主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
该项目为立式注塑机埋入件行业项目,其工作原理为通过取料机构进行分别夹取电机所需材料铁质以及磁片放到料盘中,运动到机械手位置,机械手进行夹取放料至压机中,压机压料完成后,机械手取料放给放料机构,放料机构进行根据实际情况通过可设定码垛进行依次放料处理
通过取放料机构以及机械手配合实现替换人工进行取放料操作,在效率以及安全系数方面进行了提升。
效率:取放料机构要求:25S以内实现料盘一次取料成功
易用:程序多功能开关实现对实际现场码垛料盘实现可设定可现实,更直观的操作应用,且每组码垛数量均可设定
精度:如果取料机构取放材料由于定位精度出现放置料盘偏差,将导致机械手无法正常取料,导致后续无法加工,精度要求50丝
稳定:报警显示要直观,且对于报警部分的处理,可以通过故障复位实现再次动作,不能出现由于报警导致机器不能开机的情况出现
序号
产品名称
型号
备注
数量
1
HMI
MT8103IE
人机界面
1
2
PLC
AM402-CPU1608TP/TN
控制器
1
3
输入模块
GL10_3200END
32位输入
1
4
输出模块
GL10_3200ETN
32位输出
1
5
伺服驱动器
IS620NS1R1I
100W驱动
3
6
伺服电机
MS1H1-10B30CB-A331Z
100W电机
3
7
伺服驱动器
IS620NS1R6I
200W驱动
3
8
伺服电机
MS1H1-20B30CB-A334Z
200W电机
2
9
伺服电机
MS1H1-20B30CB-A331Z
200W电机
1
五、方案拓扑图:
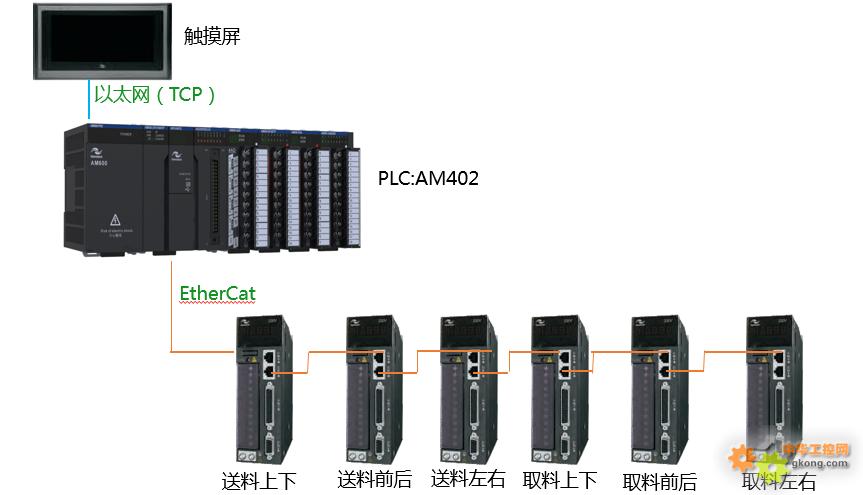
六、方案说明:
触摸屏采用以太网形式通讯PLC,PLC采用EtherCat通讯伺服实现控制,采用IO点进行控制机械手。
七、方案优点:
通讯优点:该方案采用汇川中型PLC,基于EtherCat进行控制伺服,该通讯控制方式最快速率可达100M,对于现场要求伺服响应速度快,有很明显的影响
伺服优点:伺服采用汇川620N 23位绝对值伺服,该伺服编码器分辨率为8388608,足够满足现场要求的定位精度,并且采用绝对值方式伺服,采用绝对值情况下的伺服,不仅仅可以实现节省原点以及限位开关,更提升初始化原本伺服回原点时间,且根据实际现场应用带有电池的绝对值伺服理论使用年限为37年
控制优点:采用中型PLC进行控制基于Codkeys系统,在编程易用上,比较小型PLC有一定程度上的提升,可自定义编写集成FB实现一个功能块集成轴所需的全部指令控制。
拓展优点:通过程序功能开关的使用,可由现场人员实现针对放料码垛根据实际情况进行选择码垛数量以及码垛排数,放料3个伺服,且3个伺服均可以针对现场机械位置实现不同的码垛位置参数可变。
八、现场难点及问题解决:
该项目为逻辑控制为主,所以出现的问题主要需要配合客户机械进行修改
1、取料部分料盘由于机械加工导致每个间隔不一样,但是要求放置位置必须准确
根据实际夹取料,对于料盘纵向4组磁片以及4组铁质,以当前取料位进行记录,实现根据当前记录位置来改变取料的横向放料位置进行位置纠偏
2、放料部分的翻转气缸距离放料过紧,导致翻转出现触碰
添加功能,实现现场人员可设定安全放料位置对翻转气缸翻转时机进行控制,并且针对翻转气缸的动作对于伺服进行对伺服进行轨迹规划控制
3、由于机械加工对于放料料仓的加工精度达不到,但是必须保证每次放料必须准确
该问题主要针对横向以及纵向码垛的基础上,添加纵深伺服码垛记录,以现场可设定参数实现,根据当前横向以及纵向码垛位置来控制纵深码垛伺服的位置控制
该设备发往终端客户
效率:取料放置料盘效率为23s一盘,测试阶段可达到19s,为保证稳定,降速为23s,满足客户效率要求
精准:取料部分保证电机所需磁片以及铁质,放料到料盘准确,未出现由于放置位置偏差导致机械手无法取料的情况出现
易用:原客户采用21组放料码垛,现采用10组码垛控制,无需修改程序,在功能开关界面选择10组码垛设置即可。
 基于 PC 的楼宇自动化系统在弗劳恩霍夫 IAO 虚拟工程中心的应用
新建的虚拟工程中心(ZVE)的设计与其内部进行的科研工作一样具有创新意义。灵活、全方位的楼宇自动化系统创造了无限的可能性,并能整体地节约能源。系统集成商 Herrmann GmbHCo. KG
基于 PC 的楼宇自动化系统在弗劳恩霍夫 IAO 虚拟工程中心的应用
