主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
摘要:近年来,随着国民经济的不断发展,传统的手工牙签包装已经无法满足市场的需求。为了提高生产效率,降低生产成本,本文基于四方CA100伺服系统所设计的牙签全自动包装机控制系统,自动完成送膜、包装、封膜及切割,运行稳定、生产效率高。
关键词:牙签包装机 伺服 控制系统
1 引言
包装机械大致可以分为立式包装机与枕式包装机。牙签包装机属于立式包装,它主要依靠自身重力,必要时辅以一定的机械作用便可完成包装,而且立式包装机一般都具有两种包装功能,机器运转时采用哪种包装方式取决于包装膜上分是有光标还是没有光标的。没有光标的包装膜只需满足所有机构线速度相同即可,而采用光标裁切,则需通过光标定位实现包装。近日,采一套基于四方CA100伺服驱动器及触摸屏所设计的牙签全自动包装机控制系统成功应用于浙江某机械厂,运行稳定、生产效率高。
2 工艺分析
牙签包装机主要由送膜装置、送料装置、封膜装置以及切割装置构成。其中送膜在设备的前后各有一部分,由送膜辊和送膜轴组成,主要负责把上下两层包装膜平整、均匀地送至封膜处,并与送料装置送来的牙签一起横向封合。随后在送至切割装置进行分包切割最后送至成品区。整个包装的工艺流程如图1所示。

图1 工艺流程
牙签包装机实物如图2所示。膜通过送膜轴带动送膜辊旋转送入封膜辊中,在初始位置有一个色标传感器,它通过与非色标区相比较来检测特定色标或物体上的斑点。色标传感器实际是一种反向装置,光源垂直于目标物体安装,而接收器与物体成锐角方向安装,让它只检测来自目标物体的散射光,从而避免传感器直接接收反射光,并且可使光束聚焦很窄。其中,送膜辊和拉膜辊是同步相连,封膜辊和切刀辊是同步相连,从而简化了整个设备运行的过程。

图2 牙签包装机
3 控制系统原理及架构
牙签自动包装机控制系统整体结构如图3所示。

图3 控制系统整体结构
系统由传统上下位机结构组成,上位机由EM1-070E系列触摸屏作为人机界面进行设备操作、参数设定及显示等功能。下位机是一台运动控制器,完成自动运行过程中送膜轴和封膜轴的定位控制。执行机构由CA100系列伺服系统完成。
包装机有两种工作模式:即膜有光标和无光标。无光标情况下,两个伺服间只需要进行简单的速度同步,使得送膜辊和封膜辊在线速度上一致,保证整个膜在运行过程中各部分速度相同即可。而有光标模式下,封膜的位置必须严格与色标的位置重合,这就需要送膜轴和封膜轴二者之间建立位置凸轮关系,在送膜轴将色标送到封膜辊处,封膜的封口也需要同一时间到达相同的位置,二者之间类似一个飞剪机构,整个过程由运动控制器控制伺服完成。
4 系统硬件及调试
牙签自动包装机控制系统的硬件部分主要包括伺服系统,运动控制器,触摸屏这几部分,其中在整个设备运行过程中最重要的还是伺服系统,它决定了控制系统的整体定位精度以及响应性。
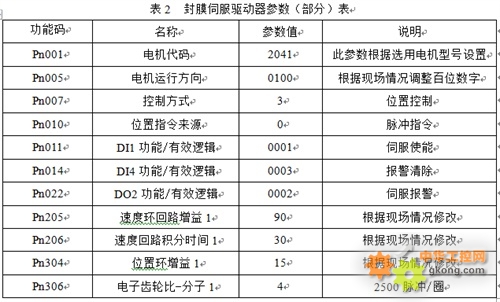
4.1 伺服系统及参数设置
伺服系统主要包含了送膜伺服和封膜伺服,本次设计中送膜伺服选用了CA100-T3R0AP系列,封膜伺服为CA100-T4R5AP,主要参数如下表所示:

4.2 整机调试
整机调试为测试系统的整体性能是否能满足实际生产的各项要求。整机调试需要注意以下问题:
(1)有光标模式下,设备启动前必须回零。
(2) 由于是面板电位计进行自动时速度调节,调试时开机前请确认速度是合理。
4.3 系统电气图
牙签自动包装机控制系统的电气图如图4所示。

图4 系统电气图纸
5 系统软件设计
5.1 上位机软件设计
HMI主界面如图5所示,可进行产量的设定,并显示设备的当前运行的速度、产能、产量、机械和报警状态等信息。整个人机界面分配了两级用户,分别提供给终端用户和设备厂家,二者各自有各自的登陆ID及密码,在特定的界面中,不同级别的用户享有不同权限的参数设置。
如图6所示参数设定界面,所有用户均可对机械及包装参数进行设定,满足更多包装的场合。设备的运行方式及界面的语言均可以在此界面中进行修改。

