主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
在生产加工过程中,丝网、布料、板材、金属薄片等材料的切割常用方式有手工切割、半自动切割机切割及自动化切割机切割。手工切割灵活方便,但手工切割质量差、材料浪费大、后续加工工作量大,同时劳动条件恶劣,生产效率低。半自动切割机中仿形切割机,切割工件的质量较好,由于其使用切割模具,不适合于单件、小批量和大工件切割。其它类型半自动切割机虽然降低了工人劳动强度,但其功能简单,只适合一些较规则形状的零件切割。自动化切割相对手动和半自动切割方式来说,可有效地提高板材切割地效率、切割质量,减轻操作者地劳动强度。在我国的一些中小企业甚至在一些大型企业中使用手工切割和半自动切割方式还较为普遍。
皮尔磁 运动控制系统提供同步多轴、单轴解决方案或安全驱动解决方案。借助皮尔磁的解决方案,用户可以在一个项目中创建符合IEC 61131-3标准的从基本PLC功能到运动控制和CNC功能的完整用户程序,可以快速且简单地执行大量复杂任务。运动控制系统PMCprimo MC(独立式)和运动控制卡PMCprimo C(基于驱动器)可以实施高性能应用,例如轨迹插补。系统开发平台清晰的界面结构可以在线提供更广泛的选项,简化设备调试。
基于皮尔磁运动控制系统开发的多轴同步切割机,是一台新型的多轴同步切割设备,可用用丝网、布料、板材、金属薄片等材料的切割。该切割机使用皮尔磁的PMCprimo MC作为系统的主控制器,24台PMCtendo DD5伺服驱动器分别驱动24台PMCtendo AC5伺服电机的实时运行。控制器与驱动器之间使用CANopen总线通讯,通讯周期1ms,使系统具备了良好的实时性。系统程序基于Codesys平台开发,标准的IEC61131-3开发语言使用户可以快速的进行系统编程。此外,系统还支持基本的G代码导入功能,方便用户对加工工件的图案的编辑。借助运动控制器中强大的插补功能,切割机可以灵活而简捷地实现多种类型图案的切割。

图1:切割机系统拓扑图
为了解决传统单驱结构加工空间小、机床占地大、系统刚性低、加工效率低以及容易导致系统惯量不匹配从而增加不必要的机械成本和电机功率并诱发系统产生低频共振问题而降低加工精度等问题,该设备使用龙门双驱结构。基座左右两侧的伺服电机经过精准的同步控制,控制整个横梁的前进后退。根据驱动轴的个数,通常以龙门双驱机构或龙门多驱结构最为常见。以最常见的龙门双驱结构为例,由于采用双边驱动,使加工范围大幅提高,床身占地面积大幅降低、运动部件质量大幅降低、机械元件和电机成本大幅降低,运行速度大幅提高。

图2:切割机机械结构
然而,伴随而来的双边同步控制问题和机械结构刚性问题成为设备制造商最大的困扰。许多厂家面对市场对高端设备的需求,纷纷把目光投向龙门双驱系统,然而由于对着类型系统的原理和存在的问题不甚了解,对如何保证双边驱动同步性,提高加工精度和速度等问题十分困惑安定犹豫不决。在此,结合此类型控制问题常用的几种方法给与简单的陈述。一般龙门系统,如果系统机械对称性良好,机械结构刚性较高,龙门跨度不大,为了便于控制,通常采用主从方式,即一边为主,一边跟随。这种方式控制十分简单,除回零过程需要做适当的处理外,其他控制非常简单易于调试。在用户对自己设备的机械刚性好坏不确定的情况下,一般先使用主从方式运行。如果运行速度提不上去,或参数调整非常困难,精度与设计相差很远,则说明系统的刚性较低或对称性不好,主从方式将成为系统性能提高的瓶颈。第二种方法交叉耦合自动纠偏就成为必需。这种方法采用交叉耦合的方法,动态跟踪双边的运动跟随误差,从而动态调整。其参数调节较为复杂,但是可以通过较为复杂的控制算法实现对机械刚性不好,对称性不高的龙门系统实现控制补偿,从而实现高速高精度。皮尔磁可借助特有的电流补偿技术,实现驱动器层面的同步和交叉耦合。
