主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
该项目为玉石切割项目,主要针对原石需要加工切割成片以便于后续进行打磨,成型进行使用
由于该项目的加工原材料属于贵重物品,所以相对于传统操作人员使用油锯有大量损耗以及高压水锯由于原石宽度太大导致压强不够导致无法切断的问题,很明显线切割具有损耗少(线宽0.45mm),更精准(平面光滑度),更易用(无需人为过多参与)等特性
速度:速度包含2个方面一个是走线速度,其决定原石切割效率,现场要求最高速度为17m/S,还有一个速度为主轴下降速度,其决定下降切割快慢,现场一般要求速度为最高0.7mm/分
易用:易用性主要针对现场开机除人为需要参与更换新材料外不需要人为过多参与,也就是纠偏换向方向可以自动根据实际走线放线实现变化,并且可以实现断电记忆
多功能:由于原石加工用时时间长,所以针对下降主轴的切割动作为多功能可选择方式,可以实现通过同步2个主轴共同下降,也可以采用摇摆模式,实现2个主轴按照设定的摇摆周期,摇摆摆幅实现一上一下的动作,从而以锥度方式进行切割原石
张力恒定:切割线为金刚丝,材料昂贵,所以对于走线需要收放动作相互更换,而且随着线越来越少对于张力的恒定控制也要根据实际而变化。
序号
产品名称
型号
备注
数量
1
HMI
IT6100E
人机界面
1
2
PLC
H3U-3232MT
控制器
1
3
伺服电机
ISMH3-75C15CD-A331Z
7.5KW
3
4
伺服驱动器
IS620PT026I-IAB-C
7.5KW
3
5
伺服电机
ISMH4-75B30CB-A334Z
750W
3
6
伺服驱动器
ISMH4-75B30CB-A331Z
750W
2
7
伺服驱动器
IS620PS5R5I-IAB-C
750W
5

触摸屏采用以太网形式通讯PLC,PLC采用Canlink通讯伺服实现控制。
(一)方案优点
(1)通讯优点:
采用Canlink通讯伺服,最高速度可达1M,节省接线,且数据交互方式类似于485,方便易用
(2)伺服优点:
伺服采用汇川620P 23位绝对值伺服,该伺服编码器分辨率为8388608,足够满足现场要求的定位精度,并且采用绝对值方式伺服,采用绝对值情况下的伺服,不仅仅可以实现节省原点以及限位开关,更提升初始化原本伺服回原点时间,且根据实际现场应用带有电池的绝对值伺服理论使用年限为37年
(3)控制优点:
采用小型PLC进行控制,程序方便调试人员理解
(二)、现场难点及问题解决:
(1)收放卷张力模式:
该现场收放卷控制方式为转矩/速度模式切换控制,即谁拉谁是速度模式,被拉为转矩模式,且转矩模式执行动作为反向拉紧动作,这种情况下对于主轴的动作可自动进行对为转矩模式的伺服实现自动动作
(2)纠偏动作方向:
对于收放卷的纠偏采用为根据线距实现自动速度变化跟随,以此保证线稳定在2个电极中间,并且通过收放互换,手动收放线,断电记忆可自动对纠偏方向实现更换。
(3)主轴动作:
主轴动作分为同步/摇摆,相对于同步2个主轴同时下降,摇摆模式在于通过预先设定好的摇摆周期实现1上1下的连续运动,且摇摆模式恢复到正常模式需要重新到达中心位置,在进行2个轴同时下降。
(4)走线补偿:
由于现场没有传统意义的牵引作为收放卷的中介机构,所以对于走线距离需要根据编码器实现自动补偿,当走线距离不满足实际编码器反馈数据需要进行补偿处理
 使用 PC 控制实现高效肉类分配
位于德国Irschenberg的 TVI Entwicklung und Produktion GmbH 公司主要经营各种肉类分配和加工设备及生产线从肉回火处理到将切好的部分输送到包装机械中。
使用 PC 控制实现高效肉类分配
位于德国Irschenberg的 TVI Entwicklung und Produktion GmbH 公司主要经营各种肉类分配和加工设备及生产线从肉回火处理到将切好的部分输送到包装机械中。
 高速数据通讯和动态运动控制是高效完成热喷涂工艺的保障
