主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
CJ1M 纺织粗纱机中的应用
本案例是某纺织机械厂对原有粗纺机的控制部分进行设计变更。
原有控制部分是研华的工控机,程序是用 C 语言编写,并没有用到 PLC,但由于工控机死机频繁,所以客户决定把控制部分用 OMRON 的 CJ1M-CPU23 的 PLC 来替代。
硬件设备:
PLC 部分:CJ1M-CPU23,CJ1W-CT021,CJ1W-SCU41
编码器:图尔克的增量型编码器
变频器:施耐德 ATV58 系列变频器
232 转 485 适配器:AD-LINK 适配器
触摸屏:Proface 人机界面
工作原理:
电机 1 把粗棉条传给锭翼,电机 2 转动把棉条转成线团,因为线团直径随着时间推移会变大,所以,为了不把棉条扯断,电机 2 必须严格控制速度,电机 1 与电机 2 以一定的比例速度运行,两个电机各有一个编码器把以每隔 60ms 的速度把电机上编码器发出的脉冲数通过高速计数采集到 PLC 中,由于间隔时间是固定的,所以速度可以得到。通过 PLC 梯形图比较,速度 2 根据速度 1 情况,通过 SCU41 用协议宏功能发 MODBUS 命令给变频器来控制电机 2的转速。一般变频器 1 的速度是 50-100HZ,变频器 2 的速度是 30-50HZ.
高速计数部分
脉冲输入是递增型的,以循环计数模式,最大循环计数值 FFFF。
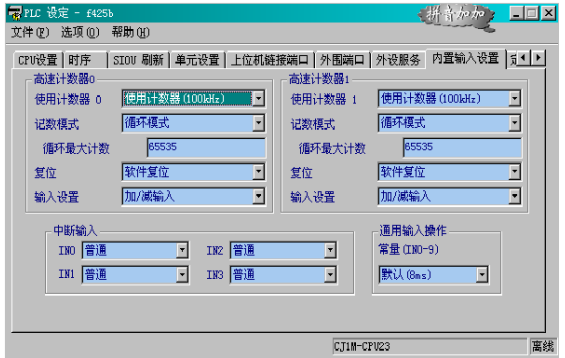
A.内置 I/O 计数只需在 CXP 的“设置”中“内置输入”界面中设参数
a.选用高速计数器(100KHz)
b.记数模式:循环模式
c.循环最大计数:65535(十进制)
d.复位:软件复位
e.输入设置:加/减输入
高速计数器 1 与高速计数器 0 设置相同。
设置好传给 PLC 即可。
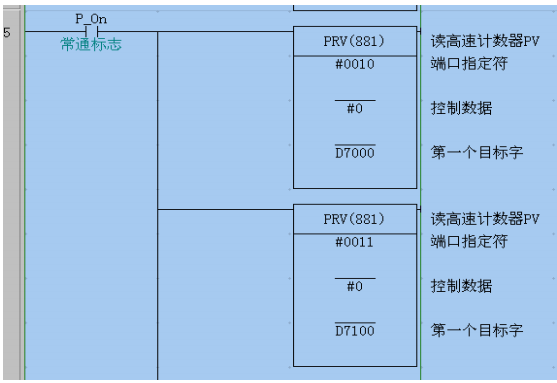
梯形图中可以用 PRV 指令读取
也可以直接在 A270-271(计数器 1)
A272-273 (计数器 2) 中 MOV 出来
B.若用 CJ1W-CT021 则需要先在 D 区设置,然后 CIO 区读取数据
m=D20000+100*Unit No
n=CIO2000+10*Unit No
高速计数器 0
在 D 区设置好后,需在 CIO 中启动使能位
n+2 的 00 给一个上升沿微分,启动计数功能在 n+22,23 中读取数值
若到停止,就在 n+2 的 01 位给个上升沿,可以直接用 MOV 指令采集值
通讯控制部分
CJ1W-SCU41 通过协议宏功能发送 MODBUS 命令来控制变频器。
MODBUS 协议:+ACK+[0190]+[8080]+
通过 CX-PROTOCOL 软件把协议编好后灌到 SCU 中,PLC 中通过 PMCR 指令来调用 SCU 中的通讯序列。
 |
|
 |
|
 |
|
 |
|
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业

