主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face


 3.5 台达伺服系统调试
(1)手动调试。在整个系统的机械安装和电器的连接完毕后,首先利用上位系统或台达伺服所具有的手动控制方式,同时将所有伺服的参数P0-02设置成14,让机构的X轴和Y轴进行往复的运动,在伺服的显示屏上会显示伺服在此机构上面应用的转动惯量JL/JM,我们利用台达伺服的调试小软件GAIN.EXE,将伺服显示的转动惯量JL/JM和我们通过调试计算出来的响应频宽B.W输入的GAIN.EXE软件中,在点胶机中我们测试出伺服的转动惯量JL/JM、响应频宽B.W是80,计算出来我们需要的参数,把这些参数手动输入的伺服控制器中,点胶机即可正常运行。
(2)自动调试。这种调试比手动要简单了,首先也要像手动那样先将转动惯量JL/JM测试出来,把这个值输入到参数P1-37中,再把参数P2-31设置成64、P2-32设置成5,这样点胶机就可以正常运行了。
手动调整比自动调整要精确的多,可以通过多次的加工测试来测试出一组最适合整个机构的参数;但是手动调整的时间要比较长,花费的工期也比较多,同时在成批量生产的过程中,伺服参数的输入等也都非常的不方便;台达A系列伺服的高性能、整定时间短、在点胶机应用中的调频参数比较宽等等,所以我们在点胶机的正常应用中使用自动调整比较多一点。
(3)数控系统参数的说明。中达电通的数控系统在点胶机应用中需要更改的参数说明:
0093: 00000256:主仆式功能设定;256=设定单节间不停顿模式;
0118: 00000100:X轴解析度分母设定(编码器一转脉冲数);
0119: 00000120:X轴解析度分子设定(导螺杆的螺距);
0120: 00000100:Y轴解析度分母设定(编码器一转脉冲数);
0121: 00000120:Y轴解析度分子设定(导螺杆的螺距);
0122: 00000100:Z轴解析度分母设定(编码器一转脉冲数);
0123: 00000120:Z轴解析度分子设定(导螺杆的螺距);
0124: 00000100:A轴解析度分母设定(编码器一转脉冲数);
0125: 00000120:A轴解析度分子设定(导螺杆的螺距);
0130: 00000001:X轴设定回机械原点的方向;0=正向、1=负向;
0131: 00000001:Y轴设定回机械原点的方向;0=正向、1=负向;
0132: 00000001:Z轴设定回机械原点的方向;0=正向、1=负向;
0133: 00000001:A轴设定回机械原点的方向;0=正向、1=负向;
0154: 00000001:X轴设定伺服电机的旋转方向;0=正向、1=负向;
0156: 00000001:X轴设定伺服电机的旋转方向;0=正向、1=负向。
(4)ASDA伺服参数的说明。ASDA伺服在点胶机应用中需要更改的参数说明,这里我们以X轴的参数为例。
P0-02:14:驱动器的状态的显示;用来显示机构的转动惯量
P1-01:2:控制模式及控制命令输入源的设定;
P1-37:11:伺服电机的负载惯量比;在自动模式下用来设定伺服电机的负载惯量比;
P1-44:12、P1-45:10:电子齿轮比的分子、分母;使伺服电机带动的滚珠丝杠等机构运动的距离与上位机要求的距离相同;
P2-00:125:位置控制增益;主要控制伺服位置环回路的应答性;
P2-04:5526:速度控制增益;主要控制伺服速度环回路的应答性;
P2-06:80:速度积分补偿;控制伺服电机、机构的固定偏差和整个机构的抖动;
P2-25:3:共振抑制低通滤波;用来设定共振抑制低通滤波的时间常数;
P2-26:14:外部干扰抵抗增益;用来增加对外力的抵抗能力并降低加减速的过冲现象;
P2-31:64:自动及简易模式设定;在自动模式时用来设定响应的频宽;
P2-32:5:增益调整方式;设定伺服的调整模式为PDFF自动模式即负载惯量比固定,伺服的响应频宽可调整。
4结束语 点胶机是具有广泛应用前景的手机塑壳生产线、PCB板生产线、SMT混装生产线的重要设备。中达数控点胶机可以有效减少生产线的生产周期时间。对于生产效率和设备的稳定性的提高来说,伺服自动化也还要依靠科学的管理和优秀的操作配合以及良好的设备维护与保养来实现。随着市场竞争的日趋激烈,该项目将会在越来越多的企业应用中创造显著的经济效益。
3.5 台达伺服系统调试