新建的虚拟工程中心(ZVE)的设计与其内部进行的科研工作一样具有创新意义。灵活、全方位的楼宇自动化系统创造了无限的可能性,并能整体地节约能源。系统集成商 Herrmann GmbHCo. KG
 非标自动化设备远程调试远程诊断
项目背景非标自动化设备是一种根据客户需求定制的非标准类的自动化设备,是按企业用户工艺要求量身设计、定制的自动化机械设备,其操作方便、灵活,功能可按用户的要求定制,可更改余地大,常用于包装、环保、印刷
非标自动化设备远程调试远程诊断
项目背景非标自动化设备是一种根据客户需求定制的非标准类的自动化设备,是按企业用户工艺要求量身设计、定制的自动化机械设备,其操作方便、灵活,功能可按用户的要求定制,可更改余地大,常用于包装、环保、印刷
 工业以太网交换机在钢铁自动化生产线监控系统中的应用
钢铁自动化生产线监控系统的主要有两大功能:一方面,结合设备的运行状态信息可以对设备进行维修管理,保证设备正常的运行,将设备故障率降低到最低,同时将维修成本降低。另一方面,可以实时监控设备的生产状态,
工业以太网交换机在钢铁自动化生产线监控系统中的应用
钢铁自动化生产线监控系统的主要有两大功能:一方面,结合设备的运行状态信息可以对设备进行维修管理,保证设备正常的运行,将设备故障率降低到最低,同时将维修成本降低。另一方面,可以实时监控设备的生产状态,
 基于台达机电技术的伺服成型包覆丝机自动化设计
中达电通股份有限公司 谢伟伟 摘 要:在简要介绍包覆丝机工作原理的基础上重点研讨伺服成型包覆丝机自动化系统设计术。系统基于PLC控制平台与触摸屏、变频器、伺服驱动的集成控制结构。 关键
紫金桥实时数据库在轧钢加热炉加热工艺在线优化控制系统中的作用
一、概述 近十年来,随着节能工作进一步开展,作为能耗大户的钢铁企业必然需要做出更多的努力来实现节能降耗的目的。在钢厂的节能改造中耗能较多的设备首当其冲,轧钢使用的加热炉就是这样一种设备,其热效率
罗克韦尔自动化中压变频器解决方案帮助大庆炼油厂每年降低能源消耗41%
在大庆石化炼油厂,3,500吨常压处理生产线一直保持每天8,000到10,600吨原油的稳定流量。但是,原油泵在输送原油过程中消耗大量的电能。为了保持竞争力和低价位,寻找一种更加高效的油泵控制方法
基于台达机电技术的伺服成型包覆丝机自动化设计
中达电通股份有限公司 谢伟伟 摘 要:在简要介绍包覆丝机工作原理的基础上重点研讨伺服成型包覆丝机自动化系统设计术。系统基于PLC控制平台与触摸屏、变频器、伺服驱动的集成控制结构。 关键
紫金桥实时数据库在轧钢加热炉加热工艺在线优化控制系统中的作用
一、概述 近十年来,随着节能工作进一步开展,作为能耗大户的钢铁企业必然需要做出更多的努力来实现节能降耗的目的。在钢厂的节能改造中耗能较多的设备首当其冲,轧钢使用的加热炉就是这样一种设备,其热效率
罗克韦尔自动化中压变频器解决方案帮助大庆炼油厂每年降低能源消耗41%
在大庆石化炼油厂,3,500吨常压处理生产线一直保持每天8,000到10,600吨原油的稳定流量。但是,原油泵在输送原油过程中消耗大量的电能。为了保持竞争力和低价位,寻找一种更加高效的油泵控制方法
 台达产品在旋转自动门控制系统中的应用
----中达电通成都机电公司 陈光桃 摘要:随着科技和经济的高速发展,人们对智能建筑设备提出了越来越高要求,其中也包括智能建筑物中的旋转自动门控制系统。本文讨论将台达变频器、PLC等产品成功应用于
台达产品在旋转自动门控制系统中的应用
----中达电通成都机电公司 陈光桃 摘要:随着科技和经济的高速发展,人们对智能建筑设备提出了越来越高要求,其中也包括智能建筑物中的旋转自动门控制系统。本文讨论将台达变频器、PLC等产品成功应用于
 台达HMI&PLC在自动泡塑成型机中的应用
摘 要:本文主要介绍台达触摸屏人机界面(HMI)和ES系列PLC在自动泡塑成型机控制系统的运用。 关键词:HMI PLC 配方功能1 引言 可发性聚苯乙稀泡沫塑料(EPS)是一种以气体为填料的复
台达HMI&PLC在自动泡塑成型机中的应用
摘 要:本文主要介绍台达触摸屏人机界面(HMI)和ES系列PLC在自动泡塑成型机控制系统的运用。 关键词:HMI PLC 配方功能1 引言 可发性聚苯乙稀泡沫塑料(EPS)是一种以气体为填料的复
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业