主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face

PLC I/O 点分配
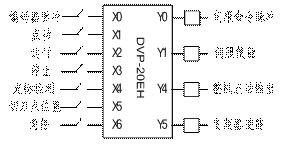
 台达产品在数控旋压机上的应用
中达电通股份有限公司伺服数控产品处 梁成民Liang Chengmin摘 要:本文在简述金属少无切削旋压成形工艺原理的基础上,重点描述基于中达电通PUTNC-H4-2数控系统与台达伺服系统系统集成
台达产品在数控旋压机上的应用
中达电通股份有限公司伺服数控产品处 梁成民Liang Chengmin摘 要:本文在简述金属少无切削旋压成形工艺原理的基础上,重点描述基于中达电通PUTNC-H4-2数控系统与台达伺服系统系统集成
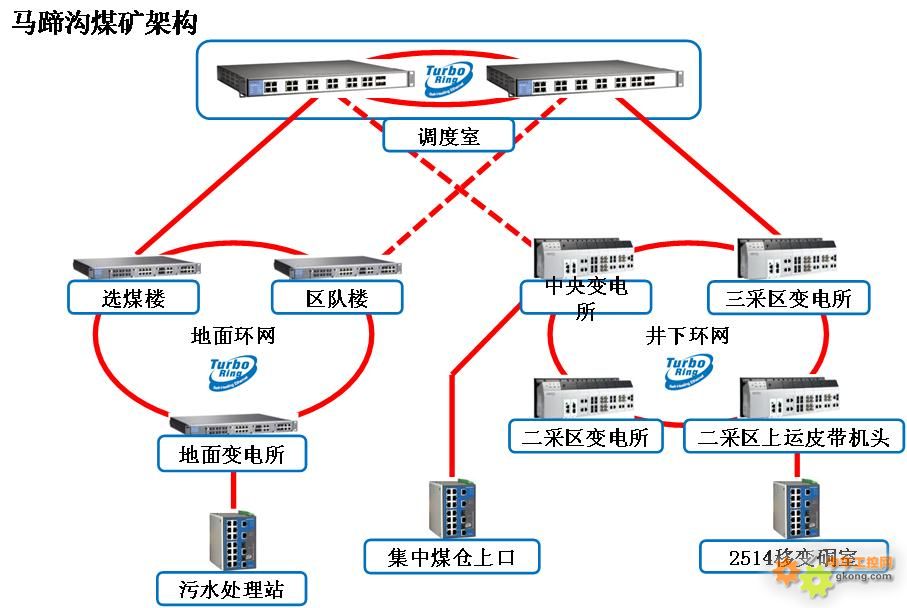 Moxa工业交换机在华亭煤矿矿井综合自动化系统中的应用
项目描述华亭煤业集团公司所在的华亭矿区是国家13个大型煤炭基地,矿区总面积134平方公里,煤炭资源总量为28.5亿吨。截至2011年底,公司保有煤炭资源量21.5亿吨,可采储量11.2亿吨。随着华亭
Moxa工业交换机在华亭煤矿矿井综合自动化系统中的应用
项目描述华亭煤业集团公司所在的华亭矿区是国家13个大型煤炭基地,矿区总面积134平方公里,煤炭资源总量为28.5亿吨。截至2011年底,公司保有煤炭资源量21.5亿吨,可采储量11.2亿吨。随着华亭
 罗克韦尔MP系列不锈钢伺服电机在食品包装设备的应用
背景 几十年前,不锈钢曾被认为是食品包装设备的高端选项。但在最近几年,在全球范围的食品加工和包装行业内收紧了对卫生清洗的要求。因此,各行业协会建立了多项标准和指令,以帮助制造商及其机器制造商符合这
罗克韦尔MP系列不锈钢伺服电机在食品包装设备的应用
背景 几十年前,不锈钢曾被认为是食品包装设备的高端选项。但在最近几年,在全球范围的食品加工和包装行业内收紧了对卫生清洗的要求。因此,各行业协会建立了多项标准和指令,以帮助制造商及其机器制造商符合这
 华北工控“智能工厂”应用计算机产品方案,助力智能制造弯道超车
得益于通信技术、高级人工智能及计算机系统等在工厂层面的具体应用,生产系统的效率、人力成本、可视化管理等正在不断优化,智能工厂已成为全球制造业发展的必然趋势。01、工厂的智能化转型智能工厂的实质是依
华北工控“智能工厂”应用计算机产品方案,助力智能制造弯道超车
得益于通信技术、高级人工智能及计算机系统等在工厂层面的具体应用,生产系统的效率、人力成本、可视化管理等正在不断优化,智能工厂已成为全球制造业发展的必然趋势。01、工厂的智能化转型智能工厂的实质是依
