主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face


特点: 输出频率0.1~400Hz 可设定V/F以及矢量控制 载波频率可达15kHz 支持MODBUS通讯 内含PID反馈功能 零速力矩保持功能

图4 台达M系列变频器
M系列台达变频器家族中的迷你高功能型,应用广泛,本项目中主要利用其变频和通讯功能,通过MODBUS通讯可以很方便地实现上位机对变频器进行参数设定和读取,从而实现对机器速度的准确实时监控。 (3)人机界面:选用台达3.8吋AS3.8BSTD型触摸屏,如图5所示。特点: 8灰接蓝白STN,256色 解析度:320*240像素 支持RS485/RS232/RS422通讯 支持USB存储、鼠标、打印

图5 台达AS触摸屏
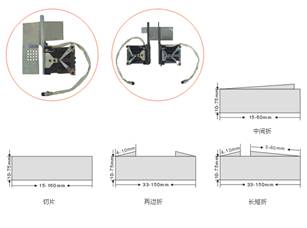
通过台达人机可以方便地控制和监视,原按钮和计数器功能都可以通过画面实现,使控制箱面板更加简洁,提高了产品的档次,适应了市场需求。 3 控制系统设计 3.1 主驱电机 主机要求速度达到0~150切/分,送料长度控制在0.2mm精度,工作长度范围在40mm-240mm。电机减速比设计为1:10,若要求达到200切/分,则当电机转速:n=150*10=1500转/分,要求输出频率为:f=n·p/60=1500·2/60=50Hz,速度要求满足。 3.2 送料步进电机 送料长度由步进电机控制,要求控制精度为0.2mm,送料辊周长115mm,减速比1:2,设置步进驱动器细分数使每转一圈对应脉冲数为600,送料辊每转1圈电机需转2圈,则每个脉冲对应送料长度为:L=115/2*600=0.096mm<0.2mm,满足控制要求。 3.2 PLC高速脉冲输出接口 送料长度范围40mm~240mm,则要求每次发送脉冲数为416~2500。最大速度150切/分,每完成一次动作的最短时间为0.4秒,每次送料占用时间是总行程的1/2,则送料最短时间为0.2秒,由于加减速时间和找标的时间大致为0.1秒,所以要求脉冲发送频率最高:2500/0.1=25000脉冲/秒,SC最高可以输出频率达到200kHz,SC系列PLC高速脉冲输出接口完全满足要求。 3.4 定标实现 带状商标上有位置色标,色标间隔反应了商标的长度。定标送料就是通过光学传感器检测色标位置,每次检测到色标就停止送料,等待切刀完成剪切动作。由于步进电机的特点,当起始发送脉冲频率过高则容易出现失步堵转,因此需降低起始频率,通过一个加速和减速过程,即以较低的速度起动,而后逐渐加速到某一速度运行,再逐渐减速直至停止。进行合理、平滑的加减速控制是保证步进驱动系统可靠、高效、精确运行的关键。 研祥工控机在自动语音系统中的应用
[系统概述]自动总机系统是一套完整的语音处理系统,它可与单位的电话交换系统或外线电话相连接,而且能够应答来电,并将其转接到要转的分机,当转接电话遇到占线,无人接听,空号等情况,可根据需要转至其它分机
研祥工控机在自动语音系统中的应用
[系统概述]自动总机系统是一套完整的语音处理系统,它可与单位的电话交换系统或外线电话相连接,而且能够应答来电,并将其转接到要转的分机,当转接电话遇到占线,无人接听,空号等情况,可根据需要转至其它分机
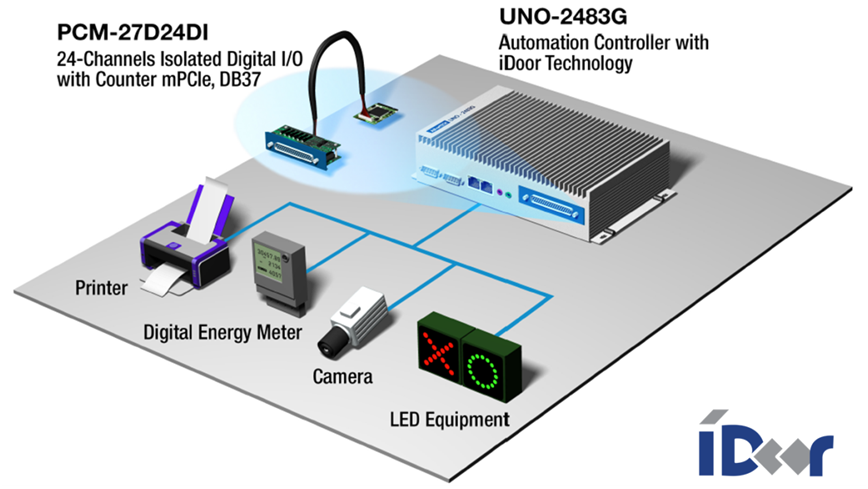 研华iDoor技术模块在高速公路管理系统的应用
项目介绍 高速公路是城市命脉和城市之间的纽带。现代高速公路的建立方便了商业往来,减少了旅行时间,在更短时间内将人和商品运送到不同地方。高速公路的修建分担了国道堵塞的压力。收费好速公路可以将投资
基于机器视觉实现织物疵点自动检测
