主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
ENTRX 网络化高速在线监测系统经过机动部、仪表车间、计算机站、状态监测组协调、配合厂家硬件安装和软件调、性能测试,今年初已投入使用。在机组出现异常时,ENTRX系统在机组故障数据的获取、故障的分析和判断起到了很大的作用,现将ENTRX系统在全密度循环气压缩机K4003今年二月检修前后出现的异常情况的应用汇报如下:
今年年初ENTRX系统就投入了试运行,不间断的采集、判断机组的运行状况,同时也采集了K4003在检修前的数据:
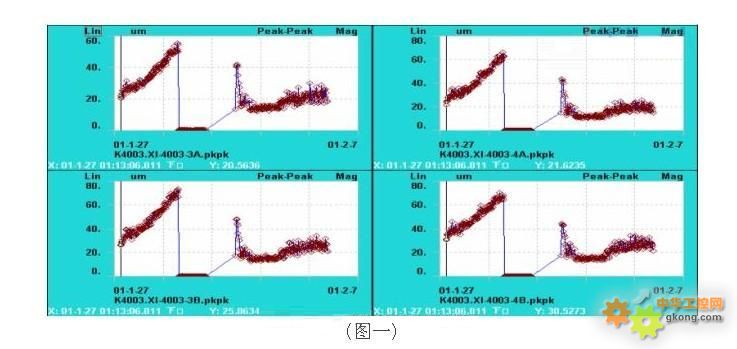
图一是K4003二对轴瓦(3B、3A,4B、4A)在检修前后一周的振动趋势图
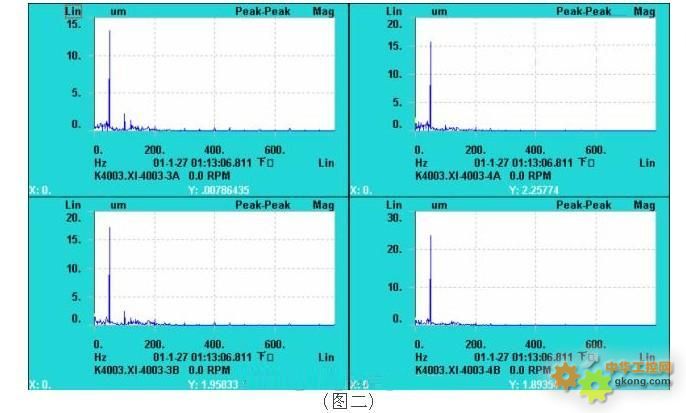
图二是在检修前压缩机联轴节侧轴瓦(3B、3A,4B4、4A)的振动谱图
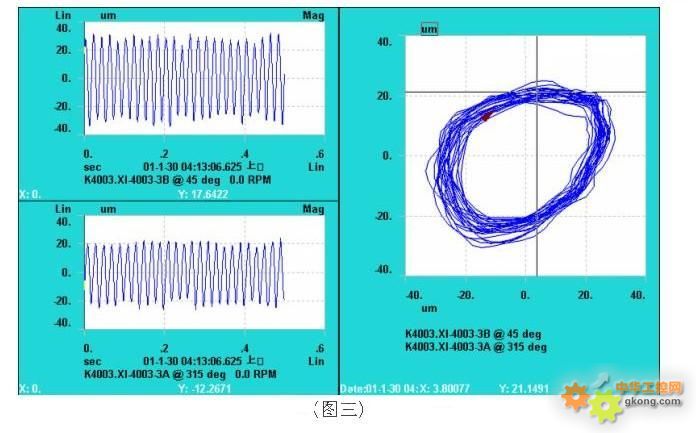
图三是其同一时刻3B、3A的时域波形和轴心轨迹,我们可以看到在谱图中,其主要成分是一倍频,时域波形为典型的正弦波,轴心轨迹为典型的椭圆,而且轨迹集中,不紊乱,K400检修前振动大的原因主要是转子在存在动不平衡问题。经检修结果验证是转子叶片不均匀的积满了循环气中的粉料。
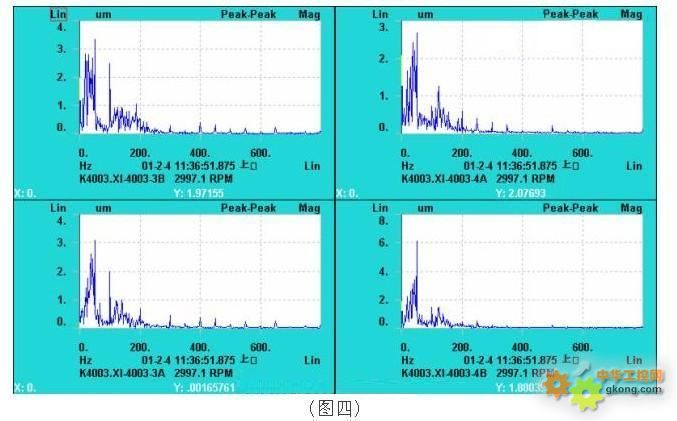 这是检修后压缩机新轴瓦磨合的结果,这从ENTRX采到的数据可以看出,如图四
这是检修后压缩机新轴瓦磨合的结果,这从ENTRX采到的数据可以看出,如图四
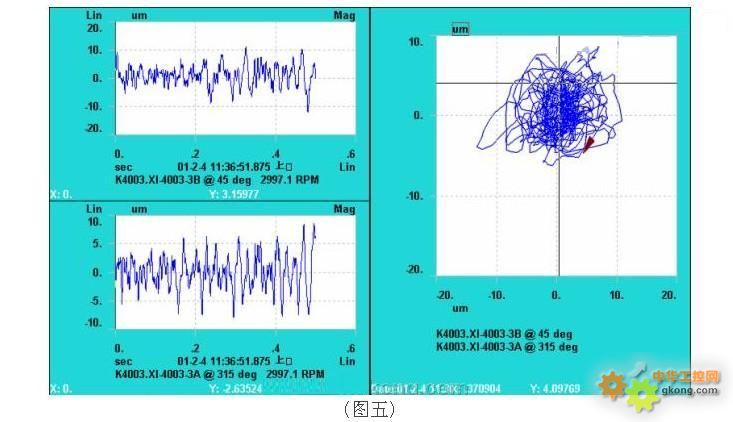
从图中可以看到在(3B、3A,4B、4A)1X附近存在明显的边带,其轴心轨迹紊乱(如图五),但由于其幅值很小,不会对压缩机的运行造成影响,随着时间推移,会慢慢消失。
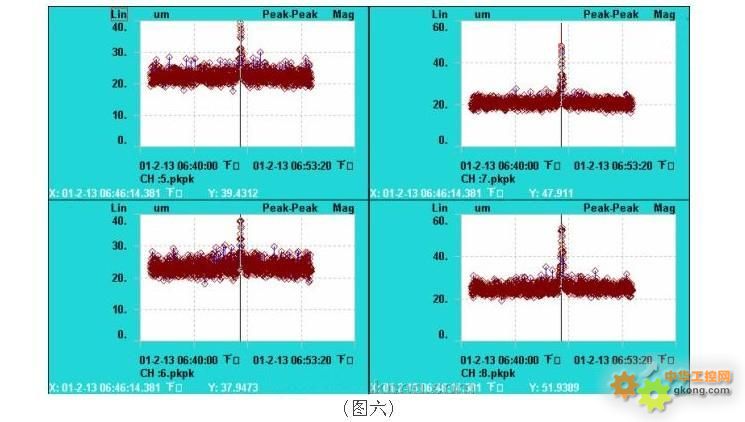
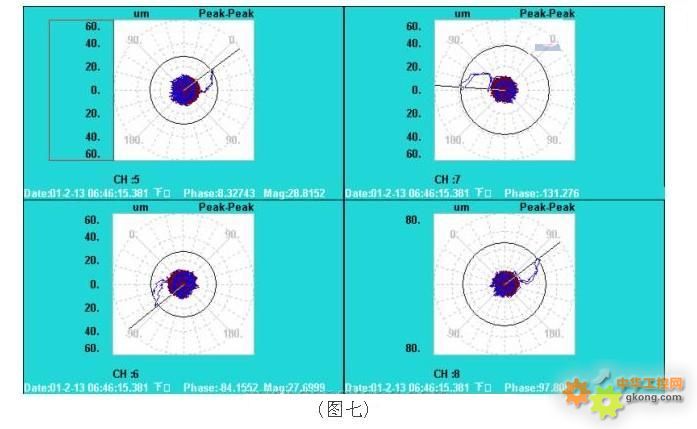
