主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
 2 工艺介绍
熔体流动速率仪是塑料挤出仪器。它是在规定的温度下,用高温加热炉是被测物体达到熔融状态。在规定负荷下通过一定的直径的小孔经行挤出试验。熔体质量流动速率就是指挤出的各段试样的平均质量折算为10分钟的挤出量。
熔体质量流动速率公式:MFR= T * M/t
公式中:m 为切取多段的平均值,单位 g
T 参比时间(10分钟)600s
t 切样间隔时间 单位s
熔体体积流动速率公式: MVR= 427L/t
公式中:L 活塞移动规定距离(0.625cm或2.54cm)
t 切样间隔时间 单位s
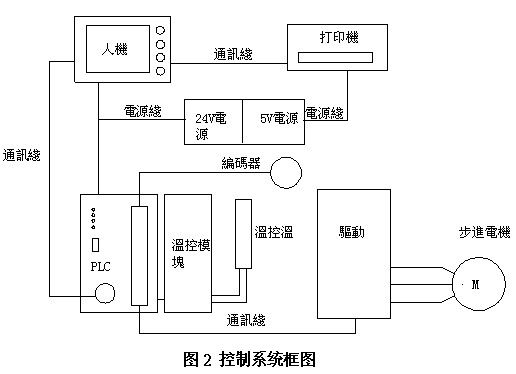
熔体流动速率仪主要由六部分组成:1、基座部分 2、熔炉部分3、切断挤出部分4、控温,测温部分5、定位移,测时间部分6、结果输出部分
3 控制系统
控制系统框图如图2所示。
2 工艺介绍
熔体流动速率仪是塑料挤出仪器。它是在规定的温度下,用高温加热炉是被测物体达到熔融状态。在规定负荷下通过一定的直径的小孔经行挤出试验。熔体质量流动速率就是指挤出的各段试样的平均质量折算为10分钟的挤出量。
熔体质量流动速率公式:MFR= T * M/t
公式中:m 为切取多段的平均值,单位 g
T 参比时间(10分钟)600s
t 切样间隔时间 单位s
熔体体积流动速率公式: MVR= 427L/t
公式中:L 活塞移动规定距离(0.625cm或2.54cm)
t 切样间隔时间 单位s
熔体流动速率仪主要由六部分组成:1、基座部分 2、熔炉部分3、切断挤出部分4、控温,测温部分5、定位移,测时间部分6、结果输出部分
3 控制系统
控制系统框图如图2所示。
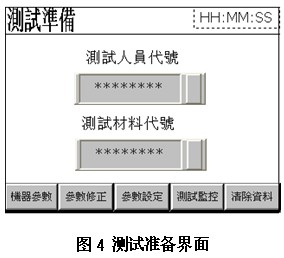 该界面主要用于测试人员在测试物料之前填写,目的是明却测试人员和所测物料的代号。此两个参数会在试验完毕后打印在测试报告中。
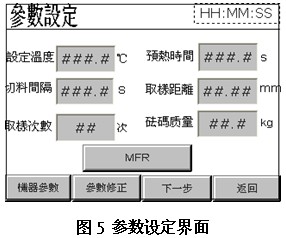
(2) 参数设定界面
参数设定界面如图5所示
该界面主要用于测试人员在测试物料之前填写,目的是明却测试人员和所测物料的代号。此两个参数会在试验完毕后打印在测试报告中。
(2) 参数设定界面
参数设定界面如图5所示
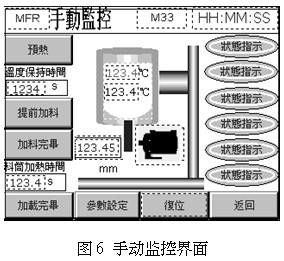
 该界面是手动的监控界面。主要是通过监控完成正式试验前的一些动作。其中左侧为控制部份,右侧为状态显示,中间为机器的简单示意图。
(3) 手动监控界面
手动监控界面如图6所示。
该界面是手动的监控界面。主要是通过监控完成正式试验前的一些动作。其中左侧为控制部份,右侧为状态显示,中间为机器的简单示意图。
(3) 手动监控界面
手动监控界面如图6所示。
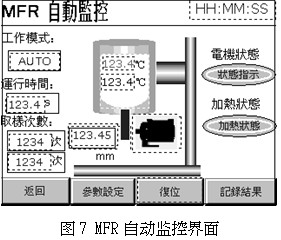
 该界面同样用于测试人员在测试物料之前填写或核对测试数据。测试人员会跟据国家标准中规定的测试条件设置所需参数,并确定当次测试的工作模式。
(4) MFR自动监控界面
MFR自动监控界面如图7所示。
该界面同样用于测试人员在测试物料之前填写或核对测试数据。测试人员会跟据国家标准中规定的测试条件设置所需参数,并确定当次测试的工作模式。
(4) MFR自动监控界面
MFR自动监控界面如图7所示。
 该界面是MVR自动模式下的监控介面。可在手动界面完成准备后自动跳转该界面。主要用于监视测试的一些数据和状态。
(5) 计算结果界面
计算结果界面如图8所示。
