主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
1.引言
雕刻机由计算机,雕刻机控制器,雕刻机主机三部分组成。通过计算机内配置的专用雕刻软件进行设计和排版,并由计算机把设计与排版的信息自动传送至雕刻机控制器中,再由控制器把这些信息转化成能驱动步进电机或伺服电机的带有功率的信号(脉冲串),控制雕刻机主机生成X,Y,Z三轴的雕刻走刀路基径。同时,雕刻机上的高速旋转雕刻头,通过按加工材质配置的刀具,对固定于主机工作台上的加工材料进行切削,即可雕刻出在计算机中设计的各种平面或立体的浮雕图形及文字,实现雕刻自动化作业。 一般利用电主轴来带动雕刻头,而电主轴通常采用变频调速方法。 2.系统简述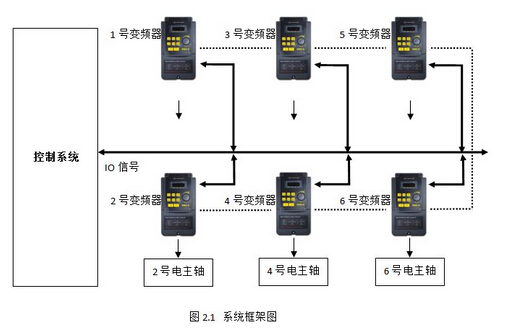 此系统可同时对三个金属毛坯进行雕刻加工,其中A 产品由1号和2号电主轴带动自身刀具加工,1号刀具和2号刀具的切削量不同,1号电主轴先工作,完成相应工作后停止,2号电主轴才启动,利用刀具继续对金属进行加工。B 产品和C 产品加工流程同 A 产品。
系统各部分功能如下:
电主轴:带动雕刻刀具高速旋转
变频器:调节电主轴的运行速度,适应不同材质金属的加工
控制系统:控制刀具完成X Y Z 三个方向的运动
控制变频器的启动与停止,完成变频器频率的切换,接收变频器反馈信号,包括报警,频率达到等
3.变频器的选用
3.1变频器选用注意事项:
1)变频器驱动雕刻机高速电机时,由于高速电机的电抗小,高次谐波增加导致输出电流值增大。因此用于高速电机的雕刻机变频器的选型,其容量要稍大于普通电机的选型。
2) 变频器如果与高速电机距离较远,要注意采取措施抑制长电缆对地耦合电容的影响,避免雕刻机变频器出力不足,在这样情况下,雕刻机变频器容量要放大一档或者在雕刻机变频器的输出端安装输出电抗器。
3) 对于一些特殊的应用场合,如高温,高海拔,此时会引起雕刻机变频器的降容,雕刻机变频器容量要放大一挡。
4)确认雕刻机变频器的安装环境:a、工作温度,雕刻机变频器内部是大功率的电子元件,极易受到工作温度的影响;在控制箱中,变频器一般应安装在箱体上部,并严格遵守产品说明书中的安装要求,绝对不允许把发热元件或易发热的元件紧靠变频器的底部安装。 B、 环境温度。温度太高且温度变化较大时,变频器内部易出现结露现象,其绝缘性能就会大大降低,甚至可能引发短路事故。必要时,必须在箱中增加干燥剂和加热器。 C、腐蚀性气体。使用环境如果腐蚀性气体浓度大,不仅会腐蚀元器件的引线、印刷电路板等,而且还会加速塑料器件的老化,降低绝缘性能。d、 振动和冲击。雕刻机控制柜受到机械振动和冲击时,会引起电气接触不良。
3.2变频器电路设计及布线注意事项:
1).变频器和高速电机的距离尽量的短,以减小电缆的对地电容,减少干扰的发射源。
2). 控制及动力电缆选用屏蔽电缆或者从变频器到电机全部用穿线管屏蔽。