K4003开车后,工艺投料不久,现场表出现压缩机联轴节侧轴瓦振动偶然报警,如且在DCS上偶然也有振动上升的记录,由于ENTRX采集速度近似实时,通过设定幅值门限的方法,轻松采集到了在DCS上无法记录到的振动短时上升的数据,如图六所示:3B、3A、4B、4A四个测点的振动在很短的时间内同时都有一上升和下降并恢复到原有值的一个过程,历时10秒钟,其主要成分为1X,从其对应的波德图(如图七所示)我们可以看出,各测点的相位在幅值发生变化时,同时也发生变化,说明转子原有的振动高点的位置发生了变化。通常情况下,稳定的转子其高点在短时间内是不变的,出现这种情况的可能性无非是转子受到了外力的瞬态扰动,使其高点发生瞬态转移,一旦消失,则恢复原状。如:外物对转子的瞬态的打击等,根据K4003压缩机工作介质可能存在粉料结块的特点,我们认为振动的原因是工艺状况引起的,压缩机不存在机械故障,通过对工艺操作的调整,这种情况的振动现象目前已消失,由于我们通过ENTRX系统即时、有效获得了机组振动的相关数据,对机组机组出现的故障很快得到正确分析结果,免去了停车检查所造成的损失,保证了机组的联续运行。
 在上述故障消失后一个多星期,K4003压缩机联轴节侧轴瓦振动再次出现偶然报警(因于K4003的振动一直是比较小的,所以当时报警值设定在40uM),如且在DCS上偶然同样有为K4003的振动一直较小,所以振动报警值设定在40Um),而且在DCS上偶然同样有振动上升的记录,但报警原因同样不明。根据ENTRX系统采集的数据的趋势图(如下图八)
在上述故障消失后一个多星期,K4003压缩机联轴节侧轴瓦振动再次出现偶然报警(因于K4003的振动一直是比较小的,所以当时报警值设定在40uM),如且在DCS上偶然同样有为K4003的振动一直较小,所以振动报警值设定在40Um),而且在DCS上偶然同样有振动上升的记录,但报警原因同样不明。根据ENTRX系统采集的数据的趋势图(如下图八)
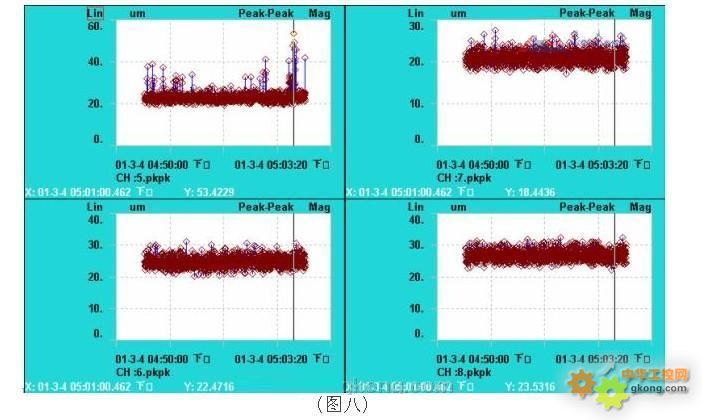 只有3B才出现较大的、瞬间上升的振动,而3A、4B、4A则没有,并且振动大出的现时间极短,这与上次发生的情况从机理上有明显不同,其对应的波德图(如图九所示)
