主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
该项目主要为将玻璃材料通过取料点通过预先设定好的放料点实现依次码垛排放的设备
该项目为玻璃搬运设备,由于在玻璃生产中,需要高温猝火,使用人为进行搬运在安全以及效率上均比较低,使用搬运机械手可以满足效率以及安全性能
速度:客户要求搬运效率为1分钟13个左右
易用:尽量减少参数设定,尽量减少客户培训,争取达到上电复位,开机。
多功能:放料最多可以选择14组放料,可人为设定放料个数,可人为选择左右放料模式,可人为进行拖动示教进行位置对应
序号
产品名称
型号
备注
数量
1
HMI
IT6100E
人机界面
1
2
PLC
H3S-3232MT
控制器
1
3
伺服电机
ISMH3-75C15CD-A331Z
7.5KW
4
4
伺服驱动器
IS620PT026I
7.5KW
4

触摸屏采用485通讯PLC,PLC采用485通讯伺服,PLC采用脉冲控制伺服
(一)方案说明:
利用脉冲控制伺服,搭配汇川绝对值伺服,基于485方式进行伺服位置记录传输PLC脉冲寄存器实现位置不丢失,并对报警状态进行IO监视等操作。
(二)方案优点
(1)通讯优点
采用485通讯方式基于汇川全系列伺服均支持485通讯,且接线简单,型号要求简单,在连接不多且通讯数据交互比较少的情况下速率也可以满足客户要求
(2)伺服优点
伺服采用汇川620P 23位绝对值伺服,该伺服编码器分辨率为8388608,足够满足现场要求的定位精度,并且采用绝对值方式伺服,采用绝对值情况下的伺服,不仅仅可以实现节省原点以及限位开关,更提升初始化原本伺服回原点时间,且根据实际现场应用带有电池的绝对值伺服理论使用年限为37年
采用小型PLC进行控制,程序方便调试人员理解
(1)轨迹动作:
现场伺服为升降,主轴123,其中主轴123为均为共生结构,即主轴1动作影响主轴23动作,主轴2动作影响主轴3动作,而且现场要求取材料入内需要为伸入进去,对于旋转类型的轴需要2轴之间保证一定的运动轨迹方可实现放料伸入,退料伸出动作
(2)同步到达:
为保证机器动作运行连贯,需要保证主轴123之间虽然每一个设定位置不同,但是到达各自的目标位置所消耗的时间要一致营造出同步到达的现象,所以需要以某一个轴为基底轴,其余轴的动作速度跟随基底轴变化而自动改变其速度
(3)多位设定:
由于搬运机械手为旋转类型负载,在多组码垛的过程中出现问题为放料由远到近在到远,对于圆周类型动作的主轴,当运行完成最近点后需要动作的轨迹完全与之前不一致,此刻的不仅要执行总待机位置以及分布待机位置方可执行放料位置