图5 HMI主界面

图6 参数设置界面
5.2 下位机软件设计
下位机软件主要是运动控制器的程序设计。主要包括色标检测纠偏、色标遮没及偏离、送膜和封膜两轴的电子凸轮控制三大部分。
由于机械以及色标喷涂的误差,设备运行过程中色标与封膜位置会出现偏差,为了产品的质量,因此必须进行纠偏。本此设计的控制系统利用在送膜初始端的色标传感器检测的色标个数计算出膜所行走的距离,与封膜电机编码器反馈回的脉冲所折算的距离进行比较,得出的偏差在凸轮控制中进行补偿,使得色标与封膜位置始终保持在同一位置合理误差范围之内,保证了成品的质量。
程序内色标内遮没功能,可有效避免包装膜污染,色标错印所引起的光电误动作,增加了整个系统的稳定性。并且在色标偏离色标传感器检测范围时,系统会自动停机并报警告知操作员。
6 结束语
本文基于四方电气机电产品所设计的牙签自动包装机控制系统,较好的解决了传统的手工牙签包装的效率低、成本高的问题。程序内部采用色标纠偏算法及凸轮控制,解决了生产过程中色标偏离、位置不准的问题。采用四方CA100系列伺服及EM1系列触摸屏,性能稳定、兼容性好、操作简便。系统稳定可靠,生产效率高,满足实际生产需求并得到了最终客户的认可。
参考文献
1、 深圳市四方电气EM1系列触摸屏编程手册. 深圳:深圳市四方电气技术有限公司. 2016
2、 深圳市四方电气CA100系列伺服驱动器使用说明书. 深圳:深圳市四方电气技术有限公司. 2016
关于四方电气
深圳市四方电气技术有限公司是深圳市民营高科技企业,是经国家认定的高新技术企业、深圳市科技和信息局认定的软件企业。公司成立于2004年,专业从事工业自动化产品的开发、生产、销售与服务。主要产品有伺服驱动器、变频器、永磁同步电机、PLC、HMI等。目前,四方电气拥有员工300余人,营销网络遍布国内及海外60多个国家和地区。
四方电气以成为“卓越的自动化产品和解决方案提供商”为企业愿景,为保证专业技术的领先性和创新性,通过持续投入和优化研发布局不断提高产品的核心竞争力。公司以拥有独立自主知识产权的专业技术为依托,紧密贴近客户,持续为客户提供满意产品和解决方案,以及主动的增值性服务,力促产业发展升级。目前,公司的产品已经广泛应用于机床、塑胶、起重、建筑、纺织、电线电缆、空压机、供水、暖通空调、食品、印刷包装等多个领域。
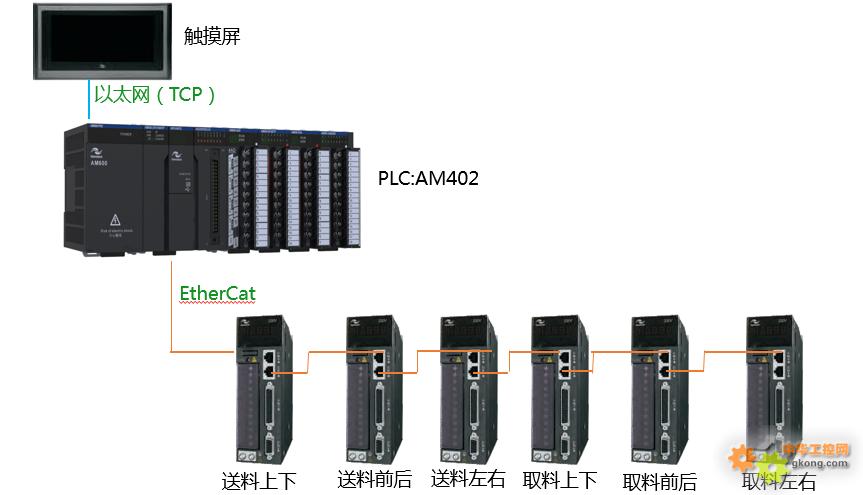 异形件埋入工艺全自动取放料电气系统方案
项目背景:该项目为立式注塑机埋入件行业项目,其工作原理为通过取料机构进行分别夹取电机所需材料铁质以及磁片放到料盘中,运动到机械手位置,机械手进行夹取放料至压机中,压机压料完成后,机械手取料放给放料
异形件埋入工艺全自动取放料电气系统方案
项目背景:该项目为立式注塑机埋入件行业项目,其工作原理为通过取料机构进行分别夹取电机所需材料铁质以及磁片放到料盘中,运动到机械手位置,机械手进行夹取放料至压机中,压机压料完成后,机械手取料放给放料
 研祥工控机在自动语音系统中的应用
[系统概述]自动总机系统是一套完整的语音处理系统,它可与单位的电话交换系统或外线电话相连接,而且能够应答来电,并将其转接到要转的分机,当转接电话遇到占线,无人接听,空号等情况,可根据需要转至其它分机
研祥工控机在自动语音系统中的应用
[系统概述]自动总机系统是一套完整的语音处理系统,它可与单位的电话交换系统或外线电话相连接,而且能够应答来电,并将其转接到要转的分机,当转接电话遇到占线,无人接听,空号等情况,可根据需要转至其它分机
 台达自动化产品在木线条砂光机上的应用