3).电机电缆应独立于其它电缆走线,其最小距离为500mm。同时避免电机电缆与其它电缆长距离平行走线,减少变频器输出电压快速变化而产生的电磁干扰。如果控制电缆和电源电缆交叉,应尽可能使它们按90度角交叉。与雕刻机变频器有关的模拟量信号线与主回路线分开走线,即使在控制柜中也要如此。
4) 电路设计注意事项:根据雕刻机变频器的容量大小来决定是否需要加电抗器,电抗器的作用是防止变频器产生的高次谐波通过电源的输入回路返回到电网从而影响其他的受电设备;当雕刻机变频器到电机的距离较远时,应该安装输出滤波器; 控制回路具有工频变频的手动切换,以便在变频出现故障时可以手动切工频运行,因输出端不能加电压,所以工频和变频要有互锁。
5) .变频器的接地,变频器正确接地是提高系统稳定性,抑制噪声能力的重要手段。变频器的接地端子的接地电阻越小越好,接地导线的截面不小于4mm,长度不超过5m。变频器的接地应和动力设备的接地点分开,不能共地。信号线的屏蔽层一端接到雕刻机变频器的接地端,另一端浮空。雕刻机变频器与控制柜之间电气相通。
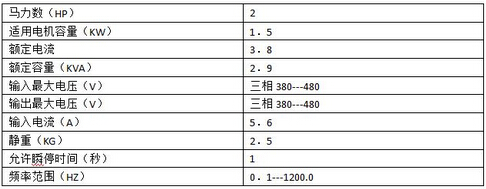
基于以上原则,在深入的了解客户设备情况后, 我们为客户选择了一款高性价比的变频器,其参数如下:
此系统可同时对三个金属毛坯进行雕刻加工,其中A 产品由1号和2号电主轴带动自身刀具加工,1号刀具和2号刀具的切削量不同,1号电主轴先工作,完成相应工作后停止,2号电主轴才启动,利用刀具继续对金属进行加工。B 产品和C 产品加工流程同 A 产品。
系统各部分功能如下:
电主轴:带动雕刻刀具高速旋转
变频器:调节电主轴的运行速度,适应不同材质金属的加工
控制系统:控制刀具完成X Y Z 三个方向的运动
控制变频器的启动与停止,完成变频器频率的切换,接收变频器反馈信号,包括报警,频率达到等
3.变频器的选用
3.1变频器选用注意事项:
1)变频器驱动雕刻机高速电机时,由于高速电机的电抗小,高次谐波增加导致输出电流值增大。因此用于高速电机的雕刻机变频器的选型,其容量要稍大于普通电机的选型。
2) 变频器如果与高速电机距离较远,要注意采取措施抑制长电缆对地耦合电容的影响,避免雕刻机变频器出力不足,在这样情况下,雕刻机变频器容量要放大一档或者在雕刻机变频器的输出端安装输出电抗器。
3) 对于一些特殊的应用场合,如高温,高海拔,此时会引起雕刻机变频器的降容,雕刻机变频器容量要放大一挡。
4)确认雕刻机变频器的安装环境:a、工作温度,雕刻机变频器内部是大功率的电子元件,极易受到工作温度的影响;在控制箱中,变频器一般应安装在箱体上部,并严格遵守产品说明书中的安装要求,绝对不允许把发热元件或易发热的元件紧靠变频器的底部安装。 B、 环境温度。温度太高且温度变化较大时,变频器内部易出现结露现象,其绝缘性能就会大大降低,甚至可能引发短路事故。必要时,必须在箱中增加干燥剂和加热器。 C、腐蚀性气体。使用环境如果腐蚀性气体浓度大,不仅会腐蚀元器件的引线、印刷电路板等,而且还会加速塑料器件的老化,降低绝缘性能。d、 振动和冲击。雕刻机控制柜受到机械振动和冲击时,会引起电气接触不良。
3.2变频器电路设计及布线注意事项:
