主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
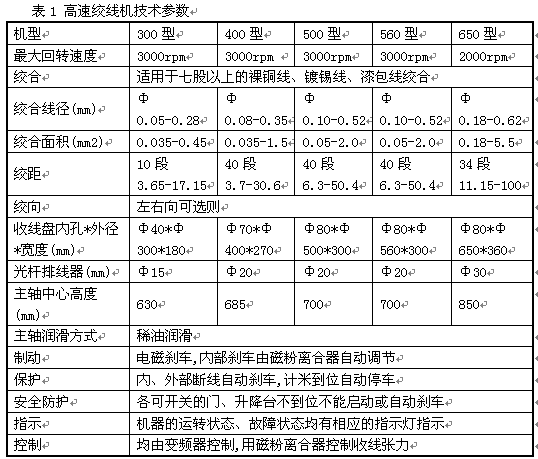
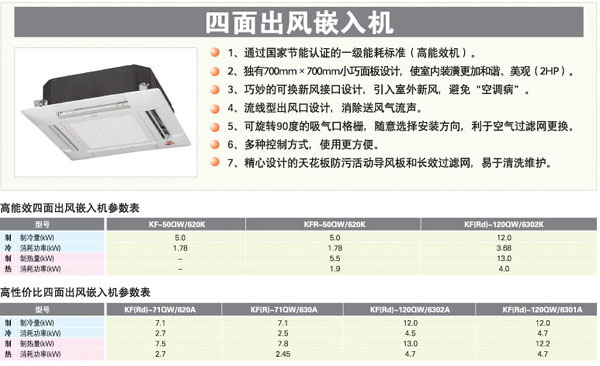
 2.2工艺要求及技术参数(1)技术参数。高速绞线机分为以下几种机型:300型/400型/500型/560型/650型,技术参数如表1所示。
2.2工艺要求及技术参数(1)技术参数。高速绞线机分为以下几种机型:300型/400型/500型/560型/650型,技术参数如表1所示。
 3工艺分析
3.1张力跟踪
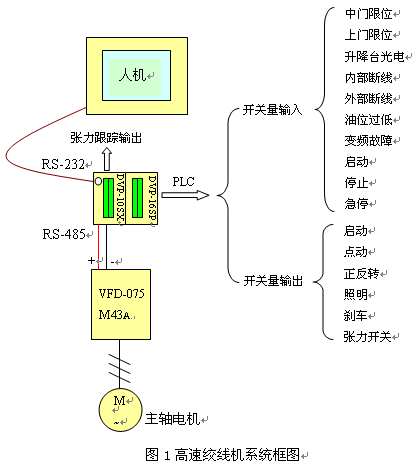
张力跟踪采用进口的磁粉离合器,根据当前的计长占人机界面上设定的总长的比例,同时结合卷径比的设定,自动通过PLC计算磁粉离合器应当输出的转距,进行张力的自动跟踪和初始张力的设定。卷径比的设定从1.7-3.1,卷径比的不同影响转距输出的最大值。张力的自动跟踪是为了保证收线盘从空芯卷径到满卷卷径的过程中恒张力,避免导致导体延伸损耗和因为收线张力不稳定而导致跳股、断线。
3.2通讯控制
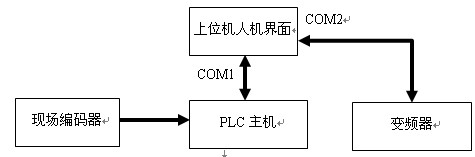
通讯控制:主轴变频器频率给定和主轴电机当前运行转速通过RS485通讯。
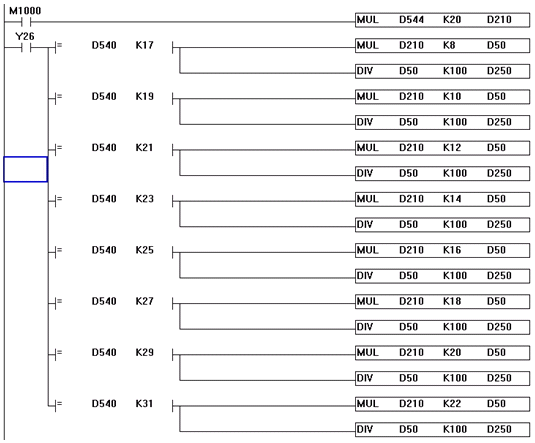
3.3卷径比控制
卷径比:卷径比的设定值为1.7、1.9、2.1、2.3、2.5、2.7、2.9、3.1。卷径比为1.7张力设定为8档,即将磁粉离合器能提供的最大转距8等分。随着计长的不断增加,按照计长在线总长设定中所占的比例,使输出转距逐渐增大.卷径比为1.9,张力设定为10档;卷径比为2.1,张力设定为12档;卷径比为2.3,张力设定为14档;卷径比为2.5,张力设定为16档;卷径比为2.7,张力设定为18档;卷径比为2.9,张力设定为20档。卷径比为3.1,张力设定为22档。自动计长,满卷自动停车。
3.4主轴润滑
采用机油润滑方式,自然循环冷却,保证主轴在3000rpm时的有效润滑,避免机械摩擦损
耗,延长主轴使用寿命,降低运转噪音。
3.5张力设定
要求能在人机界面上直观的输入张力的大小,单位:牛顿.张力在收卷盘头从空芯卷径到
满卷卷径变化的过程中张力保持恒定。因此由磁粉离合器控制的输出转距应当由小到大的变化,张力跟踪也是由小到大渐变的过程。
3.6压紧装置
工艺上要求有效的降低绝缘材料的损耗.机器内设三道压紧装置,保证导体绞合后的圆
整度,保障薄壁绝缘线的产品特性,有效的降低绝缘材料的损耗。
3.7导入品保自动化体系
张力控制由卷径比,自动分配张力等级即最大输出转距值。可以根据线总长设定,系统自
动将工艺参数进行配置,保证绞线的成批品质。
4整机系统图片