基本介绍:近年来随着我国经济的快速发展和房地产业的崛起,人们对于家具的要求也越来越高,这就刺激了木工行业的快速发展,其中砂光机是一种用于木料板材抛光的木工设备,根据设备的工位可分有八道工序,即:粗
台达自动化产品在木线条砂光机上的应用
基本介绍:近年来随着我国经济的快速发展和房地产业的崛起,人们对于家具的要求也越来越高,这就刺激了木工行业的快速发展,其中砂光机是一种用于木料板材抛光的木工设备,根据设备的工位可分有八道工序,即:粗
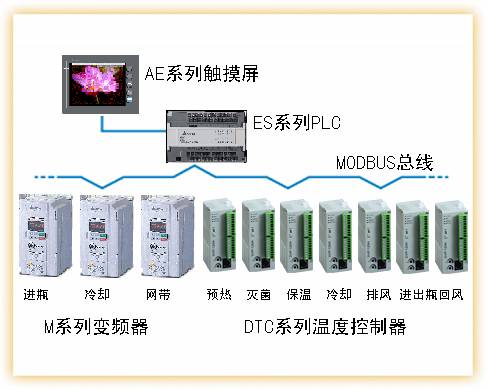 台达自动化产品在隧道式灭菌干燥箱上的应用
中达电通股份有限公司PLC产品处 李 振 Li Zhen摘 要:本文主要介绍台达机电自动化平台在隧道式灭菌干燥箱电气控制系统中应用技术。项目采用了台达公司的ES系列PLC、AE系列触摸屏、M系列变
台达自动化产品在隧道式灭菌干燥箱上的应用
中达电通股份有限公司PLC产品处 李 振 Li Zhen摘 要:本文主要介绍台达机电自动化平台在隧道式灭菌干燥箱电气控制系统中应用技术。项目采用了台达公司的ES系列PLC、AE系列触摸屏、M系列变
 四方电气V560系列变频器在注塑机上的应用
引言近几年塑料行业发展越来越迅速,其中注塑行业也正迎来一个飞速发展的机遇。但同时行业内的竞争也日渐激烈,各厂家除了重视产品质量和品牌外,也越来越重视生产成本的控制。从注塑机工艺过程知道,在注塑成型产
四方电气V560系列变频器在注塑机上的应用
引言近几年塑料行业发展越来越迅速,其中注塑行业也正迎来一个飞速发展的机遇。但同时行业内的竞争也日渐激烈,各厂家除了重视产品质量和品牌外,也越来越重视生产成本的控制。从注塑机工艺过程知道,在注塑成型产
 四方电气CA100和E580在雪花砂光机上的应用方案
雪花砂光机主要用于多种型号不锈钢、铝、铜等材质的平板卷带表面雪花砂的加工处理,稳定的传送速度、精准的进料位置是决定砂纹加工处理效果的主要因素。本方案介绍了四方电气CA100伺服系统和E580通用型变
基于紫金桥软件的仓储自动化管理系统的应用
粮食作为我国重要的战略资源,由于其生产的季节性,因此粮食的存储是关系到国计民生的大事,粮库的自动化监控有利于提高粮库的运行水平,减少粮食在存储过程中的损耗,降低劳动强度。 一个完整的粮库计
自动化、无人化称重系统,工业级显示器应用案例
矿山、码头、仓库等大型集散中心附近,常有一种汽车衡,又叫地磅称重的设备,这是一种设置在地面的称重装置,通常用来称卡车的吨数,是厂矿、商家等用于大宗货物计量的主要的称重设备,一个基本的地磅称重由称重系
四方电气CA100和E580在雪花砂光机上的应用方案
雪花砂光机主要用于多种型号不锈钢、铝、铜等材质的平板卷带表面雪花砂的加工处理,稳定的传送速度、精准的进料位置是决定砂纹加工处理效果的主要因素。本方案介绍了四方电气CA100伺服系统和E580通用型变
基于紫金桥软件的仓储自动化管理系统的应用
粮食作为我国重要的战略资源,由于其生产的季节性,因此粮食的存储是关系到国计民生的大事,粮库的自动化监控有利于提高粮库的运行水平,减少粮食在存储过程中的损耗,降低劳动强度。 一个完整的粮库计
自动化、无人化称重系统,工业级显示器应用案例
矿山、码头、仓库等大型集散中心附近,常有一种汽车衡,又叫地磅称重的设备,这是一种设置在地面的称重装置,通常用来称卡车的吨数,是厂矿、商家等用于大宗货物计量的主要的称重设备,一个基本的地磅称重由称重系
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业