1).变频器和高速电机的距离尽量的短,以减小电缆的对地电容,减少干扰的发射源。
2). 控制及动力电缆选用屏蔽电缆或者从变频器到电机全部用穿线管屏蔽。
3).电机电缆应独立于其它电缆走线,其最小距离为500mm。同时避免电机电缆与其它电缆长距离平行走线,减少变频器输出电压快速变化而产生的电磁干扰。如果控制电缆和电源电缆交叉,应尽可能使它们按90度角交叉。与雕刻机变频器有关的模拟量信号线与主回路线分开走线,即使在控制柜中也要如此。
4) 电路设计注意事项:根据雕刻机变频器的容量大小来决定是否需要加电抗器,电抗器的作用是防止变频器产生的高次谐波通过电源的输入回路返回到电网从而影响其他的受电设备;当雕刻机变频器到电机的距离较远时,应该安装输出滤波器; 控制回路具有工频变频的手动切换,以便在变频出现故障时可以手动切工频运行,因输出端不能加电压,所以工频和变频要有互锁。
5) .变频器的接地,变频器正确接地是提高系统稳定性,抑制噪声能力的重要手段。变频器的接地端子的接地电阻越小越好,接地导线的截面不小于4mm,长度不超过5m。变频器的接地应和动力设备的接地点分开,不能共地。信号线的屏蔽层一端接到雕刻机变频器的接地端,另一端浮空。雕刻机变频器与控制柜之间电气相通。
基于以上原则,在深入的了解客户设备情况后, 我们为客户选择了一款高性价比的变频器,其参数如下:
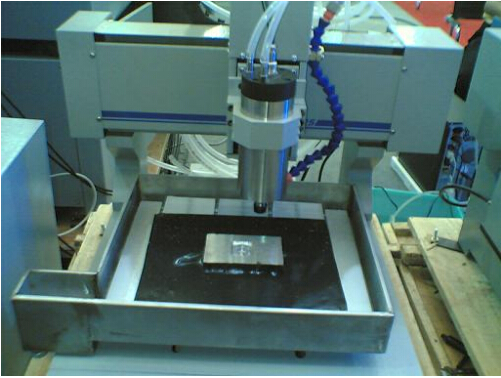
 4.应用
4.1、雕刻机的功能需求
1)控制方式:多段VF曲线;
2)控制命令源:端子控制;
3)频率源为模拟量给定(控制器输出0~10VDC); ?
4)加速和减速时间根据客户自身需求设定;
5)变频器准备好信号输出;
6)故障信号输出、故障复位;
4.2、雕刻机的性能需求
1) 全速度范围内速度波动小。 ?
2)低速力矩大,可以保证低转速切削。 ?
3)加减速的时间尽量短。
4.3、参数设置
4.应用
4.1、雕刻机的功能需求
1)控制方式:多段VF曲线;
2)控制命令源:端子控制;
3)频率源为模拟量给定(控制器输出0~10VDC); ?
4)加速和减速时间根据客户自身需求设定;
5)变频器准备好信号输出;
6)故障信号输出、故障复位;
4.2、雕刻机的性能需求
1) 全速度范围内速度波动小。 ?
2)低速力矩大,可以保证低转速切削。 ?
3)加减速的时间尽量短。
4.3、参数设置
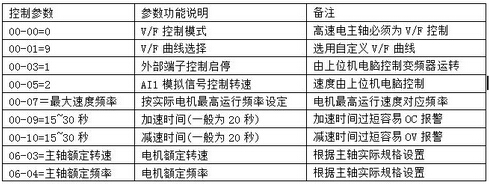
 自定义V/F曲线(根据现场实际情况设定)
现场调试备注:
1)适当减小中间频率及增大中间电压均可增大力矩,否则容易过流报警(中间频率值固定,适当调整中间电压05-07,观察变频器运行电流);
2)变频器容易OC-A/OC-C过流报警,及电机容易发热:原因为V/F曲线设置中间电压偏大,适当降低05-07=40~45;
3)变频器低速力矩不足:原因为V/F曲线设置最小电压或中间电压偏小,适当提升V/F中间电压05-07=55~60;若低速力矩仍不足,可设置V/F最小电压05-09=5~7;