参见图2、3、4、5。
3工艺分析
3.1张力跟踪
张力跟踪采用进口的磁粉离合器,根据当前的计长占人机界面上设定的总长的比例,同时结合卷径比的设定,自动通过PLC计算磁粉离合器应当输出的转距,进行张力的自动跟踪和初始张力的设定。卷径比的设定从1.7-3.1,卷径比的不同影响转距输出的最大值。张力的自动跟踪是为了保证收线盘从空芯卷径到满卷卷径的过程中恒张力,避免导致导体延伸损耗和因为收线张力不稳定而导致跳股、断线。
3.2通讯控制
通讯控制:主轴变频器频率给定和主轴电机当前运行转速通过RS485通讯。
3.3卷径比控制
卷径比:卷径比的设定值为1.7、1.9、2.1、2.3、2.5、2.7、2.9、3.1。卷径比为1.7张力设定为8档,即将磁粉离合器能提供的最大转距8等分。随着计长的不断增加,按照计长在线总长设定中所占的比例,使输出转距逐渐增大.卷径比为1.9,张力设定为10档;卷径比为2.1,张力设定为12档;卷径比为2.3,张力设定为14档;卷径比为2.5,张力设定为16档;卷径比为2.7,张力设定为18档;卷径比为2.9,张力设定为20档。卷径比为3.1,张力设定为22档。自动计长,满卷自动停车。
3.4主轴润滑
采用机油润滑方式,自然循环冷却,保证主轴在3000rpm时的有效润滑,避免机械摩擦损
耗,延长主轴使用寿命,降低运转噪音。
3.5张力设定
要求能在人机界面上直观的输入张力的大小,单位:牛顿.张力在收卷盘头从空芯卷径到
满卷卷径变化的过程中张力保持恒定。因此由磁粉离合器控制的输出转距应当由小到大的变化,张力跟踪也是由小到大渐变的过程。
3.6压紧装置
工艺上要求有效的降低绝缘材料的损耗.机器内设三道压紧装置,保证导体绞合后的圆
整度,保障薄壁绝缘线的产品特性,有效的降低绝缘材料的损耗。
3.7导入品保自动化体系
张力控制由卷径比,自动分配张力等级即最大输出转距值。可以根据线总长设定,系统自
动将工艺参数进行配置,保证绞线的成批品质。
4整机系统图片
参见图2、3、4、5。
 5 调试过程
5.1初调试
主要是将变频器的参数进行相应的设置。
P00—3 P24—1 P89—01
P01—2 P25—420 P92—0
P03—50 P26—180
P04—50 P27—180
P05—380 P28—40
P06—3 P30—33
P07—25 P31—2.00
P08—3 P36—50.00
P09—25 P37—0
P10—10 P38—1
P11—5 P88—1
5.2模拟板校准
OFFSET/GAIN进行调整。首先将0电压输入的时候将模拟板输出调整为0;将24v电压输入时,模拟板的输出电压调整成10v,调整GAIN。
5.3通讯测试
将PLC和变频器的通讯调整成功。写频率只在速度进行改变时才通讯一次;当主轴运转时,对变频器的运转频率进行实时的读取,并将相应的运行的频率转换成电机的转速。
5.4启动和点动的测试
