主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
PLC 系统架构图
监控系统 -- 人机界面
台达人机界面采用先进Windows RTOS的技术,系统俱备多任务及实时性的功能,所以比传统单工系统人机界面俱有速度快、响应快及稳定性高等优势。
本系统使用台达DOP-A系列5.7”单色人机界面,对系统进行操作、监控制和参数的设置,主要的工作包括:
·运行模式选择(手动、自动)
·控制功能(运行,停止,寸动前进,寸动后退,清零,追色,补码,回切功能选择)
·参数的设置(封切速度、批量、停机时间、总数、切带长度、封切速度、误差次数)
·监控及报警讯息
.人机界面操作方便,故障、报警信息简要明朗,通过人机界面可以大大方便操作员对塑料封切机的控制,提高生产效率。
伺服驱动系统
台达ASDA系列伺服由低惯量100W到中惯量3KW产品齐全,其功能除了传统伺服驱动位置控制、速度控制及扭力控制外,更开发了伺服驱动的新技术—强健性控制;所以ASDA系列伺服俱有响应速度快、低转速具有高刚性而且非常稳定运转等优异的特性。
伺服系统是封切机的执行机构,它的好坏直接影响到切袋的精度和系统的稳定性。本系统充分展现了台达伺服系统的优势 – 【通讯能力及内含NC控制器的功能】,PLC通过通讯的方式与ASDA伺服进行控制,达到高精度、高速度的要求。
变频器调速系统
变频器调速系统主要是对系统的送料速度、封切速度、出料速度进行调节控制,使送料、封切、出料达到很好的协调工作。本系统由成本和操作人员的习惯考量,仍采用了旋钮式的变频器调速装置,此方案俱侑有方便、直观的特点。
其它辅助系统
系统其它辅助系统还包括温度控制系统和气动打孔装置。温度控制系统采用了简易温度控制调节系统,通过调节温度盘的旋钮,可以调节到用户需要的恒定温度,该系统具有方便调节、价格低廉、恒温性好、、等特点。气动打孔装置主要是对塑料包装袋(有的食品包装袋需要打孔)进行打孔,通过安装在轮轴上的位置传感器,当轮轴转到设定的位置后,信号会触发气阀打开,完成打孔的动作。
4. 操作与调试
机械设计时,需要满足:
·(主)变频器频率工作在60Hz时,切刀与封刀来回往复运动达140次/分钟。
·在满足伺服电机的实际连续运行转速要小于或等于其额定转速及其它特性的要求下,伺服机构的传动比及出料辊的外径的合理设计是满足工艺要求(1)的关键。
伺服传动机构采用同步带传动,伺服编码器脉冲数为2500P/R,故其本身误差远远小于0.5mm,引起定位误差较大的真正原因是由于伺服电机起停不够平滑,或者由于送料端的送料速度小于出料辊的出料速度,造成出料辊与塑料薄膜之间的相对滑动;故需要根据伺服电机的起停速度调整合适的加减速时间,调整送料变频器频率使其送料速度要大于出料辊的出料速度,调整结果要以出料辊与塑料薄膜之间不发生相对滑动为准。
温控器的设定温度一般设定在200℃左右,根据主电机的转速高低适当微调温控器的设定温度 (以胶袋封口处结实耐拉为合格的标准)。需注意当主电机转速较快时,封刀上下往复运动快,封口时间短,若封刀温度偏低,会导致胶袋封口处不牢;当主电机转速较低时,封口时间长,若封刀温度偏高,会导致胶袋封口处烫穿。