4)设备调试时可通过变频器面板监看变频器实际运行电流,以此判断设备运转状况(若变频器运行频率波动较大则表示变频器V/F曲线参数设置不当、电主轴接线不良或电主轴本身绝缘不好)。
自定义V/F曲线(根据现场实际情况设定)
现场调试备注:
1)适当减小中间频率及增大中间电压均可增大力矩,否则容易过流报警(中间频率值固定,适当调整中间电压05-07,观察变频器运行电流);
2)变频器容易OC-A/OC-C过流报警,及电机容易发热:原因为V/F曲线设置中间电压偏大,适当降低05-07=40~45;
3)变频器低速力矩不足:原因为V/F曲线设置最小电压或中间电压偏小,适当提升V/F中间电压05-07=55~60;若低速力矩仍不足,可设置V/F最小电压05-09=5~7;
4)设备调试时可通过变频器面板监看变频器实际运行电流,以此判断设备运转状况(若变频器运行频率波动较大则表示变频器V/F曲线参数设置不当、电主轴接线不良或电主轴本身绝缘不好)。
 5.结束语
此系统目前已在客户处使用,客户反馈很好,应用中大部分参数都为默认,大大简化了调试过程。邦纳变频器在该型雕刻机上的应用大大减少了客户系统程序开发调试的时间。如有类似应用需求,欢迎联系邦纳。
5.结束语
此系统目前已在客户处使用,客户反馈很好,应用中大部分参数都为默认,大大简化了调试过程。邦纳变频器在该型雕刻机上的应用大大减少了客户系统程序开发调试的时间。如有类似应用需求,欢迎联系邦纳。
 三晶电气VM1000B变频器在悬挂输送机上的应用
悬挂输送机是一种常用的连续输送设备,广泛应用于连续输送各种装载容器、成件物品、包内的散装物料;也用于各个工业部门的流水线中,在各工序间输送工件,完成各种工艺过程,实现输送和工艺作业的综合机械化。系统
三晶电气VM1000B变频器在悬挂输送机上的应用
悬挂输送机是一种常用的连续输送设备,广泛应用于连续输送各种装载容器、成件物品、包内的散装物料;也用于各个工业部门的流水线中,在各工序间输送工件,完成各种工艺过程,实现输送和工艺作业的综合机械化。系统
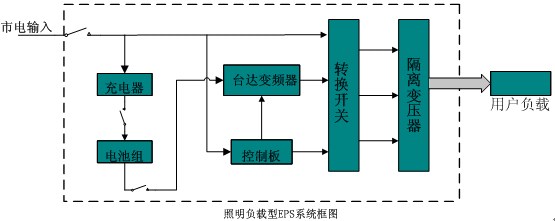 台达变频器在EPS应急电源中的应用
本文摘要: EPS主要是作为消防、紧急情况下生産使用的电源,是现代建筑安全保障设施的重要组成部分。台达根据目前应急电源的市场需求,推出了在EPS应急电源中的专用变频器。该变频器主要是针对了EPS应
台达变频器在EPS应急电源中的应用
本文摘要: EPS主要是作为消防、紧急情况下生産使用的电源,是现代建筑安全保障设施的重要组成部分。台达根据目前应急电源的市场需求,推出了在EPS应急电源中的专用变频器。该变频器主要是针对了EPS应
 台达变频器在恒线速度功能上的应用
1 前言所有卷绕机都存在一个共同现象,即卷绕物在收卷过程中卷筒越卷越大,卷筒直径也随之增大,由线速度和转速的关系(线速度L=转速n**D)可知如转速n不变,随着直径D的增大,线速度L不断加快,因此
台达变频器在恒线速度功能上的应用
