主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face

 基于PXI的射频天线测试系统
Author(s): LanceButler-BBTechnologies,anNTSDivision Industry: Research Products: RF,PXI/CompactPCI,
基于PXI的射频天线测试系统
Author(s): LanceButler-BBTechnologies,anNTSDivision Industry: Research Products: RF,PXI/CompactPCI,
 西格玛泰克-通过一根线完成自动化控制
当涉及到较大的机器和系统时,工业PC几乎无限可扩展的计算能力,鼓励中央控制概念的倡导者遵循这个原则:“回到控制柜”。然而,人机界面的表现必定不能承受。 日益复杂和不断增长的功能范围给人机界面带来了
西格玛泰克-通过一根线完成自动化控制
当涉及到较大的机器和系统时,工业PC几乎无限可扩展的计算能力,鼓励中央控制概念的倡导者遵循这个原则:“回到控制柜”。然而,人机界面的表现必定不能承受。 日益复杂和不断增长的功能范围给人机界面带来了
 基于NI PXI Express平台的石油管复合挤毁试验机控制
应用领域:石油工业、石油管工程、重型试验机、集中式控制与数据采集挑战:石油管复合挤毁试验机用于对油管和套管施加轴向载荷(拉伸或压缩)、侧向弯曲、外压及内压,模拟石油管柱在井下所受复合载荷工况。该设备
某大型炼油厂配电设计及Acrel-2000智能配电综合自动化系统应用
赵斌安科瑞电气股份有限公司 上海 嘉定 2018011 项目概述 本项目为某炼油厂配电改造项目,110KV/6KV甲变电站原主变压器为两台两圈有载调压变压器,110KVGIS为内桥接线5个间隔、6KV
基于NI PXI Express平台的石油管复合挤毁试验机控制
应用领域:石油工业、石油管工程、重型试验机、集中式控制与数据采集挑战:石油管复合挤毁试验机用于对油管和套管施加轴向载荷(拉伸或压缩)、侧向弯曲、外压及内压,模拟石油管柱在井下所受复合载荷工况。该设备
某大型炼油厂配电设计及Acrel-2000智能配电综合自动化系统应用
赵斌安科瑞电气股份有限公司 上海 嘉定 2018011 项目概述 本项目为某炼油厂配电改造项目,110KV/6KV甲变电站原主变压器为两台两圈有载调压变压器,110KVGIS为内桥接线5个间隔、6KV
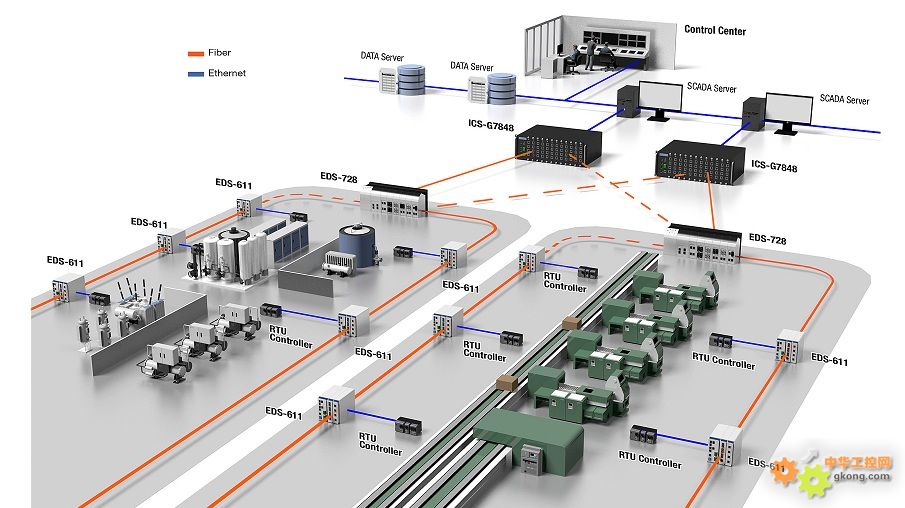 中国某卷烟厂构建一个基于千兆骨干网络的能源管理系统