系统启动有两种方式。方式一:自动启动;方式二:点动.自动启动即启动后,主轴速度由零自动升速至设定的转速。点动是工艺上要求在检修设备和每次穿线时进行操作的。点动的速度也可以通过通讯的方式进行设定。
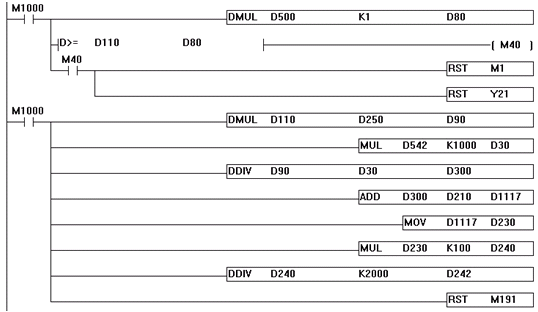
5.5根据设定的卷径比和线总长的设定
在自动启动的状态下,监控PLC中D1117的当前值,观察电柜中的电流表,从人机界面上记录当前的计长值,计算当前的计长值占总长设定的比例;比较改比例与D1117与最大值之间的比例是否大致吻合。并且让机器长时间的运行,观察随着计长的不断增大,D1117的当前值是否也随之增大,并且比例是否同步。
5.6保护措施在自动运行当中效果测试
逐项进行测试。并且按照要求,点动时有些保护也是起作用的。在进行该步测试时,一定要严格,否则一旦有失误会造成很严重的后果。
5.7清零
高速计数要及时清零。否则计长不准,直接影响张力跟踪的效果。
6结束语
台达的机电产品人机界面、PLC、变频器、伺服、温控、数控等基础自动化平台功能精致,而且具有非常高的性价比。依靠中达FAE的技术优势,能够根据客户的需要为客户提供完整的系统方案和配置,正在转变成为系统集成方案以及OEM推广产品应用综合服务领域。
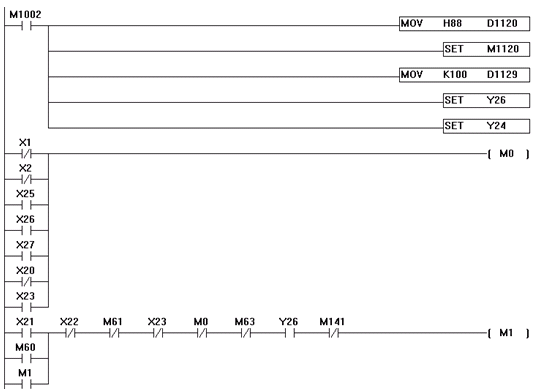
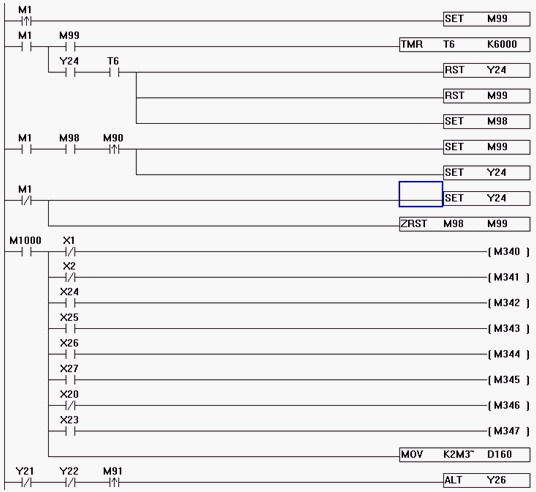
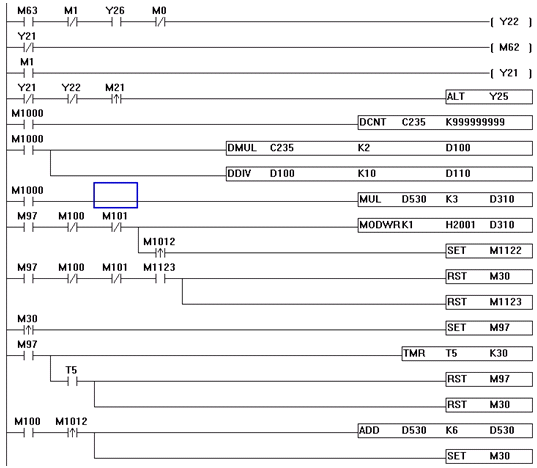
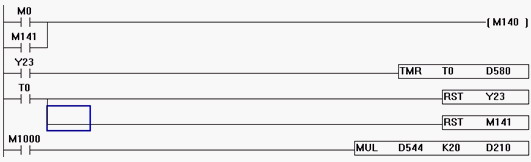
九.程序
1. PLC程序:
5 调试过程
5.1初调试
主要是将变频器的参数进行相应的设置。
P00—3 P24—1 P89—01
P01—2 P25—420 P92—0
P03—50 P26—180
P04—50 P27—180
P05—380 P28—40
P06—3 P30—33
P07—25 P31—2.00
P08—3 P36—50.00
P09—25 P37—0
P10—10 P38—1
P11—5 P88—1
5.2模拟板校准
OFFSET/GAIN进行调整。首先将0电压输入的时候将模拟板输出调整为0;将24v电压输入时,模拟板的输出电压调整成10v,调整GAIN。
5.3通讯测试
将PLC和变频器的通讯调整成功。写频率只在速度进行改变时才通讯一次;当主轴运转时,对变频器的运转频率进行实时的读取,并将相应的运行的频率转换成电机的转速。
5.4启动和点动的测试
系统启动有两种方式。方式一:自动启动;方式二:点动.自动启动即启动后,主轴速度由零自动升速至设定的转速。点动是工艺上要求在检修设备和每次穿线时进行操作的。点动的速度也可以通过通讯的方式进行设定。
5.5根据设定的卷径比和线总长的设定