只有3B才出现较大的、瞬间上升的振动,而3A、4B、4A则没有,并且振动大出的现时间极短,这与上次发生的情况从机理上有明显不同,其对应的波德图(如图九所示)
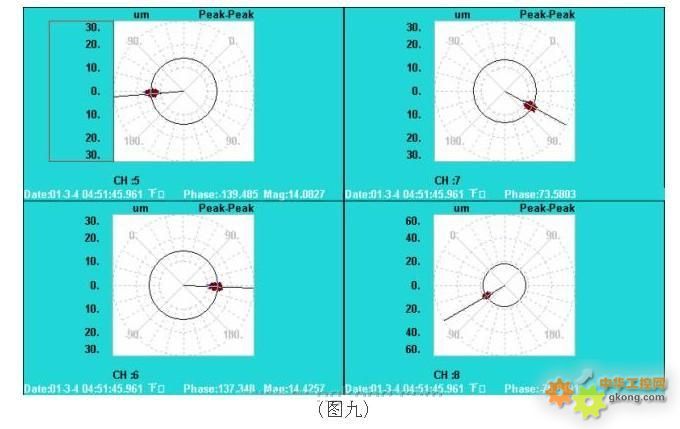 3B、3A、4B、4A各测点对应的相位没有任何变化,根据以上数据的分析,因此我们认为出现振动大引起报警的原因同样与机组机械部分无关,最大的可能是位移传感器受外界高频信号干扰所至。由于明确了故障原因,做到了心中有数,考虑到不因误动作而引起机组跳车,有关部门采用了临时摘除振动连锁的办法,从而保证了装置的安、稳、长运行。
3B、3A、4B、4A各测点对应的相位没有任何变化,根据以上数据的分析,因此我们认为出现振动大引起报警的原因同样与机组机械部分无关,最大的可能是位移传感器受外界高频信号干扰所至。由于明确了故障原因,做到了心中有数,考虑到不因误动作而引起机组跳车,有关部门采用了临时摘除振动连锁的办法,从而保证了装置的安、稳、长运行。
以上是ENTRX系统在安装、调试后应用的其中一例。ENTRX系统我们正在学习、使用中,为使ENTRX系统在大机组故障诊断中得到更好的应用,除了监测人员自身的努力外,相关领导、部门对这项工作的重视和关怀是分不开的。
文章来源: 茂名石化乙烯工业公司监测组 彭亚平
 基于台达自动化平台构建的大幅面多色印刷机网络系统
河南新机股份有限公司 宋成丰 裴建才摘 要:本文详细介绍了台达人机界面、文本显示器、EH系列可编程控制器、V及B型交流变频器构成的控制系统在河南新机股份有限公司生产的XJ4142大全张四色胶印机
基于台达自动化平台构建的大幅面多色印刷机网络系统
河南新机股份有限公司 宋成丰 裴建才摘 要:本文详细介绍了台达人机界面、文本显示器、EH系列可编程控制器、V及B型交流变频器构成的控制系统在河南新机股份有限公司生产的XJ4142大全张四色胶印机
 才茂基于GPRS网络与GPS卫星定位的出租车(公交车)调度管理