该界面是MVR自动模式下的监控介面。可在手动界面完成准备后自动跳转该界面。主要用于监视测试的一些数据和状态。
(5) 计算结果界面
计算结果界面如图8所示。
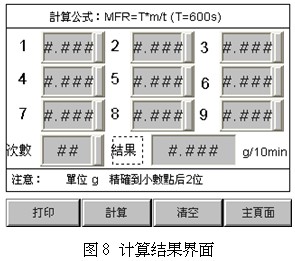 该界面是MFR模式下的测试结果显示界面。并可以计算结果和打印结果。
相关重要设置如下:
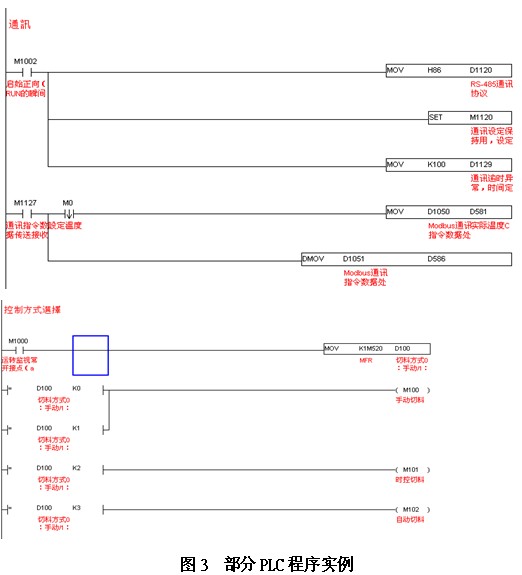
(1)选择COM1端口,通过宏指令与微型打印机连接。台达人机界面的宏指令是一个非常强大的功能,通讯指令的存在更是与针式打印机一类的带通讯的设备提供了非常简便的连接方式。
(2)温控器型号为DTC1000V,通讯程序:通过设定RS-485的通讯协议、逾时时间,利用MODWR和MODRD指令将温控设定值,温度当前值,温控启动,温控自动调整,PID参数,误差调整值读取或写入DTC中,已完成工艺需要的控制要求。
5 结束语
由台达人机、PLC、DTC,编码器组成的控制系统轻松实现用户提出的要求;稳定可靠的产品品质,简单便易的操作方法,体现了台达机电产品整合系统的优越性;系统实现了全自动生产,大大提高了检测效率。为检测机行业提供了很好的案例。
【参考文献】
[1] 台达全系列可编程序控制器 台达内部资料 2008
[2] 郭宗仁等. 可编程序控制器应用系统设计及通信网络技术. 人民邮电出版社,2002
[3] 《通信原理》,第3版,北京邮电大学出版社2008,周炯盘等编着
该界面是MFR模式下的测试结果显示界面。并可以计算结果和打印结果。
相关重要设置如下:
(1)选择COM1端口,通过宏指令与微型打印机连接。台达人机界面的宏指令是一个非常强大的功能,通讯指令的存在更是与针式打印机一类的带通讯的设备提供了非常简便的连接方式。
(2)温控器型号为DTC1000V,通讯程序:通过设定RS-485的通讯协议、逾时时间,利用MODWR和MODRD指令将温控设定值,温度当前值,温控启动,温控自动调整,PID参数,误差调整值读取或写入DTC中,已完成工艺需要的控制要求。
5 结束语
由台达人机、PLC、DTC,编码器组成的控制系统轻松实现用户提出的要求;稳定可靠的产品品质,简单便易的操作方法,体现了台达机电产品整合系统的优越性;系统实现了全自动生产,大大提高了检测效率。为检测机行业提供了很好的案例。
【参考文献】
[1] 台达全系列可编程序控制器 台达内部资料 2008
[2] 郭宗仁等. 可编程序控制器应用系统设计及通信网络技术. 人民邮电出版社,2002
[3] 《通信原理》,第3版,北京邮电大学出版社2008,周炯盘等编着 基于DELTA机电产品的高精密斜臂式丝网印刷机
摘要:丝网印刷作为印刷方式其中之一,有着非常重要的地位,丝网印刷机械种类、型号繁多,但其基本工作原理相同。高精密斜臂式丝网印刷机有着较为普遍的意义。 关键字:可编程控制器(PLC)交流伺服(SER
基于DELTA机电产品的高精密斜臂式丝网印刷机
摘要:丝网印刷作为印刷方式其中之一,有着非常重要的地位,丝网印刷机械种类、型号繁多,但其基本工作原理相同。高精密斜臂式丝网印刷机有着较为普遍的意义。 关键字:可编程控制器(PLC)交流伺服(SER
 智慧医疗建设加速,华北工控提供医院自助设备计算机产品方案
随着社会的进步,自助服务终端在千行百业的应用愈发广泛。尤其是医疗领域,医疗自助设备作为智慧医疗建设的重要组成部分,对优化医院服务流程、提高患者就医效率具有突出作用,发展潜力巨大。 市场呼唤智
智慧医疗建设加速,华北工控提供医院自助设备计算机产品方案
随着社会的进步,自助服务终端在千行百业的应用愈发广泛。尤其是医疗领域,医疗自助设备作为智慧医疗建设的重要组成部分,对优化医院服务流程、提高患者就医效率具有突出作用,发展潜力巨大。 市场呼唤智
