主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
视频链接地址:http://v.youku.com/v_show/id_XMTYzNDYwMTgwNA==.html?tpa=dW5pb25faWQ9MjAwMDAxXzEwMDEzM18wMV8wNA
作者:海为用户 张工
丝网是我国传统的工业品,在科研、生产和生活等许多领域具有广泛的用途。有的用来做护拦网、钢板网、窗纱,也有的用来做公路护拦、化工过滤、安防等。不同用途的丝网其材质、目数、线径、长宽等均会有所不同。虽然丝网多种多样,但现如今市面上的丝网机大多一样,基本都是旧的纯机械连杆设备,此种设备不仅换网时调试麻烦,而且还比较容易出现剑带勾不住丝,弄破丝网等情况。针对此种情况,本次主要针对剑带部分进行改造,改造之后的机台换网时调试方便,自动化程度大大提高了,极大地减小了工作人员的工作量,提升了生产效率。
产品选型:
现场采用的是海为的T16S0T的主机、深圳伟创2.6KW的SD600系列的伺服电机。
海为T16S0T主机自带2路200K高速脉冲输入,2路200K高速脉冲输出,支持绝对定位、相对定位、电气原点定义等,满足丝网机控制系统的需求。
深圳伟创的SD600交流伺服系统采用全数字电机控制算法,完全以软件方式实现了电流环、位置环、速度环的闭环伺服控制,具有良好的自适应能力,可应用于各种各样的使用场合,满足丝网机控制系统的要求。

图1 电控柜外部图

图2 电控柜内部图
工艺流程:
丝网机主要分成俩部分,一部分是主轴部分,另外一部分是从轴部分(剑带)。主轴部分通过一台工频的三相电机来带动,在电机正转的过程中,通过机械的连杆结构会实现机构来回往复运动,使上下二层丝线的间隙由小变大,再由大变小。现在改造的是从轴部分,通过编码器检测主轴的位置和速率,然后控制从轴使剑带在上下二层丝线由小变大再由大变小的过程中完成拉丝的动作。

图3 上下层丝线

图 4 从轴改造前后图片

图5 加装的编码器

图6 主轴转一圈对应的角度

图7 触摸屏画面
这边将编码器转一圈设置为1000份,主轴处于不同的角度时,伺服电机带动剑带走到相应的位置,完成相应的动作。整体工作流程如上所述,改造的难点主要是如何保证在主轴转动到需要拉纬的位置(上下二层丝线间隙刚刚好,既不会勾住剑带,又能保证丝网的刚性),从轴及时的走到相应位置完成二次拉纬动作(丝线拉到脱离剑带的动作)。二次拉纬位置根据丝网尺寸的不同而有所不同,其位置的好坏直接影响整张丝网的质量,及其重要。
硬件配置及部分程序:
为了解决此次项目的难点,本次程序采用模拟机械连杆结构的方法来实现相应功能,使用A/B相1倍频的单段比较模式来检测主轴的频率及位置,检测到主轴位置后使用PLSY指令使从轴快速跟随到相应的指定位置。整体的控制要求PLC和伺服电机都有较快的响应速度,使用海为PLC和伟创的伺服电机机台正常运转,效果良好。
PLC硬件配置图:

