资料介绍
SI/QSI/H-PCF/宽H-PCF光电缆双层远程I/O网络(远程I/O站)
开关量控制的目的是,
根据开关量的当前输入组合与历史的输入顺序,
使PLC产生相应的开关量输出,
以使系统能按一定的顺序工作A10BAT。
所以,有时也称其为顺序控制。
而顺序控制又分为手动、半自动或自动。
而采用的控制原则有分散、集中与混合控制三种。
指令执行所需的时间和用户程序的长短、指令的种类和CPU执行速度是有很大关系,
一般来说,一个扫描的过程中,故障诊断时间,
通信时间,输入采样和输出刷新所占的时间较少,
执行的时间是占了大部分。
PLC的响应时间是指PLC外部输出信号的改变时刻起止由它控制的有关外部输出信号变化的时刻之间的间隔,
称为滞后时间,这个是由输入电路时间常数,
输出电路的时间常数,用户语句的安排和指令的使用,
plc的循环扫描方式及PLC对I/O的刷新方式等部分组成A10BAT。
这个现象称为I/O延迟时间效应。一套5(LOGO可拆卸,人机界面提供一个)。
适用型号:A95_GOT(-M3)。总线连接器转换电缆包I/O槽:5槽。
外形尺寸:325*130。
CPU基本基板可插装1块电源组件,
1块CPU组件以及多可分别插装2、3、5或8个单槽尺寸的特殊功能组件和I/O组件。
在基本基板两侧均设有扩展端口,
连接扩展基板之用。
多可扩展3块扩展基板。输出点数:8点。
输出电压及电流:DC5/12/24V,A10BAT。
占用站数:1站。
设备层/现场总线CC-Link设备层是把PLC等控制设备和传感器以及驱动设备连接起来的现场网络,
为整个网络系统低层的网络。
采用CC-Link现场总线连接,布线数量大大减少,
提高了系统可维护性。
而且,不只是ON/OFF等开关量的数据,
还可连接ID系统、条形码阅读器、变频器、人机界面等智能化设备,
从完成各种数据的通信,到终端生产信息的管理均可实现,
加上对机器动作状态的集中管理,
使维修保养的工作效率也大有提高。
在Q系列PLC中使用,CC-Link的功能更好,
而且使用更简便。
三菱公司PLC网络继承了传统使用的MELSEC网络,
并使其在性能、功能、使用简便等方面更胜一筹。
提供层次清晰的三层网络,针对各种用途提供合适的网络产品。
信息层/Ethernet(以太网)信息层为网络系统中高层,
主要是在PLC、设备控制器以及生产管理用PC之间传输生产管理信息、质量管理信息及设备的运转情况等数据,
信息层使用普遍的Ethernet。
它不仅能够连接windows系统的PC、UNIX系统的工工作站等,
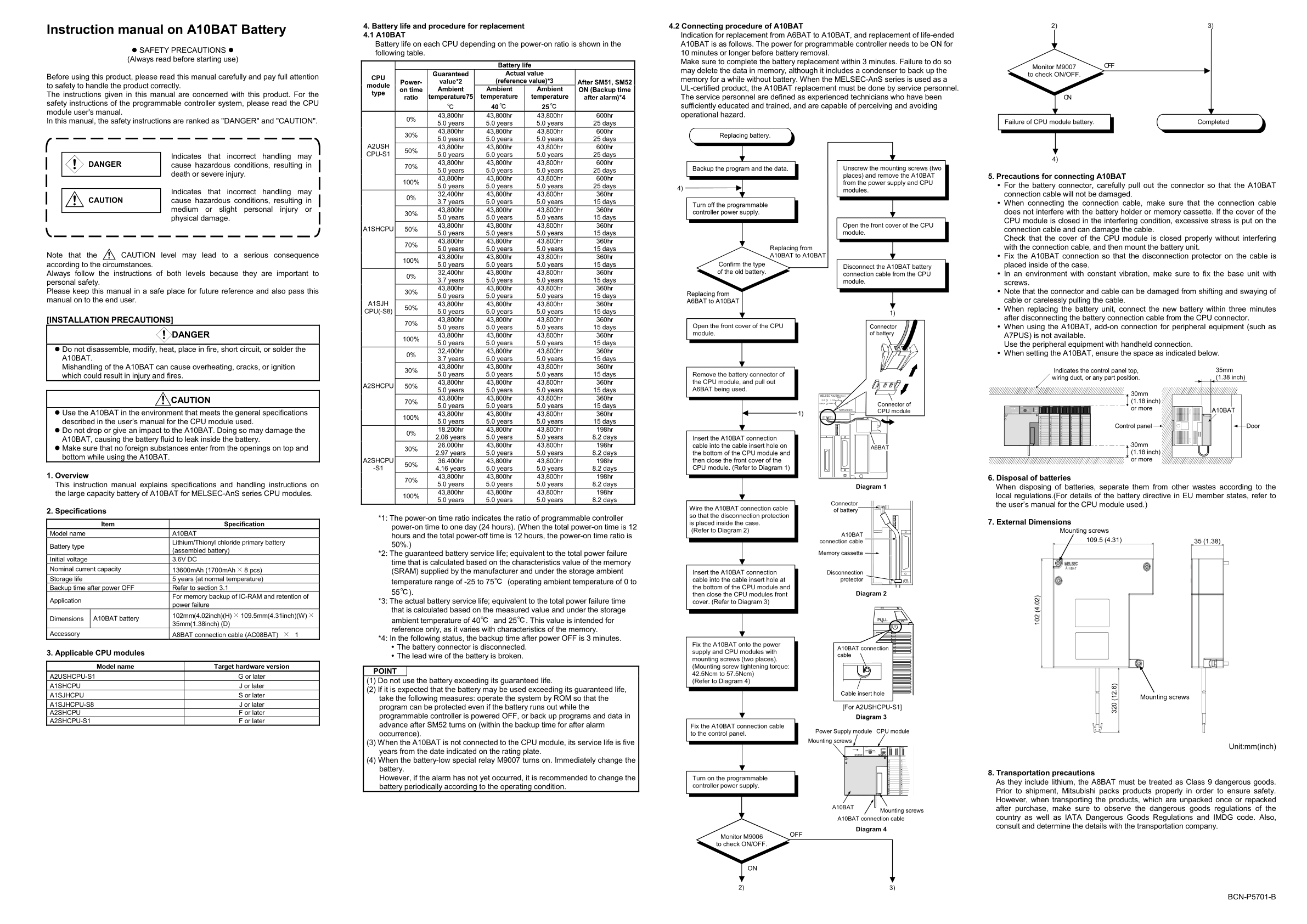
而且还能连接各种FA设备A10BAT指导手册。
Ethernet模块具有了日益普及的因特特网电子邮件收发功能,
使用户无论在的任何地方都可以方便地收发生产信息邮件,
构筑远程监视管理系统A10BAT指导手册。
同时,利用因特网的FTP服务器功能及MELSEC专用协议可以很容易的实现程序的上传/下载和信息的传输。
 产品名称:电池
产品名称:电池

_jpg/三菱触摸屏_-GOT-A900系列操作手册(入门篇)_1.jpg)
_jpg/Mitsubishi-Type-A80BDE-J61BT13-CC-Link-Interface-Board-users-(For-SW2DNF-CCLINK)_1.jpg)