可人为根据现场设定码垛组数根据现场不同的放料次数
可通过现场实际放料排放类型选择排料顺序
可人为断开使能,拖动机器,保存位置,实现机器按照人为之前拖动轨迹进行动作
 controX高端人机界面在橡胶机械行业的应用
controX高端人机界面在橡胶机械行业的应用一 系统概述 伴随中国汽车工业的蓬勃快速发展,轮胎制造行业也呈现出了快速增长的趋势。轮胎生产的过程中,从密炼、挤出、压延成型直至最后硫化,其间的生产过程
controX高端人机界面在橡胶机械行业的应用
controX高端人机界面在橡胶机械行业的应用一 系统概述 伴随中国汽车工业的蓬勃快速发展,轮胎制造行业也呈现出了快速增长的趋势。轮胎生产的过程中,从密炼、挤出、压延成型直至最后硫化,其间的生产过程
 C系列体验文章—海为C32S2R在塑料包装机械上的应用
作者:孙工传统的聚丙烯捆扎绳打球机只包含机械传动部分,计量部分需要用户单独配置电子秤。生产过程中操作人员需要一直盯着电子秤,当接近设置重量时立即停止电机运行,封口动作的完成也需要人工完成,由于球重规
C系列体验文章—海为C32S2R在塑料包装机械上的应用
作者:孙工传统的聚丙烯捆扎绳打球机只包含机械传动部分,计量部分需要用户单独配置电子秤。生产过程中操作人员需要一直盯着电子秤,当接近设置重量时立即停止电机运行,封口动作的完成也需要人工完成,由于球重规
 PLC远程监控系统在灌装包装机械上的应用
行业背景 随着中国成为世界最大商品生产和出口大国,全球的目光聚焦在发展最快、潜力强的中国包装市场。虽然包装机械市场前景广阔,但像单机自动化稳定性和可靠性差、外观造型不美观、寿命短等问题也使国内包装机
PLC远程监控系统在灌装包装机械上的应用
行业背景 随着中国成为世界最大商品生产和出口大国,全球的目光聚焦在发展最快、潜力强的中国包装市场。虽然包装机械市场前景广阔,但像单机自动化稳定性和可靠性差、外观造型不美观、寿命短等问题也使国内包装机
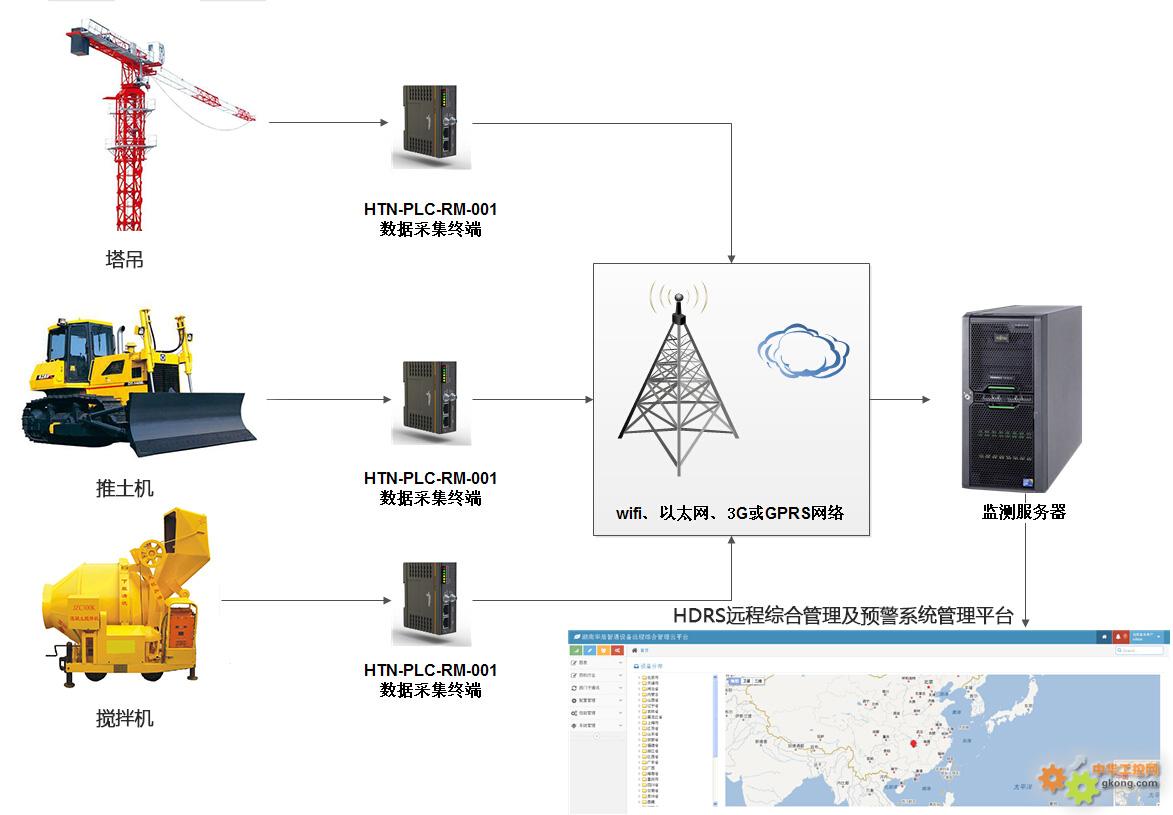 大型建筑工地机械设备远程综合管理及预警系统【华辰智通】
城市建筑是构成城市的一个重要部分,它从很大的方面上与我们的经济、文化和生活相关联。近年来,安全生产已引起了全社会的共同重视,建筑施工安全也得到了社会的普遍关注 。虽然,大部分的施工企业都制定了各项安
恩格尔注塑机械(常州)有限公司新建工程配电监控系统的设计与应用
赵斌11安科瑞电气股份有限公司,上海 嘉定 201801;摘要:介绍恩格尔注塑机械(常州)有限公司新建工程电力监控系统,采用智能电力仪表采集配电现场的各种电参量和开关信号。系统采用现场就地组网的方式,