项目描述为了减少碳排放,中国政府正通过补贴和奖励计划,鼓励高能耗企业实行能源管理系统(EMS)。杭州某国有烟草公司开始实行这个能源优化计划,并开始部署EMS系统。EMS包含了很多和能源相关的子系统,
中国某卷烟厂构建一个基于千兆骨干网络的能源管理系统
项目描述为了减少碳排放,中国政府正通过补贴和奖励计划,鼓励高能耗企业实行能源管理系统(EMS)。杭州某国有烟草公司开始实行这个能源优化计划,并开始部署EMS系统。EMS包含了很多和能源相关的子系统,
 厦门才茂基于无线测控终端RTU 充电桩终端的解决方案
1、引言随着人们环保意识的增强,世界各国对新能源汽车的推广支持,新能源汽车在未来汽车市场将占据重要地位,如果说过去充电站等配套设施的不完备在一定程度上限制了电动汽车发展的话,那么这一问题正在逐步得到
厦门才茂基于无线测控终端RTU 充电桩终端的解决方案
1、引言随着人们环保意识的增强,世界各国对新能源汽车的推广支持,新能源汽车在未来汽车市场将占据重要地位,如果说过去充电站等配套设施的不完备在一定程度上限制了电动汽车发展的话,那么这一问题正在逐步得到
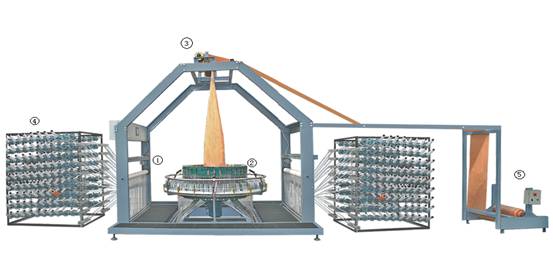
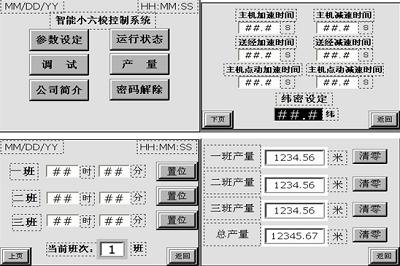
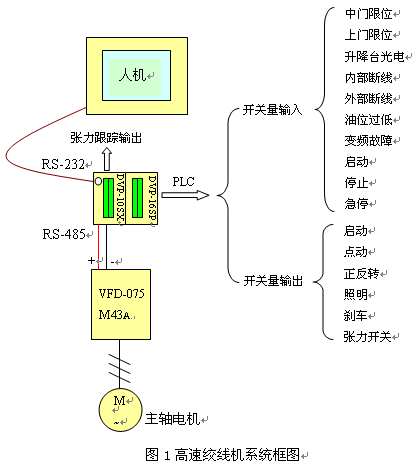 台达机电产品在高速绞线机上的成功应用
中达电通股份有限公司上海机电业务处 李 强 摘 要:高速绞线机属于线缆机械。项目在极短的时间内将整套系统开发成功,比较上一代产品在控制方式及操作方面有的改善,得到用户的认可与重视。台达的机电产品齐
台达机电产品在高速绞线机上的成功应用
中达电通股份有限公司上海机电业务处 李 强 摘 要:高速绞线机属于线缆机械。项目在极短的时间内将整套系统开发成功,比较上一代产品在控制方式及操作方面有的改善,得到用户的认可与重视。台达的机电产品齐
 陶瓷业的自动化,欧科变频器成功进驻球磨机
欧科变频器内部强大的功能和在各个性能上的优势,取得了在球磨机上成功的应用,让球磨机在多方面得到了改善。在我国陶瓷行业,球磨机被大量使用,是物料粉碎的不可缺少的重要生产设备。球磨机一般功率都较大,工作
陶瓷业的自动化,欧科变频器成功进驻球磨机
欧科变频器内部强大的功能和在各个性能上的优势,取得了在球磨机上成功的应用,让球磨机在多方面得到了改善。在我国陶瓷行业,球磨机被大量使用,是物料粉碎的不可缺少的重要生产设备。球磨机一般功率都较大,工作
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业