 基于台达机电技术的伺服成型包覆丝机自动化设计
中达电通股份有限公司 谢伟伟 摘 要:在简要介绍包覆丝机工作原理的基础上重点研讨伺服成型包覆丝机自动化系统设计术。系统基于PLC控制平台与触摸屏、变频器、伺服驱动的集成控制结构。 关键
基于台达机电技术的伺服成型包覆丝机自动化设计
中达电通股份有限公司 谢伟伟 摘 要:在简要介绍包覆丝机工作原理的基础上重点研讨伺服成型包覆丝机自动化系统设计术。系统基于PLC控制平台与触摸屏、变频器、伺服驱动的集成控制结构。 关键
 数据中心机房电气系统设计与监控产品选型
赵斌(安科瑞电气股份有限公司 上海 嘉定 201801)引言进入21世纪,国内也兴起了数据中心建设的热潮,尤其是近几年来,数据中心机房的数量、规模都有大幅增长,从几千平米到上万平方不等,尤以电信、金融
数据中心机房电气系统设计与监控产品选型
赵斌(安科瑞电气股份有限公司 上海 嘉定 201801)引言进入21世纪,国内也兴起了数据中心建设的热潮,尤其是近几年来,数据中心机房的数量、规模都有大幅增长,从几千平米到上万平方不等,尤以电信、金融
 华北工控“智能工厂”应用计算机产品方案,助力智能制造弯道超车
得益于通信技术、高级人工智能及计算机系统等在工厂层面的具体应用,生产系统的效率、人力成本、可视化管理等正在不断优化,智能工厂已成为全球制造业发展的必然趋势。01、工厂的智能化转型智能工厂的实质是依
华北工控“智能工厂”应用计算机产品方案,助力智能制造弯道超车
得益于通信技术、高级人工智能及计算机系统等在工厂层面的具体应用,生产系统的效率、人力成本、可视化管理等正在不断优化,智能工厂已成为全球制造业发展的必然趋势。01、工厂的智能化转型智能工厂的实质是依
 台达自动化产品在塑料床垫成型机上整合应用
摘 要: 本文主要介绍台达自动化产品在塑料床垫成型机控制系统上的整合应用。该控制系统结合台达HMI、PLC、变频器、温控器等自动化产品,操作直观、灵活,大大提高了系统运作效率,体现出台达自动化产
台达自动化产品在塑料床垫成型机上整合应用
摘 要: 本文主要介绍台达自动化产品在塑料床垫成型机控制系统上的整合应用。该控制系统结合台达HMI、PLC、变频器、温控器等自动化产品,操作直观、灵活,大大提高了系统运作效率,体现出台达自动化产
 华北工控智能交通 交通枢纽嵌入式计算机产品方案
城市交通系统作为政府公共服务建设中最为重要的一个环节之一,对其的智能化升级一直是提高城市运行效率的立脚点。交通枢纽是人流、物流线的中间节点,其系统运行效率,也对整个大的交通系统的周转产生影响。嵌入
Moxa无线产品在台湾高速公路ATIS系统中的应用
项目描述台湾是世界人口最稠密的岛屿之一,每平方公里人口数已超过660人。其中三分之二的岛屿是由茂密的山林组成,将23万居民中的90%集中在西部海岸居住。台湾公路网经常会发生因山体滑坡、道路封闭等严重
华北工控智能交通 交通枢纽嵌入式计算机产品方案
城市交通系统作为政府公共服务建设中最为重要的一个环节之一,对其的智能化升级一直是提高城市运行效率的立脚点。交通枢纽是人流、物流线的中间节点,其系统运行效率,也对整个大的交通系统的周转产生影响。嵌入
Moxa无线产品在台湾高速公路ATIS系统中的应用
项目描述台湾是世界人口最稠密的岛屿之一,每平方公里人口数已超过660人。其中三分之二的岛屿是由茂密的山林组成,将23万居民中的90%集中在西部海岸居住。台湾公路网经常会发生因山体滑坡、道路封闭等严重
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业