华辰智通起重机械远程监控系统解决方案
起重机属于特殊设备,器械的老化和磨损对运行的安全性影响极大。随着生产规模的逐渐增大,数量增多,越来越多的企业希望从一个整体的视角去观察和比较所有起重机的运行状态。这时运用物联网的技术与起重机的安全监
大型建筑工地机械设备远程综合管理及预警系统【华辰智通】
城市建筑是构成城市的一个重要部分,它从很大的方面上与我们的经济、文化和生活相关联。近年来,安全生产已引起了全社会的共同重视,建筑施工安全也得到了社会的普遍关注 。虽然,大部分的施工企业都制定了各项安
恩格尔注塑机械(常州)有限公司新建工程配电监控系统的设计与应用
赵斌11安科瑞电气股份有限公司,上海 嘉定 201801;摘要:介绍恩格尔注塑机械(常州)有限公司新建工程电力监控系统,采用智能电力仪表采集配电现场的各种电参量和开关信号。系统采用现场就地组网的方式,
华辰智通起重机械远程监控系统解决方案
起重机属于特殊设备,器械的老化和磨损对运行的安全性影响极大。随着生产规模的逐渐增大,数量增多,越来越多的企业希望从一个整体的视角去观察和比较所有起重机的运行状态。这时运用物联网的技术与起重机的安全监
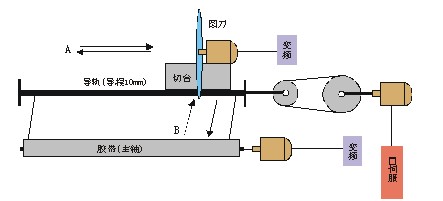 台达机电产品在台钢机械自动切割机上的成功应用
一、概述 台钢机械设备有限公司主要生产自动切割机等设备,产品主要出口东南亚及大陆地区。所谓自动切割机就是将整卷宽幅在两米多的透明胶带,按照设定的长度(以毫米为单位),自动切割成标准宽度的胶带。客户
台达机电产品在台钢机械自动切割机上的成功应用
一、概述 台钢机械设备有限公司主要生产自动切割机等设备,产品主要出口东南亚及大陆地区。所谓自动切割机就是将整卷宽幅在两米多的透明胶带,按照设定的长度(以毫米为单位),自动切割成标准宽度的胶带。客户
 研华港口机械控制系统
项目介绍 由于受到全球经济大环境的影响,港口机械的销售额每况愈下,众多大型设备厂的经营也捉襟见肘,但随着经济的日益复苏,一些中小型企业在此中找到了商机,研华在行业中的经验可以轻而易举的帮助此类
研华港口机械控制系统
项目介绍 由于受到全球经济大环境的影响,港口机械的销售额每况愈下,众多大型设备厂的经营也捉襟见肘,但随着经济的日益复苏,一些中小型企业在此中找到了商机,研华在行业中的经验可以轻而易举的帮助此类
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业