织物疵点的自动化检测是工业自动化视觉检测的一个分支,它是对织物质量进行控制和实现织物生产过程和品质检验的关键环节。本文主要概述在利用机器视觉和数字图像处理技术开发一套织物疵点自动检测系统。织物表面在
研华iDoor技术模块在高速公路管理系统的应用
项目介绍 高速公路是城市命脉和城市之间的纽带。现代高速公路的建立方便了商业往来,减少了旅行时间,在更短时间内将人和商品运送到不同地方。高速公路的修建分担了国道堵塞的压力。收费好速公路可以将投资
基于机器视觉实现织物疵点自动检测
织物疵点的自动化检测是工业自动化视觉检测的一个分支,它是对织物质量进行控制和实现织物生产过程和品质检验的关键环节。本文主要概述在利用机器视觉和数字图像处理技术开发一套织物疵点自动检测系统。织物表面在
 基于 PC 的楼宇自动化系统在弗劳恩霍夫 IAO 虚拟工程中心的应用
新建的虚拟工程中心(ZVE)的设计与其内部进行的科研工作一样具有创新意义。灵活、全方位的楼宇自动化系统创造了无限的可能性,并能整体地节约能源。系统集成商 Herrmann GmbHCo. KG
Moxa无线产品在台湾高速公路ATIS系统中的应用
项目描述台湾是世界人口最稠密的岛屿之一,每平方公里人口数已超过660人。其中三分之二的岛屿是由茂密的山林组成,将23万居民中的90%集中在西部海岸居住。台湾公路网经常会发生因山体滑坡、道路封闭等严重
应用于塑料加工行业的开放式自动化解决方案
塑料加工机械的需求日趋增多。设备制造商面临着巨大的挑战:需要设计新的解决方案,以提高产量,更需要满足控制精度和灵活性方面提出的新要求。与此同时,更需要承担减少运行费用和前期投资所带来的巨大压力。依
中利特自动化装配解决方案
行业现状 随着汽车制造和汽车零部件行业的发展,汽车市场的竞争也呈现出多元化趋势,人们对汽车的要求也从最基本的动力性能逐渐增加到外观、舒适、安全、经济等多方面。这就需要汽车在设计与制造环节加强工艺管理
四信水厂自动化控制系统
水厂自动化控制系统适用于供水企业的自动化管理及监控,水厂人员可在水厂监控室远程监测厂内水池水位、进厂流量、出厂流量、出厂压力、水质参数等情况;远程监测加压泵组、配电设备及其它自动化设备的工作情况;远
基于 PC 的楼宇自动化系统在弗劳恩霍夫 IAO 虚拟工程中心的应用
新建的虚拟工程中心(ZVE)的设计与其内部进行的科研工作一样具有创新意义。灵活、全方位的楼宇自动化系统创造了无限的可能性,并能整体地节约能源。系统集成商 Herrmann GmbHCo. KG
Moxa无线产品在台湾高速公路ATIS系统中的应用
项目描述台湾是世界人口最稠密的岛屿之一,每平方公里人口数已超过660人。其中三分之二的岛屿是由茂密的山林组成,将23万居民中的90%集中在西部海岸居住。台湾公路网经常会发生因山体滑坡、道路封闭等严重
应用于塑料加工行业的开放式自动化解决方案
塑料加工机械的需求日趋增多。设备制造商面临着巨大的挑战:需要设计新的解决方案,以提高产量,更需要满足控制精度和灵活性方面提出的新要求。与此同时,更需要承担减少运行费用和前期投资所带来的巨大压力。依
中利特自动化装配解决方案
行业现状 随着汽车制造和汽车零部件行业的发展,汽车市场的竞争也呈现出多元化趋势,人们对汽车的要求也从最基本的动力性能逐渐增加到外观、舒适、安全、经济等多方面。这就需要汽车在设计与制造环节加强工艺管理
四信水厂自动化控制系统
水厂自动化控制系统适用于供水企业的自动化管理及监控,水厂人员可在水厂监控室远程监测厂内水池水位、进厂流量、出厂流量、出厂压力、水质参数等情况;远程监测加压泵组、配电设备及其它自动化设备的工作情况;远
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业