在双驱底座之上是切割机设备的横梁,横梁上配置了两套独立的Y轴,分别驱动左右切割工作区的Y轴方向的运动,每套Y轴悬挂一个X轴基座,每个基座配置8个旋转轴,控制切割刀的切割方向。单台设备共使用24台伺服电机用来实现设备的运动控制。该设备配置了16把切割刀,这些切割刀可以在系统的插补控制下,准确地同步工作,切割出或简单或复杂的形状,极大地提高了切割效率。
图案的切割通过皮尔磁运动控制器中强大的插补功能实现。插补,即运动控制系统依照一定方法确定刀具运动轨迹的过程。也可以说,已知曲线上的某些数据,按照某种算法计算已知点之间的中间点的方法,也称为“数据点的密化”;运动控制器根据输入的零件程序的信息(可以是G代码),将程序段所描述的曲线的起点、终点之间的空间进行数据密化,从而形成要求的轮廓轨迹,这种“数据密化”机能就称为“插补”。
一个零件的轮廓往往是多种多样的,有直线,有圆弧,也有可能是任意曲线,样条线等。插补方式有:直线插补,圆弧插补,抛物线插补,样条线插补等。直线插补是运动控制器上常用的一种插补方式,在此方式中,两点间的插补沿着直线的点群来逼近,沿此直线控制切割刀具的运动。圆弧插补是另外一种插补方式,在此方式中,根据两端点间的插补数字信息,计算出逼近实际圆弧的点群,控制刀具沿这些点运动,加工出圆弧曲线。
在刀具切割运动中,由于刀具的切割方向理论上需要与切割轨迹保持实时的平行,所以该切割系统在运动过程中,需要实时控制切割刀的刀片朝向。在本切割机中,切割刀的切割方向通过连接在刀具上的一个旋转伺服来调整。借助皮尔磁运动控制器中特有的实时任务(Real-time Task)功能,确保刀具在每一个程序执行周期的固定时刻进行一次角度调整,实现刀具的朝向修正。
相对于市面上现有的自动化切割设备,基于皮尔磁运动控制器开发的这台多功能切割设备最大的优势在于其高效性、精确性和灵活性。目前,市面常见的切割机最多支持2个工件同时切割,而本设备则通过其特殊的结构设计,实现了16个工件的同时切割,加工效率得到极大的提高。尽管16个工位同时工作给工作台的稳定性带来了挑战,龙门双驱结构使得切割机在多工件同时加工时的结构稳定性和精确性得到保证。灵活性方面,皮尔磁运动控制器对G代码的支持极大的方便了用户切割图形的规划和设计。
皮尔磁控制运动系统极大的灵活性,使得用户可以在很短的时间内完成复杂的系统开发并方便最终用户的使用。在多轴控制、插补应用、高精度实时运动控制场合,皮尔磁运动控制系统是一个不错的选择。
 台达VFD-VL变频器搭配同步马达在电梯上的应用
1 VFD-VL简介VFD-VL为电梯专用变频器,是台达基于多年变频器设计的经验,使用最新的控制技术,提供高可靠性和高安全性;内置感应电机与同步电机的驱动技术,适应性广,是新一代的电梯专用驱动器。
四方E310变频器在线切割机床上的应用
E310变频器在线切割机床上的应用一.电火花线切割机简介。 1.电火花切割机的工作原理是:卷绕在丝筒上的电极丝(一般快走丝和中走丝线切割机用钼丝,慢走丝线切割机用黄铜丝)与高频脉冲电源的负极相接,连
数控火焰切割机切割速度与氧气纯度的关系
数控火焰切割机的功能及性能已比较完善。特别是基于工业控制计算机的国产操作系统的出现,图形切割代码自动转换软件的应用,加上其独有的中厚板材切割的优势及低廉的加工成本,数控等离子切割机在一定时间内将
台达VFD-VL变频器搭配同步马达在电梯上的应用
1 VFD-VL简介VFD-VL为电梯专用变频器,是台达基于多年变频器设计的经验,使用最新的控制技术,提供高可靠性和高安全性;内置感应电机与同步电机的驱动技术,适应性广,是新一代的电梯专用驱动器。
四方E310变频器在线切割机床上的应用