(1)手动调试。在整个系统的机械安装和电器的连接完毕后,首先利用上位系统或台达伺服所具有的手动控制方式,同时将所有伺服的参数P0-02设置成14,让机构的X轴和Y轴进行往复的运动,在伺服的显示屏上会显示伺服在此机构上面应用的转动惯量JL/JM,我们利用台达伺服的调试小软件GAIN.EXE,将伺服显示的转动惯量JL/JM和我们通过调试计算出来的响应频宽B.W输入的GAIN.EXE软件中,在点胶机中我们测试出伺服的转动惯量JL/JM、响应频宽B.W是80,计算出来我们需要的参数,把这些参数手动输入的伺服控制器中,点胶机即可正常运行。
(2)自动调试。这种调试比手动要简单了,首先也要像手动那样先将转动惯量JL/JM测试出来,把这个值输入到参数P1-37中,再把参数P2-31设置成64、P2-32设置成5,这样点胶机就可以正常运行了。
手动调整比自动调整要精确的多,可以通过多次的加工测试来测试出一组最适合整个机构的参数;但是手动调整的时间要比较长,花费的工期也比较多,同时在成批量生产的过程中,伺服参数的输入等也都非常的不方便;台达A系列伺服的高性能、整定时间短、在点胶机应用中的调频参数比较宽等等,所以我们在点胶机的正常应用中使用自动调整比较多一点。
(3)数控系统参数的说明。中达电通的数控系统在点胶机应用中需要更改的参数说明:
0093: 00000256:主仆式功能设定;256=设定单节间不停顿模式;
0118: 00000100:X轴解析度分母设定(编码器一转脉冲数);
0119: 00000120:X轴解析度分子设定(导螺杆的螺距);
0120: 00000100:Y轴解析度分母设定(编码器一转脉冲数);
0121: 00000120:Y轴解析度分子设定(导螺杆的螺距);
0122: 00000100:Z轴解析度分母设定(编码器一转脉冲数);
0123: 00000120:Z轴解析度分子设定(导螺杆的螺距);
0124: 00000100:A轴解析度分母设定(编码器一转脉冲数);
0125: 00000120:A轴解析度分子设定(导螺杆的螺距);
0130: 00000001:X轴设定回机械原点的方向;0=正向、1=负向;
0131: 00000001:Y轴设定回机械原点的方向;0=正向、1=负向;
0132: 00000001:Z轴设定回机械原点的方向;0=正向、1=负向;
0133: 00000001:A轴设定回机械原点的方向;0=正向、1=负向;
0154: 00000001:X轴设定伺服电机的旋转方向;0=正向、1=负向;
0156: 00000001:X轴设定伺服电机的旋转方向;0=正向、1=负向。
(4)ASDA伺服参数的说明。ASDA伺服在点胶机应用中需要更改的参数说明,这里我们以X轴的参数为例。
P0-02:14:驱动器的状态的显示;用来显示机构的转动惯量
P1-01:2:控制模式及控制命令输入源的设定;
P1-37:11:伺服电机的负载惯量比;在自动模式下用来设定伺服电机的负载惯量比;
P1-44:12、P1-45:10:电子齿轮比的分子、分母;使伺服电机带动的滚珠丝杠等机构运动的距离与上位机要求的距离相同;
P2-00:125:位置控制增益;主要控制伺服位置环回路的应答性;
P2-04:5526:速度控制增益;主要控制伺服速度环回路的应答性;
P2-06:80:速度积分补偿;控制伺服电机、机构的固定偏差和整个机构的抖动;
P2-25:3:共振抑制低通滤波;用来设定共振抑制低通滤波的时间常数;
P2-26:14:外部干扰抵抗增益;用来增加对外力的抵抗能力并降低加减速的过冲现象;
P2-31:64:自动及简易模式设定;在自动模式时用来设定响应的频宽;
P2-32:5:增益调整方式;设定伺服的调整模式为PDFF自动模式即负载惯量比固定,伺服的响应频宽可调整。
4结束语 点胶机是具有广泛应用前景的手机塑壳生产线、PCB板生产线、SMT混装生产线的重要设备。中达数控点胶机可以有效减少生产线的生产周期时间。对于生产效率和设备的稳定性的提高来说,伺服自动化也还要依靠科学的管理和优秀的操作配合以及良好的设备维护与保养来实现。随着市场竞争的日趋激烈,该项目将会在越来越多的企业应用中创造显著的经济效益。 Acrel-3000电能管理系统在飞利浦电子技术(上海)有限公司的应用
赵斌11安科瑞电气股份有限公司,上海 嘉定 201801;摘要:本文主要介绍了飞利浦电子技术(上海)有限公司采用安科瑞智能电力仪表及Acrel-3000电能管理系统对配电监测系统进行改造,通过总线型组
Acrel-3000电能管理系统在飞利浦电子技术(上海)有限公司的应用