1 前言所有卷绕机都存在一个共同现象,即卷绕物在收卷过程中卷筒越卷越大,卷筒直径也随之增大,由线速度和转速的关系(线速度L=转速n**D)可知如转速n不变,随着直径D的增大,线速度L不断加快,因此
 300W -3.7KW 伺服驱动器 单相变频器,智能解决方案
针对消费和工业电机控制应用,飞捷提供集成驱动解决方案,缩短工程开发时间。
300W -3.7KW 伺服驱动器 单相变频器,智能解决方案
针对消费和工业电机控制应用,飞捷提供集成驱动解决方案,缩短工程开发时间。
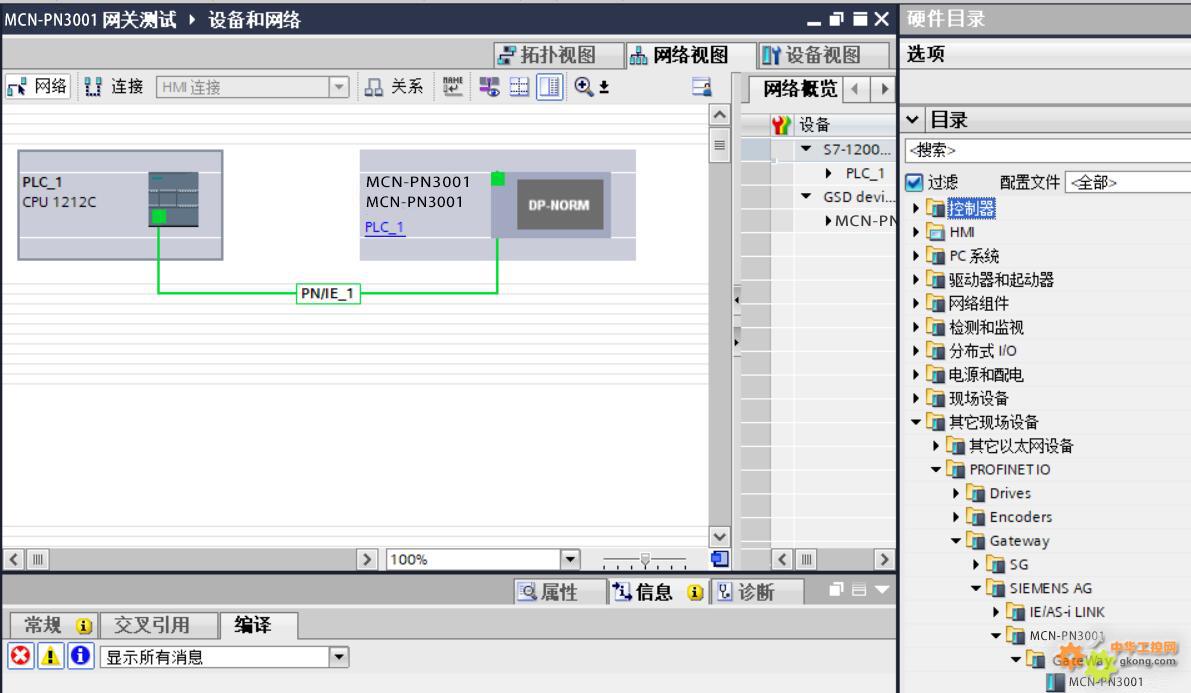 无锡艾默森Modbus转Profinet网关连接台达变频器配置案例
无锡艾默森Modbus转Profinet网关将台达变频器接入西门子1200PLC案例简介:本案例是无锡艾默森Modbubs转Profinet网关连接台达变频器的配置案例,用到的设备为西门子1200P
无锡艾默森Modbus转Profinet网关连接台达变频器配置案例
无锡艾默森Modbus转Profinet网关将台达变频器接入西门子1200PLC案例简介:本案例是无锡艾默森Modbubs转Profinet网关连接台达变频器的配置案例,用到的设备为西门子1200P
 四方电气E550变频器广泛应用于游乐设施
近日,四方电气E550变频器以其独有的优越控制性能及简单快捷的操作特点,成功地应用于西安某游乐场的旋转木马游乐设施中。华丽的外表、绚丽的灯光、奔驰的木马,这里是嘉年华内广受孩子和年轻人青睐的旋转木马
四方E310变频器在线切割机床上的应用
E310变频器在线切割机床上的应用一.电火花线切割机简介。 1.电火花切割机的工作原理是:卷绕在丝筒上的电极丝(一般快走丝和中走丝线切割机用钼丝,慢走丝线切割机用黄铜丝)与高频脉冲电源的负极相接,连
四方电气E550变频器广泛应用于游乐设施
近日,四方电气E550变频器以其独有的优越控制性能及简单快捷的操作特点,成功地应用于西安某游乐场的旋转木马游乐设施中。华丽的外表、绚丽的灯光、奔驰的木马,这里是嘉年华内广受孩子和年轻人青睐的旋转木马
四方E310变频器在线切割机床上的应用
E310变频器在线切割机床上的应用一.电火花线切割机简介。 1.电火花切割机的工作原理是:卷绕在丝筒上的电极丝(一般快走丝和中走丝线切割机用钼丝,慢走丝线切割机用黄铜丝)与高频脉冲电源的负极相接,连
 MV600变频器在数控弧齿锥齿轮铣齿机上的应用
一. 铣齿机概述 弧齿锥齿轮铣齿机是采用数控技术,用于加工模数15mm,直径800mm的高精度弧齿锥齿轮及准双曲面齿轮的精加工设备。本机床的设计是万能性的,适合大批量生产粗、精加工中、重型卡车、矿山
MV600变频器在数控弧齿锥齿轮铣齿机上的应用
一. 铣齿机概述 弧齿锥齿轮铣齿机是采用数控技术,用于加工模数15mm,直径800mm的高精度弧齿锥齿轮及准双曲面齿轮的精加工设备。本机床的设计是万能性的,适合大批量生产粗、精加工中、重型卡车、矿山
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业