PLC程序根据伺服机构的机械传动比、伺服驱动器的电子齿轮比、伺服电机编码器的线数以及出料辊的周长,可计算出伺服驱动器接收一定数量的脉冲时,伺服电机就驱动出料辊转动带出一定长度的胶袋`。如此即可实现定长控制。
色标封切时,PLC若在设定批量内检测不到时色标累计达到设定的保护值,PLC需停止各电机运转,并提示报警。
当回切功能运行开时,需确认设定回切长度是否工作正常及切袋是否准确完善。
外接旋钮调位器可对主电机、送料电机、出料电机进行调速;人机界面上伺服速度的设定值可对伺服调速。
系统包括:自动运行模式、手动运行模式及手动调试模式;自动/手动运行模式为生产操作模式,手动调试模式在调机或维修时使用。
5. 本系统使用以下产品
(1)台达ES系列 PLC ( DVP-14ES)
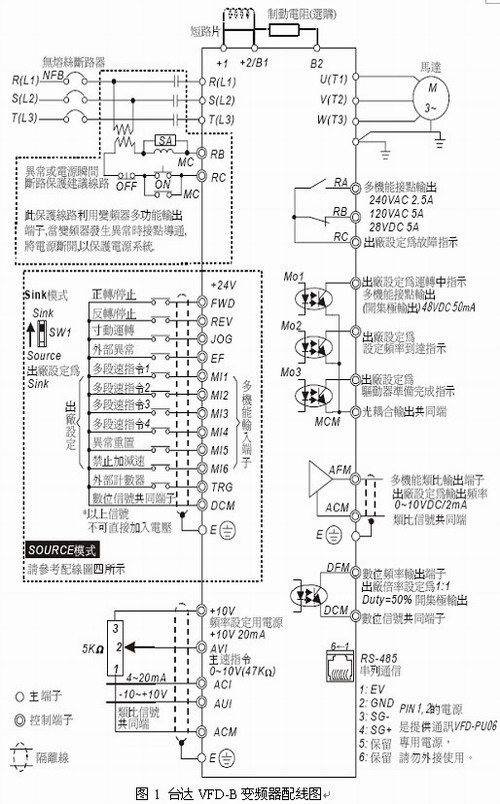
(2)台达A Type变频器 ( VFD007A23A /VFD004A23A )
(4)台达ASDA系列伺服
(5)台达DOP-A人机界面
(6)SICK公司KT5-2 色标感应器
(7)温度控制盘
(8)气动打孔装置
6.总结
提供客户【稳定可靠的系统集成方案】是中达电通经营的宗旨,此次【塑料封切机】项目,中达电通结合了台达PLC、台达变频器、台达伺服和台达人机界面..等自身产品,为客户开发了一套稳定可靠的系统,不但满足了客户工艺的要求,更提高了客户设备的可靠性和提升了客户设备的工作效率,再次证明中达电通为提供客户【稳定可靠的系统集成方案】的精神努力不懈。
参考文献 :
中达电通 台达 PLC 手册
中达电通 台达 伺服 手册
中达电通 台达 PLC 手册
中达电通 台达 变频器 手册
 台达DVCS分布式图像显示控制系统成功应用湛江钢铁监控中心
项目背景宝钢湛江钢铁项目是广东钢铁产业结构优化调整的龙头项目,是广东适应经济发展新常态、推动产业转型升级的标志性重大项目,同时也是湛江经济跨越发展的重要引擎。该项目承载着湛江的希望和宝钢二次创业的梦想
台达DVCS分布式图像显示控制系统成功应用湛江钢铁监控中心
项目背景宝钢湛江钢铁项目是广东钢铁产业结构优化调整的龙头项目,是广东适应经济发展新常态、推动产业转型升级的标志性重大项目,同时也是湛江经济跨越发展的重要引擎。该项目承载着湛江的希望和宝钢二次创业的梦想
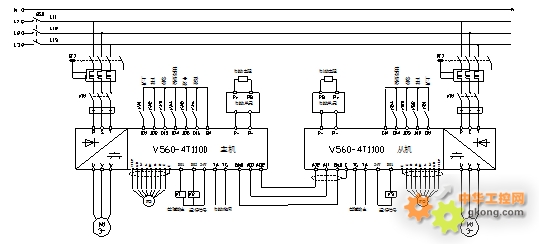 四方电气V560变频器在双吊点启闭机上的应用
深圳市四方电气技术有限公司提供摘要:本文主要介绍了四方V560高性能变频在双吊点启闭机主从控制上的应用,成功的解决了两台以上电机同时驱动一个刚性负载时,容易造成负载分配不均匀的问题,合理的解决了一台
四方电气V560变频器在双吊点启闭机上的应用
深圳市四方电气技术有限公司提供摘要:本文主要介绍了四方V560高性能变频在双吊点启闭机主从控制上的应用,成功的解决了两台以上电机同时驱动一个刚性负载时,容易造成负载分配不均匀的问题,合理的解决了一台
 森兰SB70变频器在铅锌矿提升机上的应用
一、概述矿井提升机广泛用于煤矿、有色金属、黑色金属、非金属等矿山的竖井、斜井的提升,提升机系统用作提升矿物料及设备等。在整个生产过程中,提升机占有非常重要的地位。采矿生产是24小时连续作业的,即使故