 基于紫金桥组态软件的产品质量跟踪管理系统
产品质量是企业生存和发展之本,产品质量管理系统作为产品出厂最后一道关口,对保证产品质量起着至关重要的作用,本文主要介绍基于紫金桥组态软件平台和关系数据库构建产品质量跟踪管理系统的方法和过程。整个系
基于紫金桥组态软件的产品质量跟踪管理系统
产品质量是企业生存和发展之本,产品质量管理系统作为产品出厂最后一道关口,对保证产品质量起着至关重要的作用,本文主要介绍基于紫金桥组态软件平台和关系数据库构建产品质量跟踪管理系统的方法和过程。整个系
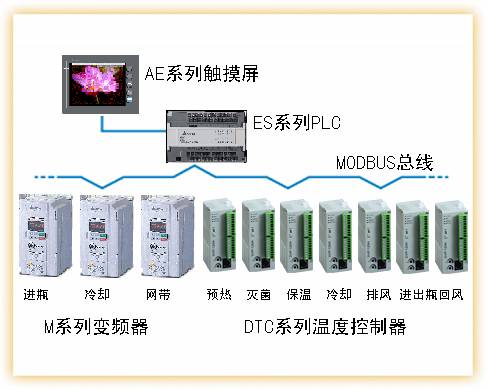 台达自动化产品在隧道式灭菌干燥箱上的应用
中达电通股份有限公司PLC产品处 李 振 Li Zhen摘 要:本文主要介绍台达机电自动化平台在隧道式灭菌干燥箱电气控制系统中应用技术。项目采用了台达公司的ES系列PLC、AE系列触摸屏、M系列变
台达自动化产品在隧道式灭菌干燥箱上的应用
中达电通股份有限公司PLC产品处 李 振 Li Zhen摘 要:本文主要介绍台达机电自动化平台在隧道式灭菌干燥箱电气控制系统中应用技术。项目采用了台达公司的ES系列PLC、AE系列触摸屏、M系列变
 工业机器人需求高涨 | 华北工控可提供码垛机器人专用计算机产品方案
工业机器人,是实现工业自动化技术落地的重要组成之一,也是帮助企业降本增效的重要智能设备。随着工业4,0的持续推进,未来工业机器人市场有望继续保持快速增长。全自动码垛机器人,是应用最广泛的工业机器人
工业机器人需求高涨 | 华北工控可提供码垛机器人专用计算机产品方案
工业机器人,是实现工业自动化技术落地的重要组成之一,也是帮助企业降本增效的重要智能设备。随着工业4,0的持续推进,未来工业机器人市场有望继续保持快速增长。全自动码垛机器人,是应用最广泛的工业机器人
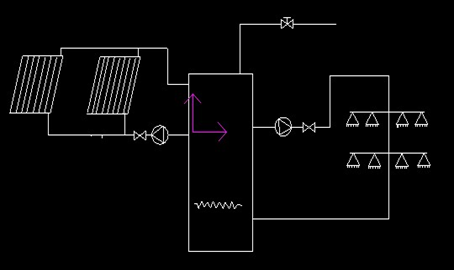 台达PLC在太阳能热水自动控制系统中的应用
摘 要:节约能源、保护环境,开发利用清洁、环保的可再生能源,优化能源结构、发展低碳经济是我国实现可持续发展的重要途径。太阳能以其储量丰富、安全可靠、清洁无污染等优势,成为世界各国应对能源危机、
台达PLC在太阳能热水自动控制系统中的应用
摘 要:节约能源、保护环境,开发利用清洁、环保的可再生能源,优化能源结构、发展低碳经济是我国实现可持续发展的重要途径。太阳能以其储量丰富、安全可靠、清洁无污染等优势,成为世界各国应对能源危机、
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业