图8 PLC硬件配置图

图9 高速计数部分程序

图10 出剑及回剑部分程序
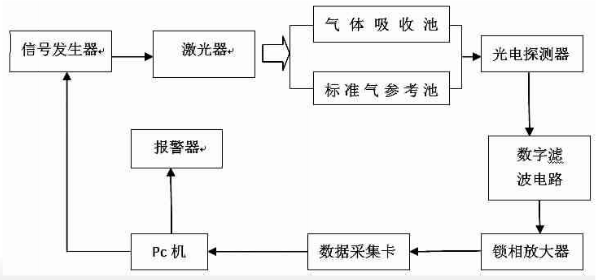 数据采集卡在TDLAS(可调谐半导体激光吸收光谱)上的应用
TDLAS,即可调谐半导体激光吸收光谱。该技术主要是利用可调谐半导体激光器的窄线宽和波长随注入电流改变的特性实现对分子的单个或几个距离很近很难分辨的吸收线进行测量。它的主要特点包括: (1) 高选
数据采集卡在TDLAS(可调谐半导体激光吸收光谱)上的应用
TDLAS,即可调谐半导体激光吸收光谱。该技术主要是利用可调谐半导体激光器的窄线宽和波长随注入电流改变的特性实现对分子的单个或几个距离很近很难分辨的吸收线进行测量。它的主要特点包括: (1) 高选
 C系列体验文章—海为C60S2R在薄膜包装行业上的应用
作者: 王凤荣一、应用背景薄膜及包装行业,复合涂布,二电机或三电机同步,及风机加热控制。二、应用需求运用PLC的ModBus的通讯功能,控制变频器的运行频率,使用逻辑控制及顺控程序来简化现场的控制线
C系列体验文章—海为C60S2R在薄膜包装行业上的应用
作者: 王凤荣一、应用背景薄膜及包装行业,复合涂布,二电机或三电机同步,及风机加热控制。二、应用需求运用PLC的ModBus的通讯功能,控制变频器的运行频率,使用逻辑控制及顺控程序来简化现场的控制线
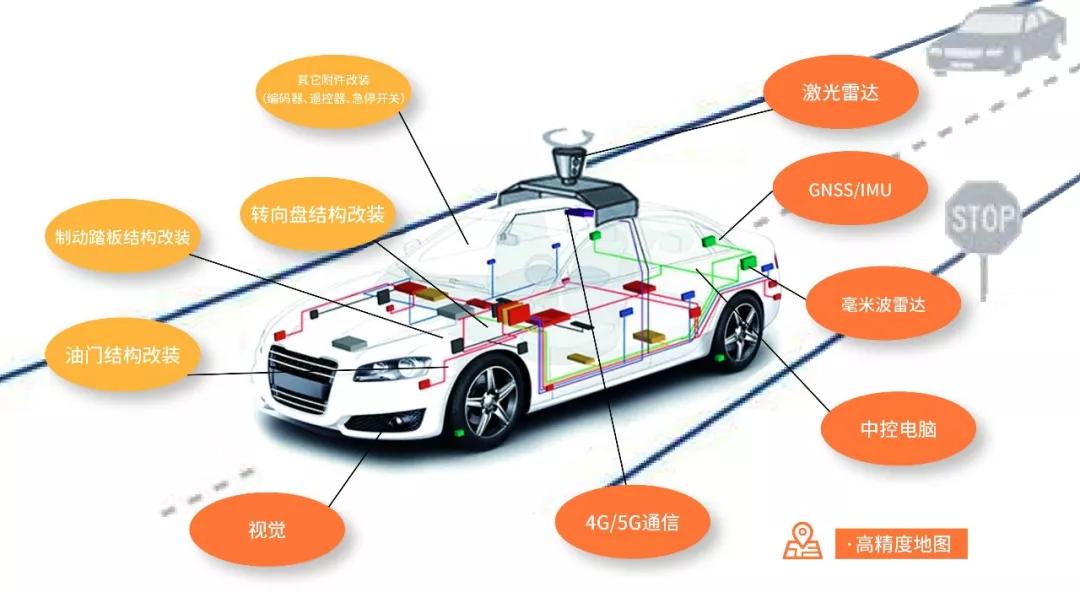 特控工控机解决方案在无人驾驶领域的应用
从20世纪70年代开始,美国、英国、德国等发达国家开始进行无人驾驶汽车的研究,在可行性和实用化方面都取得了突破性的进展。中国从20世纪80年代开始进行无人驾驶汽车的研究,国防科技大学在1992年成功
特控工控机解决方案在无人驾驶领域的应用
从20世纪70年代开始,美国、英国、德国等发达国家开始进行无人驾驶汽车的研究,在可行性和实用化方面都取得了突破性的进展。中国从20世纪80年代开始进行无人驾驶汽车的研究,国防科技大学在1992年成功
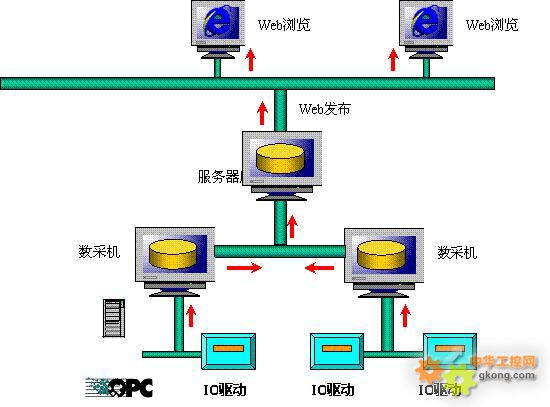 基于紫金桥实时数据库在天然气生产指挥调度系统中的应用
工程简介 大庆天然气公司主要担负着油田的油气集输和油气初加工任务,是全国最大的溶解气处理加工基地,从地理位置讲天然气分公司的生产基地比较分散,共有11个大队25套装置48套控制系统和26个计量系
基于紫金桥实时数据库在天然气生产指挥调度系统中的应用
工程简介 大庆天然气公司主要担负着油田的油气集输和油气初加工任务,是全国最大的溶解气处理加工基地,从地理位置讲天然气分公司的生产基地比较分散,共有11个大队25套装置48套控制系统和26个计量系