赵斌11安科瑞电气股份有限公司,上海 嘉定 201801;摘要:本文主要介绍了飞利浦电子技术(上海)有限公司采用安科瑞智能电力仪表及Acrel-3000电能管理系统对配电监测系统进行改造,通过总线型组
 吉泰科GK600变频器在捣固机上的应用
江苏吉泰科电气股份有限公司提供摘要:介绍捣固机控制工艺,提出电气控制系统的控制策略,设计变频器控制方案。采用GKAKE变频器驱动直线电机,取得满意的运行效果。关键词:捣固机;变频器;直线电机引言一、
吉泰科GK600变频器在捣固机上的应用
江苏吉泰科电气股份有限公司提供摘要:介绍捣固机控制工艺,提出电气控制系统的控制策略,设计变频器控制方案。采用GKAKE变频器驱动直线电机,取得满意的运行效果。关键词:捣固机;变频器;直线电机引言一、
 华北工控 | 工业平板电脑在轨道交通监测系统中的应用
轨道交通,是城市公共交通系统重要的组成部分。为确保轨道交通系统的可靠性和安全性,需采用华北工控的工业平板电脑为轨道交通监测系统提供硬件支持。 轨道交通的监测系统需求 先进轨道交通设备,是中
晨控智能高频RFID读卡器在叉车上的应用
一、背景 随着社会的进步,科学技术的发展,物流设备在经济发展中的地位也越来越明显,叉车普及率也越来越高。叉车在企业的物流系统中扮演着非常重要的角色,是物料搬运设备中的主力军。这种无轨、轮胎行走式装
华北工控 | 工业平板电脑在轨道交通监测系统中的应用
轨道交通,是城市公共交通系统重要的组成部分。为确保轨道交通系统的可靠性和安全性,需采用华北工控的工业平板电脑为轨道交通监测系统提供硬件支持。 轨道交通的监测系统需求 先进轨道交通设备,是中
晨控智能高频RFID读卡器在叉车上的应用
一、背景 随着社会的进步,科学技术的发展,物流设备在经济发展中的地位也越来越明显,叉车普及率也越来越高。叉车在企业的物流系统中扮演着非常重要的角色,是物料搬运设备中的主力军。这种无轨、轮胎行走式装
 紫金桥软件在热处理炉领域的应用
热处理炉是用来加热金属工件以改变其金相组织并获得一定的机械性能的热工设备。 1.按工艺要求分为:正火炉、退火炉、淬火炉、回火炉、时效炉、渗碳及渗氮炉等; 2.按热源分为:电阻炉、燃油炉、燃气(天然
紫金桥软件在热处理炉领域的应用
热处理炉是用来加热金属工件以改变其金相组织并获得一定的机械性能的热工设备。 1.按工艺要求分为:正火炉、退火炉、淬火炉、回火炉、时效炉、渗碳及渗氮炉等; 2.按热源分为:电阻炉、燃油炉、燃气(天然
 安科瑞电力监控系统在上海尤妮佳项目上的应用
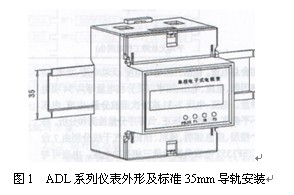
赵斌 (安科瑞电气股份有限公司,上海 嘉定,201801) 摘要:介绍了ADL导轨式电能表在智能电能管理系统中的实际应用,详述了该系列仪表的功能及技术指标,并给出了系统结构、软件实现及系统功能。 关
安科瑞电力监控系统在上海尤妮佳项目上的应用
赵斌 (安科瑞电气股份有限公司,上海 嘉定,201801) 摘要:介绍了ADL导轨式电能表在智能电能管理系统中的实际应用,详述了该系列仪表的功能及技术指标,并给出了系统结构、软件实现及系统功能。 关
 AFPM100/B消防设备电源监控系统在德保县银发大厦项目的应用
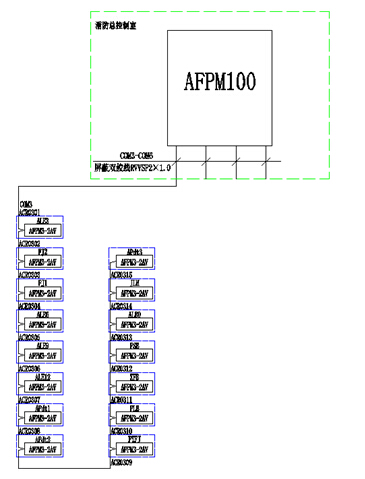
赵斌安科瑞电气股份有限公司上海嘉定摘要:消防设备电源监控系统是用于监控消防设备电源工作状态,在电源发生过压、欠压、过流、缺相等故障时能发出报警信号的监控系统。本文简述了消防设备电源监控系统的组成原理,
AFPM100/B消防设备电源监控系统在德保县银发大厦项目的应用
赵斌安科瑞电气股份有限公司上海嘉定摘要:消防设备电源监控系统是用于监控消防设备电源工作状态,在电源发生过压、欠压、过流、缺相等故障时能发出报警信号的监控系统。本文简述了消防设备电源监控系统的组成原理,
 3G路由器成功应用于广告机自助终端联网
随着时代的进步和发展,国内对于多媒体广告机的需求也渐渐增多。在提倡信息化、数字化、网络化、发展的同时,广告机已经渐渐满足不了大众商家的要求,但是我们不能保证每个场所都可以连接到有线网络,这时候,无线
3G路由器成功应用于广告机自助终端联网
随着时代的进步和发展,国内对于多媒体广告机的需求也渐渐增多。在提倡信息化、数字化、网络化、发展的同时,广告机已经渐渐满足不了大众商家的要求,但是我们不能保证每个场所都可以连接到有线网络,这时候,无线
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业