命名,如果U盘未插在人机背面,会显示未找到存储盘报警。

图3 系统工艺参数存储画面
4 结束语
中空纤维生产线项目结合台达机电HMI、PLC、变频器、温控器、编码器等机电产品,为客户开发了一套稳定可靠的系统,该生产线自投产以来运行正常,不但能够满足现场工艺要求,而且更提高了设备稳定性和生产产品质量和工作效率,证明中达电通是客户值得信赖的合作伙伴。
参考文献
[1]台达DVP-PLC应用技术手册程序篇.
[2]台达DOP系列人机界面应用技术手册.
[3]台达VFD-S系列交流变频器使用手册.
 华北工控语音识别产品方案,助力线上金融客服系统实现智能质检
近年来,人工智能、5G、计算机技术等快速发展,改革了银行等金融行业的服务模式,线上金融业务量快速激增,客服中心呼叫量庞大,对客服的质检工作提出了挑战。01在AI、互联网、大数据等技术正逐步引领金融
华北工控语音识别产品方案,助力线上金融客服系统实现智能质检
近年来,人工智能、5G、计算机技术等快速发展,改革了银行等金融行业的服务模式,线上金融业务量快速激增,客服中心呼叫量庞大,对客服的质检工作提出了挑战。01在AI、互联网、大数据等技术正逐步引领金融
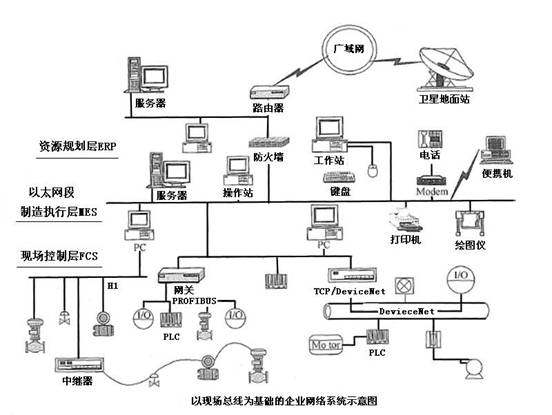 台达产品Devicenet与Ethernet网络在PLC制造厂的应用
中达电通股份有限公司 迟乐强【摘要】本文主要介绍了台达工控产品(PLC、变频器、温控器、等)在DviceNe网络及工业以太网方面的应用。【关键字】台达 现场总线 工业以太网 Devicenet P
台达产品Devicenet与Ethernet网络在PLC制造厂的应用
中达电通股份有限公司 迟乐强【摘要】本文主要介绍了台达工控产品(PLC、变频器、温控器、等)在DviceNe网络及工业以太网方面的应用。【关键字】台达 现场总线 工业以太网 Devicenet P
 台达产品在旋转自动门控制系统中的应用
----中达电通成都机电公司 陈光桃 摘要:随着科技和经济的高速发展,人们对智能建筑设备提出了越来越高要求,其中也包括智能建筑物中的旋转自动门控制系统。本文讨论将台达变频器、PLC等产品成功应用于
台达产品在旋转自动门控制系统中的应用
----中达电通成都机电公司 陈光桃 摘要:随着科技和经济的高速发展,人们对智能建筑设备提出了越来越高要求,其中也包括智能建筑物中的旋转自动门控制系统。本文讨论将台达变频器、PLC等产品成功应用于
 工业机器人需求高涨 | 华北工控可提供码垛机器人专用计算机产品方案
工业机器人,是实现工业自动化技术落地的重要组成之一,也是帮助企业降本增效的重要智能设备。随着工业4,0的持续推进,未来工业机器人市场有望继续保持快速增长。全自动码垛机器人,是应用最广泛的工业机器人
工业机器人需求高涨 | 华北工控可提供码垛机器人专用计算机产品方案
工业机器人,是实现工业自动化技术落地的重要组成之一,也是帮助企业降本增效的重要智能设备。随着工业4,0的持续推进,未来工业机器人市场有望继续保持快速增长。全自动码垛机器人,是应用最广泛的工业机器人
 台达自动化产品在木线条砂光机上的应用
基本介绍:近年来随着我国经济的快速发展和房地产业的崛起,人们对于家具的要求也越来越高,这就刺激了木工行业的快速发展,其中砂光机是一种用于木料板材抛光的木工设备,根据设备的工位可分有八道工序,即:粗
台达自动化产品在木线条砂光机上的应用
基本介绍:近年来随着我国经济的快速发展和房地产业的崛起,人们对于家具的要求也越来越高,这就刺激了木工行业的快速发展,其中砂光机是一种用于木料板材抛光的木工设备,根据设备的工位可分有八道工序,即:粗
 基于台达机电技术的伺服成型包覆丝机自动化设计
中达电通股份有限公司 谢伟伟 摘 要:在简要介绍包覆丝机工作原理的基础上重点研讨伺服成型包覆丝机自动化系统设计术。系统基于PLC控制平台与触摸屏、变频器、伺服驱动的集成控制结构。 关键
基于台达机电技术的伺服成型包覆丝机自动化设计
中达电通股份有限公司 谢伟伟 摘 要:在简要介绍包覆丝机工作原理的基础上重点研讨伺服成型包覆丝机自动化系统设计术。系统基于PLC控制平台与触摸屏、变频器、伺服驱动的集成控制结构。 关键
 台达产品在数控旋压机上的应用
中达电通股份有限公司伺服数控产品处 梁成民Liang Chengmin摘 要:本文在简述金属少无切削旋压成形工艺原理的基础上,重点描述基于中达电通PUTNC-H4-2数控系统与台达伺服系统系统集成
台达产品在数控旋压机上的应用
中达电通股份有限公司伺服数控产品处 梁成民Liang Chengmin摘 要:本文在简述金属少无切削旋压成形工艺原理的基础上,重点描述基于中达电通PUTNC-H4-2数控系统与台达伺服系统系统集成