 Acrel-3000电能管理系统在高岛屋的应用
赵斌安科瑞电气股份有限公司,上海嘉定201801;摘要:介绍高岛屋,采用智能电力仪表,采集楼层用户各种电参量。系统采用现场就地组网的方式,组网后通过现场总线通讯并远传至后台,通过Acrel-3000型
维控HMI和PLC在理瓶机设备的应用
一、简介玻璃自动理瓶机主要是应用于制瓶机生产设备的后续工作,整理检测传送的设备。当生产出玻璃瓶时,它可同步进行有序检测玻璃瓶并传送。该设备能满足最先进的高速制瓶机生产需求,应用PLC控制伺服高速传输
Acrel-3000电能管理系统在高岛屋的应用
赵斌安科瑞电气股份有限公司,上海嘉定201801;摘要:介绍高岛屋,采用智能电力仪表,采集楼层用户各种电参量。系统采用现场就地组网的方式,组网后通过现场总线通讯并远传至后台,通过Acrel-3000型
维控HMI和PLC在理瓶机设备的应用
一、简介玻璃自动理瓶机主要是应用于制瓶机生产设备的后续工作,整理检测传送的设备。当生产出玻璃瓶时,它可同步进行有序检测玻璃瓶并传送。该设备能满足最先进的高速制瓶机生产需求,应用PLC控制伺服高速传输
 紫金桥软件在电子注塑机运行综合监控中的应用
前言电子设备运行综合管理系统就是企业在在实际生产过程中,根据技术、经济、环境、安全等指标,进行设备的维护与修理、设备的改进与改造、甚至设备的更新与报废等全过程全方位的科学的管理。设备运行综合监控管
紫金桥软件在电子注塑机运行综合监控中的应用
前言电子设备运行综合管理系统就是企业在在实际生产过程中,根据技术、经济、环境、安全等指标,进行设备的维护与修理、设备的改进与改造、甚至设备的更新与报废等全过程全方位的科学的管理。设备运行综合监控管
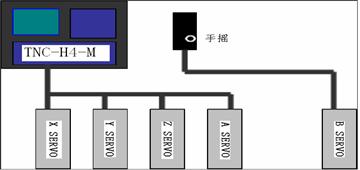 TNC-H4-M数控系统和台达伺服在轧钢辊刻花机上的应用
摘要:本文讨论轧钢辊刻花机工艺的项目集成方案,介绍了台达伺服系统和意图H4数控系统在轧钢辊刻花机上的应用,并对伺服和数控系统参数配合从使用角度作了详细说明。 关键:数控系统台达伺服系统项目集成 A
TNC-H4-M数控系统和台达伺服在轧钢辊刻花机上的应用
摘要:本文讨论轧钢辊刻花机工艺的项目集成方案,介绍了台达伺服系统和意图H4数控系统在轧钢辊刻花机上的应用,并对伺服和数控系统参数配合从使用角度作了详细说明。 关键:数控系统台达伺服系统项目集成 A
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业