在自动启动的状态下,监控PLC中D1117的当前值,观察电柜中的电流表,从人机界面上记录当前的计长值,计算当前的计长值占总长设定的比例;比较改比例与D1117与最大值之间的比例是否大致吻合。并且让机器长时间的运行,观察随着计长的不断增大,D1117的当前值是否也随之增大,并且比例是否同步。
5.6保护措施在自动运行当中效果测试
逐项进行测试。并且按照要求,点动时有些保护也是起作用的。在进行该步测试时,一定要严格,否则一旦有失误会造成很严重的后果。
5.7清零
高速计数要及时清零。否则计长不准,直接影响张力跟踪的效果。
6结束语
台达的机电产品人机界面、PLC、变频器、伺服、温控、数控等基础自动化平台功能精致,而且具有非常高的性价比。依靠中达FAE的技术优势,能够根据客户的需要为客户提供完整的系统方案和配置,正在转变成为系统集成方案以及OEM推广产品应用综合服务领域。
九.程序
1. PLC程序:

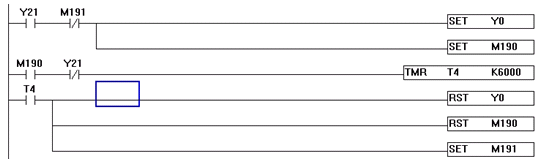
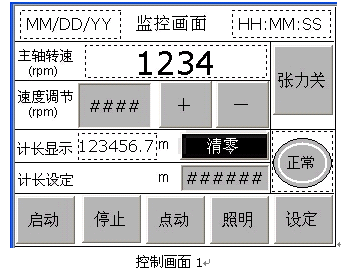
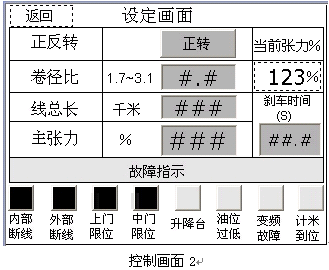
 十.人机画面
十.人机画面
 皮尔磁:从平面到区域,安全光电产品的新拼图
安全、完整的解决方案皮尔磁在安全光电传感器领域拥有多年的经验。从保护手指、手部或身体的基础安全光幕PSENopt,到具备屏蔽、消隐或级联等高级功能的进阶版PSENopt Advanced,再到集成编
皮尔磁:从平面到区域,安全光电产品的新拼图
安全、完整的解决方案皮尔磁在安全光电传感器领域拥有多年的经验。从保护手指、手部或身体的基础安全光幕PSENopt,到具备屏蔽、消隐或级联等高级功能的进阶版PSENopt Advanced,再到集成编
 厦门计讯高速公路隧道监控系统
系统背景高速公路具有交通流量大、行车速度快等特点,高速公路往往具有大量的隧道和桥梁,这些隧道和桥梁是事故的高发路段,特别是气候恶劣的情况下,极易发生交通事故和交通阻塞。 高速公路由于车速快,极易发生
厦门计讯高速公路隧道监控系统
系统背景高速公路具有交通流量大、行车速度快等特点,高速公路往往具有大量的隧道和桥梁,这些隧道和桥梁是事故的高发路段,特别是气候恶劣的情况下,极易发生交通事故和交通阻塞。 高速公路由于车速快,极易发生
 华北工控:用于智慧路灯中的嵌入式计算机产品方案
目前,我国城市化水平正在快速提高,新基建投入巨大,城市路灯作为新基建中功能照明的重要部分,开始融合新技术衍生出新的产业生态。 尤其是5G、AIOT、计算机及网络技术的成熟应用,带动了千行百业
双螺旋刀切纸机电气控制方案
武汉市飞控自动化工程有限公司是专业从事飞剪电气系统开发及飞剪电气方案设计的高科技公司。RCO-FJDRIVE嵌入式飞剪控制软件,是我公司专门为100m/min-450m/min的横切机及飞剪设备开发