应用于塑料加工行业的开放式自动化解决方案
塑料加工机械的需求日趋增多。设备制造商面临着巨大的挑战:需要设计新的解决方案,以提高产量,更需要满足控制精度和灵活性方面提出的新要求。与此同时,更需要承担减少运行费用和前期投资所带来的巨大压力。依
森兰SB70变频器在铅锌矿提升机上的应用
一、概述矿井提升机广泛用于煤矿、有色金属、黑色金属、非金属等矿山的竖井、斜井的提升,提升机系统用作提升矿物料及设备等。在整个生产过程中,提升机占有非常重要的地位。采矿生产是24小时连续作业的,即使故
应用于塑料加工行业的开放式自动化解决方案
塑料加工机械的需求日趋增多。设备制造商面临着巨大的挑战:需要设计新的解决方案,以提高产量,更需要满足控制精度和灵活性方面提出的新要求。与此同时,更需要承担减少运行费用和前期投资所带来的巨大压力。依
 台达产品在数控旋压机上的应用
中达电通股份有限公司伺服数控产品处 梁成民Liang Chengmin摘 要:本文在简述金属少无切削旋压成形工艺原理的基础上,重点描述基于中达电通PUTNC-H4-2数控系统与台达伺服系统系统集成
台达产品在数控旋压机上的应用
中达电通股份有限公司伺服数控产品处 梁成民Liang Chengmin摘 要:本文在简述金属少无切削旋压成形工艺原理的基础上,重点描述基于中达电通PUTNC-H4-2数控系统与台达伺服系统系统集成
 台达变频器在并纱机上的应用
摘要:本文主要介绍了并纱系统的工艺及控制要求,基于台达变频器设计了并纱机电气控制系统,该系统投产后运行稳定,具有工艺调节灵活,成纱质量好等。 关键词:变频器 并纱机 控制系统VFD-B变频器 V
台达变频器在并纱机上的应用
摘要:本文主要介绍了并纱系统的工艺及控制要求,基于台达变频器设计了并纱机电气控制系统,该系统投产后运行稳定,具有工艺调节灵活,成纱质量好等。 关键词:变频器 并纱机 控制系统VFD-B变频器 V
 海为PLC在面袋对缝机上的应用
作者:河北用户前言:现阶段面袋缝线工作,主要是依靠人工的方式装面袋放在设备进行缝线。人工劳动强度大,并且效率低下。这个情况下,全自动上料双缝一体机出现在广大用户的面前。一、 控制要求 现要求PLC控
海为PLC在面袋对缝机上的应用
作者:河北用户前言:现阶段面袋缝线工作,主要是依靠人工的方式装面袋放在设备进行缝线。人工劳动强度大,并且效率低下。这个情况下,全自动上料双缝一体机出现在广大用户的面前。一、 控制要求 现要求PLC控
 台达自动化产品在塑料床垫成型机上整合应用
摘 要: 本文主要介绍台达自动化产品在塑料床垫成型机控制系统上的整合应用。该控制系统结合台达HMI、PLC、变频器、温控器等自动化产品,操作直观、灵活,大大提高了系统运作效率,体现出台达自动化产
台达自动化产品在塑料床垫成型机上整合应用
摘 要: 本文主要介绍台达自动化产品在塑料床垫成型机控制系统上的整合应用。该控制系统结合台达HMI、PLC、变频器、温控器等自动化产品,操作直观、灵活,大大提高了系统运作效率,体现出台达自动化产
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业