主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face


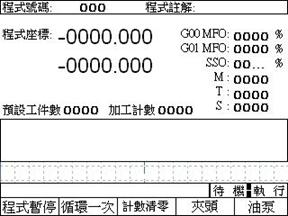
 自动画面下辅助功能键介绍:
自动画面下辅助功能键介绍:
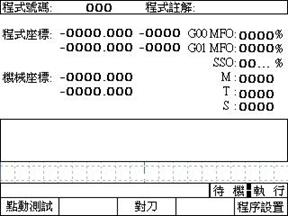
 手动画面下辅助功能键介绍:
手动画面下辅助功能键介绍:
 魏德米勒产品在Festo远程I/O模块中的应用
功能集成的发展趋势自始至终从未停止没有其他任何一项创新能够对自动化产生如此的影响力,或者形成如此可持续发展的方式来降低生产成本和提升产能,Festo的产品和技术营销主管Eberhard Klotz评
魏德米勒产品在Festo远程I/O模块中的应用
功能集成的发展趋势自始至终从未停止没有其他任何一项创新能够对自动化产生如此的影响力,或者形成如此可持续发展的方式来降低生产成本和提升产能,Festo的产品和技术营销主管Eberhard Klotz评
 华北工控智能交通 交通枢纽嵌入式计算机产品方案
城市交通系统作为政府公共服务建设中最为重要的一个环节之一,对其的智能化升级一直是提高城市运行效率的立脚点。交通枢纽是人流、物流线的中间节点,其系统运行效率,也对整个大的交通系统的周转产生影响。嵌入
华北工控智能交通 交通枢纽嵌入式计算机产品方案
城市交通系统作为政府公共服务建设中最为重要的一个环节之一,对其的智能化升级一直是提高城市运行效率的立脚点。交通枢纽是人流、物流线的中间节点,其系统运行效率,也对整个大的交通系统的周转产生影响。嵌入
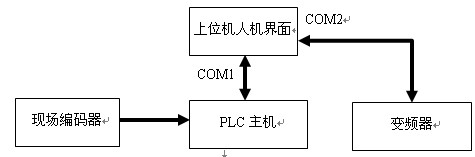 台达自动化产品在往复裁板锯上整合应用
摘 要: 本文主要介绍了台达自动化产品在木工机械设备——高速往复裁板锯电气控制系统上的整合应用,该设备能够根据用户预设裁板长度进行快速定长裁板,实现高效率生产加工,操作直观、灵活。整合应用体现了
台达自动化产品在往复裁板锯上整合应用
摘 要: 本文主要介绍了台达自动化产品在木工机械设备——高速往复裁板锯电气控制系统上的整合应用,该设备能够根据用户预设裁板长度进行快速定长裁板,实现高效率生产加工,操作直观、灵活。整合应用体现了
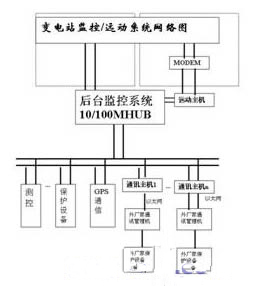 兆越产品在电站工程综合自动化通讯系统中的应用
项目背景 变电站自动化是在计算机技术和网络通信技术的基础上发展起来的,即应用自动控制技术和信息处理与传输技术,通过计算机硬软件系统或自动装置,代替人工对变电站进行监控、测量和运行操作的一种自动化系
兆越产品在电站工程综合自动化通讯系统中的应用
项目背景 变电站自动化是在计算机技术和网络通信技术的基础上发展起来的,即应用自动控制技术和信息处理与传输技术,通过计算机硬软件系统或自动装置,代替人工对变电站进行监控、测量和运行操作的一种自动化系
 基于紫金桥组态软件的产品质量跟踪管理系统
产品质量是企业生存和发展之本,产品质量管理系统作为产品出厂最后一道关口,对保证产品质量起着至关重要的作用,本文主要介绍基于紫金桥组态软件平台和关系数据库构建产品质量跟踪管理系统的方法和过程。整个系
基于紫金桥组态软件的产品质量跟踪管理系统
产品质量是企业生存和发展之本,产品质量管理系统作为产品出厂最后一道关口,对保证产品质量起着至关重要的作用,本文主要介绍基于紫金桥组态软件平台和关系数据库构建产品质量跟踪管理系统的方法和过程。整个系
 数据中心机房电气系统设计与监控产品选型
赵斌(安科瑞电气股份有限公司 上海 嘉定 201801)引言进入21世纪,国内也兴起了数据中心建设的热潮,尤其是近几年来,数据中心机房的数量、规模都有大幅增长,从几千平米到上万平方不等,尤以电信、金融
数据中心机房电气系统设计与监控产品选型
赵斌(安科瑞电气股份有限公司 上海 嘉定 201801)引言进入21世纪,国内也兴起了数据中心建设的热潮,尤其是近几年来,数据中心机房的数量、规模都有大幅增长,从几千平米到上万平方不等,尤以电信、金融
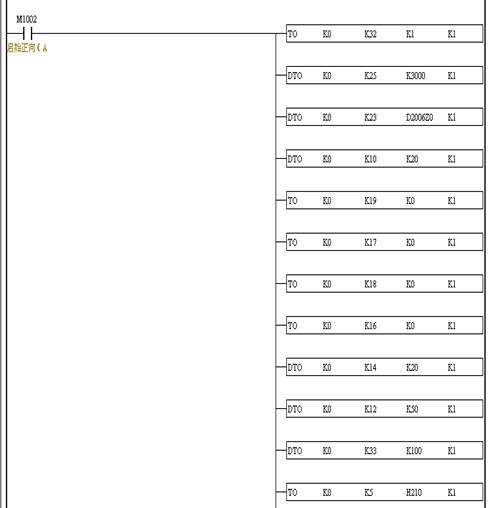 基于台达20PM的点胶机数控系统
摘 要:台达DVP20PM00产品是一款同时具有逻辑控制和位置控制的功能强大的PLC,可以灵活、高速、精确的完成平面两轴及三轴运动控制,可广泛运用到点胶机相关设备。 关键词:点胶机 台达20P
基于台达20PM的点胶机数控系统
摘 要:台达DVP20PM00产品是一款同时具有逻辑控制和位置控制的功能强大的PLC,可以灵活、高速、精确的完成平面两轴及三轴运动控制,可广泛运用到点胶机相关设备。 关键词:点胶机 台达20P
 基于DELTA机电产品的高精密斜臂式丝网印刷机
摘要:丝网印刷作为印刷方式其中之一,有着非常重要的地位,丝网印刷机械种类、型号繁多,但其基本工作原理相同。高精密斜臂式丝网印刷机有着较为普遍的意义。 关键字:可编程控制器(PLC)交流伺服(SER
基于DELTA机电产品的高精密斜臂式丝网印刷机
摘要:丝网印刷作为印刷方式其中之一,有着非常重要的地位,丝网印刷机械种类、型号繁多,但其基本工作原理相同。高精密斜臂式丝网印刷机有着较为普遍的意义。 关键字:可编程控制器(PLC)交流伺服(SER
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业