热喷涂是一种表面处理技术,即将熔融或加热后的材料喷涂到表面上。为了提高喷涂质量,四川大学自主设计 出一套九轴联动热喷涂系统,在这个系统中,三轴转台与六轴机械手同时优化运行。该系统利用 Beckho
高速数据通讯和动态运动控制是高效完成热喷涂工艺的保障
热喷涂是一种表面处理技术,即将熔融或加热后的材料喷涂到表面上。为了提高喷涂质量,四川大学自主设计 出一套九轴联动热喷涂系统,在这个系统中,三轴转台与六轴机械手同时优化运行。该系统利用 Beckho
 台达自动化在全自动高速剪折机的应用
中达电通股份有限公司摘 要:在分析剪折机嵌入式控制系统的基础上,提出基于台达机电自动化平台的全自动剪折机解决方案。给出变频器主驱电机转数;PLC驱动步进电机脉冲频率;步进电机变速定标等重要控制技术
台达自动化在全自动高速剪折机的应用
中达电通股份有限公司摘 要:在分析剪折机嵌入式控制系统的基础上,提出基于台达机电自动化平台的全自动剪折机解决方案。给出变频器主驱电机转数;PLC驱动步进电机脉冲频率;步进电机变速定标等重要控制技术
 皮尔磁:高效安全管理确保激光使用安全
PNOZmulti:以自动化确保零接缝有谁能想到,家具上可见的胶粘可能很快就会成为历史。豪迈公司研发了LaserTec程序,让在焊接边缘和面板材料时不会留下可见的焊缝成为可能。总部位于德国Schop
全自动绕线机设备有哪几种调速方式
我们比较常见的绕线机为了适应在线圈的加工工艺都需要配置主轴的调速功能,绕线设备根据加工类型的不同它们的配置也有不同区别,我们比较熟悉的主轴电机类型有着交流电动机以及直流电动机、伺服驱动电机这三种类型
皮尔磁:高效安全管理确保激光使用安全
PNOZmulti:以自动化确保零接缝有谁能想到,家具上可见的胶粘可能很快就会成为历史。豪迈公司研发了LaserTec程序,让在焊接边缘和面板材料时不会留下可见的焊缝成为可能。总部位于德国Schop
全自动绕线机设备有哪几种调速方式
我们比较常见的绕线机为了适应在线圈的加工工艺都需要配置主轴的调速功能,绕线设备根据加工类型的不同它们的配置也有不同区别,我们比较熟悉的主轴电机类型有着交流电动机以及直流电动机、伺服驱动电机这三种类型
 华北工控人脸闸机解决方案 打造高效率身份识别系统
将人脸识别技术加载至闸机系统,通过将人脸作为身份识别特征,减少闸机的识别步骤,简化识别流程,减少票据等身份证明工具的使用,人脸闸机在景区、交通、政务等领域的应用不断得到推广,为这些场景提供高效率的
华北工控人脸闸机解决方案 打造高效率身份识别系统
将人脸识别技术加载至闸机系统,通过将人脸作为身份识别特征,减少闸机的识别步骤,简化识别流程,减少票据等身份证明工具的使用,人脸闸机在景区、交通、政务等领域的应用不断得到推广,为这些场景提供高效率的
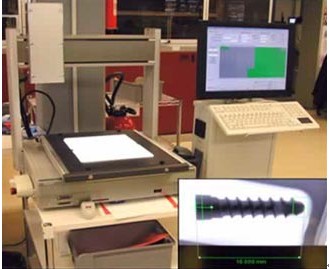 康耐视实现外科植入物完全自动化检测
百分之百的检测和识别对多数产品而言是十分重要的。低产量通常会导致高成本,如果相关产品的类型广泛多样的话,情况更是如此。很好的一个实例是DePuy Spine(总部位于瑞士,强生公司旗下品牌),该公
康耐视实现外科植入物完全自动化检测
百分之百的检测和识别对多数产品而言是十分重要的。低产量通常会导致高成本,如果相关产品的类型广泛多样的话,情况更是如此。很好的一个实例是DePuy Spine(总部位于瑞士,强生公司旗下品牌),该公
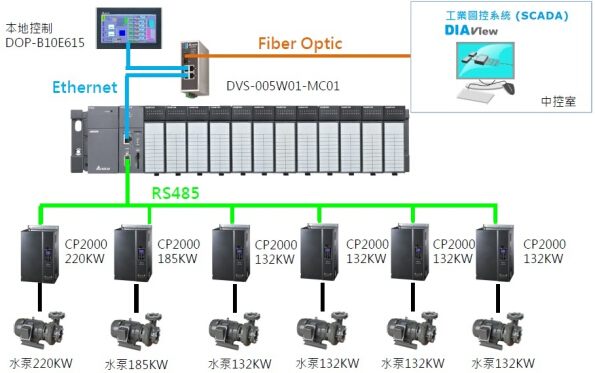 台达工业自动化助力客户水处理送水系统稳定、高效运转
随着经济发展和社会进步,水处理系统在人民日常生活中占有愈来愈重要的地位。送水系统作为水处理系统中的重要程序,承担着为居民提供终端稳定用水的重任。送水系统需以多泵控制压力与水流,由于水处理系统运行时
台达工业自动化助力客户水处理送水系统稳定、高效运转
随着经济发展和社会进步,水处理系统在人民日常生活中占有愈来愈重要的地位。送水系统作为水处理系统中的重要程序,承担着为居民提供终端稳定用水的重任。送水系统需以多泵控制压力与水流,由于水处理系统运行时
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业