一、 引言随着国内经济的飞速发展,人们出行在外应用出租车和公交车等交通工具是必不可少的,然而运输管理的的成本也是成为了现在客运公司考虑的首要问题,为了提高工作效率以及服务水平,这需要企业能够及时、准
才茂基于GPRS网络与GPS卫星定位的出租车(公交车)调度管理
一、 引言随着国内经济的飞速发展,人们出行在外应用出租车和公交车等交通工具是必不可少的,然而运输管理的的成本也是成为了现在客运公司考虑的首要问题,为了提高工作效率以及服务水平,这需要企业能够及时、准
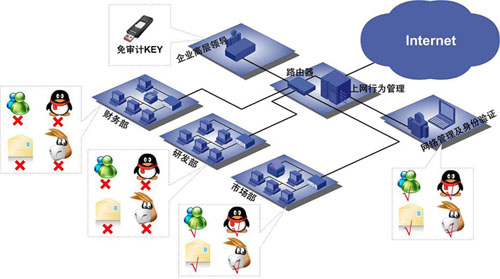 祈飞科技:网络安全之上网行为管理应用解决方案
一、项目背景随 着计算机、宽带技术的迅速发展,网络办公日益流行,互联网已经成为人们工作、生活、学习过程中不可或缺、便捷高效的工具。但是,在享受着电脑办公和互联网 带来的便捷同时,员工非工作上网现象越
祈飞科技:网络安全之上网行为管理应用解决方案
一、项目背景随 着计算机、宽带技术的迅速发展,网络办公日益流行,互联网已经成为人们工作、生活、学习过程中不可或缺、便捷高效的工具。但是,在享受着电脑办公和互联网 带来的便捷同时,员工非工作上网现象越
 台达自动化在全自动高速剪折机的应用
中达电通股份有限公司摘 要:在分析剪折机嵌入式控制系统的基础上,提出基于台达机电自动化平台的全自动剪折机解决方案。给出变频器主驱电机转数;PLC驱动步进电机脉冲频率;步进电机变速定标等重要控制技术
台达自动化在全自动高速剪折机的应用
中达电通股份有限公司摘 要:在分析剪折机嵌入式控制系统的基础上,提出基于台达机电自动化平台的全自动剪折机解决方案。给出变频器主驱电机转数;PLC驱动步进电机脉冲频率;步进电机变速定标等重要控制技术
 四信4G路由器助力巴西世界杯安防监测系统
四信4G路由器助力巴西世界杯安防监测系统 2014年6月13日凌晨,万众瞩目的世界杯在巴西圣保罗科林蒂安球场盛大开幕。作为一项国际盛事,巴西世界杯吸引了世界各地的球迷前往巴西观赛,因此,安保问题就成
功率放大器在高速铁路铁轨检测中的应用西安安泰电子厂家