华北工控:用于智慧路灯中的嵌入式计算机产品方案
目前,我国城市化水平正在快速提高,新基建投入巨大,城市路灯作为新基建中功能照明的重要部分,开始融合新技术衍生出新的产业生态。 尤其是5G、AIOT、计算机及网络技术的成熟应用,带动了千行百业
双螺旋刀切纸机电气控制方案
武汉市飞控自动化工程有限公司是专业从事飞剪电气系统开发及飞剪电气方案设计的高科技公司。RCO-FJDRIVE嵌入式飞剪控制软件,是我公司专门为100m/min-450m/min的横切机及飞剪设备开发
 森纳士产品在中央空调行业应用案例
一、产品介绍: 空调专用型是DG系列标准型产品的变型产品,根据中央空调系统的特点专门设计,特殊的压力连接头特别适合中央空调系统压缩机及其它部分的压力测量,采用美国技术前端特殊顶针设计,具有良好的抗震
森纳士产品在中央空调行业应用案例
一、产品介绍: 空调专用型是DG系列标准型产品的变型产品,根据中央空调系统的特点专门设计,特殊的压力连接头特别适合中央空调系统压缩机及其它部分的压力测量,采用美国技术前端特殊顶针设计,具有良好的抗震
 台达自动化产品在往复裁板锯上整合应用
摘 要: 本文主要介绍了台达自动化产品在木工机械设备——高速往复裁板锯电气控制系统上的整合应用,该设备能够根据用户预设裁板长度进行快速定长裁板,实现高效率生产加工,操作直观、灵活。整合应用体现了
台达自动化产品在往复裁板锯上整合应用
摘 要: 本文主要介绍了台达自动化产品在木工机械设备——高速往复裁板锯电气控制系统上的整合应用,该设备能够根据用户预设裁板长度进行快速定长裁板,实现高效率生产加工,操作直观、灵活。整合应用体现了
 智慧医疗建设加速,华北工控提供医院自助设备计算机产品方案
随着社会的进步,自助服务终端在千行百业的应用愈发广泛。尤其是医疗领域,医疗自助设备作为智慧医疗建设的重要组成部分,对优化医院服务流程、提高患者就医效率具有突出作用,发展潜力巨大。 市场呼唤智
智慧医疗建设加速,华北工控提供医院自助设备计算机产品方案
随着社会的进步,自助服务终端在千行百业的应用愈发广泛。尤其是医疗领域,医疗自助设备作为智慧医疗建设的重要组成部分,对优化医院服务流程、提高患者就医效率具有突出作用,发展潜力巨大。 市场呼唤智
 基于紫金桥组态软件的产品质量跟踪管理系统
产品质量是企业生存和发展之本,产品质量管理系统作为产品出厂最后一道关口,对保证产品质量起着至关重要的作用,本文主要介绍基于紫金桥组态软件平台和关系数据库构建产品质量跟踪管理系统的方法和过程。整个系
基于紫金桥组态软件的产品质量跟踪管理系统
产品质量是企业生存和发展之本,产品质量管理系统作为产品出厂最后一道关口,对保证产品质量起着至关重要的作用,本文主要介绍基于紫金桥组态软件平台和关系数据库构建产品质量跟踪管理系统的方法和过程。整个系
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业