E310变频器在线切割机床上的应用一.电火花线切割机简介。 1.电火花切割机的工作原理是:卷绕在丝筒上的电极丝(一般快走丝和中走丝线切割机用钼丝,慢走丝线切割机用黄铜丝)与高频脉冲电源的负极相接,连
数控火焰切割机切割速度与氧气纯度的关系
数控火焰切割机的功能及性能已比较完善。特别是基于工业控制计算机的国产操作系统的出现,图形切割代码自动转换软件的应用,加上其独有的中厚板材切割的优势及低廉的加工成本,数控等离子切割机在一定时间内将
 无论您的定制应用如何复杂,美卡诺设计工程师都能帮助您找到完美的解决方案
Whatever the complexity of your custom application, our design engineers can help you find the perf
无论您的定制应用如何复杂,美卡诺设计工程师都能帮助您找到完美的解决方案
Whatever the complexity of your custom application, our design engineers can help you find the perf
 中控室SCADA软件和云端的同步监控管理
需求: 1、现场设备通过RS485通讯,需将相关数据读取并远传中控室电脑显示,亦可支持远程端访问查询相关数据,可通过手机和互联网的形式查询。 2、地图上显示不同区
中控室SCADA软件和云端的同步监控管理
需求: 1、现场设备通过RS485通讯,需将相关数据读取并远传中控室电脑显示,亦可支持远程端访问查询相关数据,可通过手机和互联网的形式查询。 2、地图上显示不同区
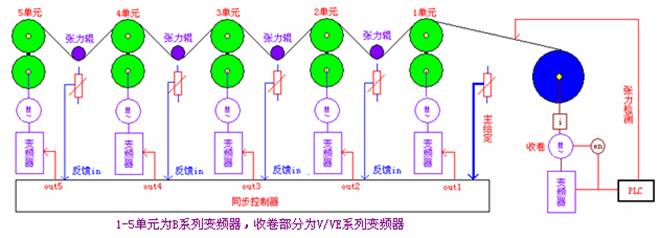 基于台达机电技术的同步与张力传动控制解决方案
摘 要:本文针对台达机电关注的纺织、印染、造纸等重点行业中经典的同步控制、恒张力控制技术问题,结合台达机电产品自身的特点和优势设计了成熟、完善的同步控制和恒张力控制的方案,为长期困扰客户的核心技术
基于台达机电技术的同步与张力传动控制解决方案
摘 要:本文针对台达机电关注的纺织、印染、造纸等重点行业中经典的同步控制、恒张力控制技术问题,结合台达机电产品自身的特点和优势设计了成熟、完善的同步控制和恒张力控制的方案,为长期困扰客户的核心技术
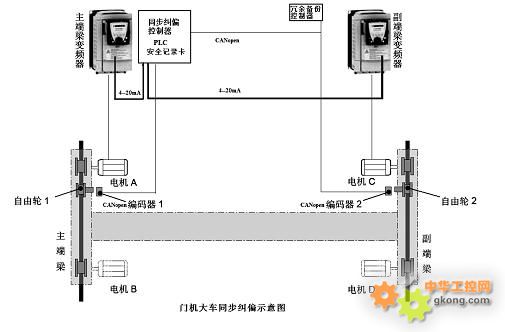 基于Canopen现场总线的大跨径门机起重设备同步纠偏控制应用案例
一.门机起重设备的特殊性:门机起重设备的安全性要求越来越突出,安全第一的概念在控制中越来越重要,按照规定,40米以上的大跨径门机必须加装双轨同步纠偏控制,以防止左右双轨的门机轮子超偏而啃轨甚至脱轨的
远程时间同步在分布式测控与实时仿真系统应用
远程时间同步在分布式测控与实时仿真系统应用一、分布式测控系统和实时仿真系统简介分布式测控系统通常由多个子系统组成,他们之间协调工作,共同完成测控任务,分布式测控系统可缓解单机测控系统的负担。随着测控
基于Canopen现场总线的大跨径门机起重设备同步纠偏控制应用案例
一.门机起重设备的特殊性:门机起重设备的安全性要求越来越突出,安全第一的概念在控制中越来越重要,按照规定,40米以上的大跨径门机必须加装双轨同步纠偏控制,以防止左右双轨的门机轮子超偏而啃轨甚至脱轨的
远程时间同步在分布式测控与实时仿真系统应用
远程时间同步在分布式测控与实时仿真系统应用一、分布式测控系统和实时仿真系统简介分布式测控系统通常由多个子系统组成,他们之间协调工作,共同完成测控任务,分布式测控系统可缓解单机测控系统的负担。随着测控
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业