随着铁路大提速和高速铁路的发展,行车密度、载重量和行车速度的不断提高加速了铁轨的损伤,钢轨在使用过程中,由于自然因素以及列车载荷的作用,致使其表面和内部容易发生各类损伤和缺陷,严重时甚至会造成钢轨断
小水电站生态流量监测管理平台|小水电站生态流量后台监管系统
改革开放以来,我国经济社会高速发展,物质文明得到了极大的丰富,同时片面追求经济的发展,往往以牺牲环境为代价。为全面贯彻国家的生态文明思想,落实党中央、国务院等关于小水电生态环境突出问题清理整改的指
四信4G路由器助力巴西世界杯安防监测系统
四信4G路由器助力巴西世界杯安防监测系统 2014年6月13日凌晨,万众瞩目的世界杯在巴西圣保罗科林蒂安球场盛大开幕。作为一项国际盛事,巴西世界杯吸引了世界各地的球迷前往巴西观赛,因此,安保问题就成
功率放大器在高速铁路铁轨检测中的应用西安安泰电子厂家
随着铁路大提速和高速铁路的发展,行车密度、载重量和行车速度的不断提高加速了铁轨的损伤,钢轨在使用过程中,由于自然因素以及列车载荷的作用,致使其表面和内部容易发生各类损伤和缺陷,严重时甚至会造成钢轨断
小水电站生态流量监测管理平台|小水电站生态流量后台监管系统
改革开放以来,我国经济社会高速发展,物质文明得到了极大的丰富,同时片面追求经济的发展,往往以牺牲环境为代价。为全面贯彻国家的生态文明思想,落实党中央、国务院等关于小水电生态环境突出问题清理整改的指
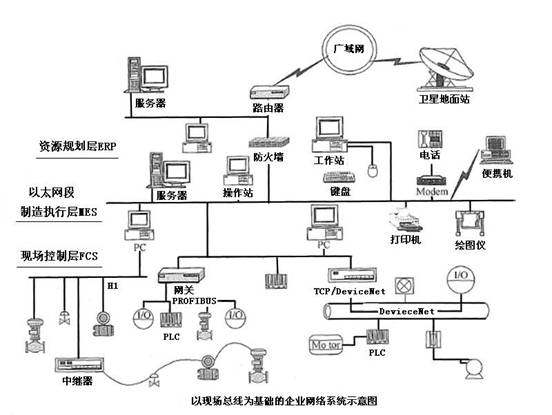 台达产品Devicenet与Ethernet网络在PLC制造厂的应用
中达电通股份有限公司 迟乐强【摘要】本文主要介绍了台达工控产品(PLC、变频器、温控器、等)在DviceNe网络及工业以太网方面的应用。【关键字】台达 现场总线 工业以太网 Devicenet P
台达产品Devicenet与Ethernet网络在PLC制造厂的应用
中达电通股份有限公司 迟乐强【摘要】本文主要介绍了台达工控产品(PLC、变频器、温控器、等)在DviceNe网络及工业以太网方面的应用。【关键字】台达 现场总线 工业以太网 Devicenet P
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业