主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face

 台达伺服成型效果 国际领先曼尼加图成型效果
电子成型包覆丝机的主要技术参数为:
二、电子成型包覆丝机自动化设计
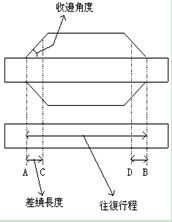
由于传统机械成型的速度、成型效果、维护难等局限性,已经严重制约了包覆丝机在市场上的发展,所以近年来很多的纺机厂家及自动化系统设计集成企业都在全力研发电子成型包覆丝机这一产品,但由于在成型控制精度、防叠绕算法、防电阻效应、防掉线、机械精度、卷绕成型交叉角度算法等、生产调试周期厂(生产一个锭需要20小时-80小时)等困难所以至今成效都不大。
通过近期一个多月的努力我们在国内设计出以台达EH系列可编过程控制器为主控制单元,控制全机锭子速度(台达变频器控制),卷绕电机速度(台达变频器控制系列),横动移纱电子成型(台达伺服驱动器),用台达人机界面设置和显示工艺参数的控制方案。取消机械油浴式齿轮箱。对主轴转速信号采用高速计速,对卷绕辊进行测速;通过在人机界面上设置工艺参数如:锭子速度、横动速度、成型斜度、工作定时、捻度等,对运转过程中出现的故障信息均在人面界面上用来显示,为排除故障提供方便。
三、 伺服电子成型的实现介绍
台达伺服成型效果 国际领先曼尼加图成型效果
电子成型包覆丝机的主要技术参数为:
二、电子成型包覆丝机自动化设计
由于传统机械成型的速度、成型效果、维护难等局限性,已经严重制约了包覆丝机在市场上的发展,所以近年来很多的纺机厂家及自动化系统设计集成企业都在全力研发电子成型包覆丝机这一产品,但由于在成型控制精度、防叠绕算法、防电阻效应、防掉线、机械精度、卷绕成型交叉角度算法等、生产调试周期厂(生产一个锭需要20小时-80小时)等困难所以至今成效都不大。
通过近期一个多月的努力我们在国内设计出以台达EH系列可编过程控制器为主控制单元,控制全机锭子速度(台达变频器控制),卷绕电机速度(台达变频器控制系列),横动移纱电子成型(台达伺服驱动器),用台达人机界面设置和显示工艺参数的控制方案。取消机械油浴式齿轮箱。对主轴转速信号采用高速计速,对卷绕辊进行测速;通过在人机界面上设置工艺参数如:锭子速度、横动速度、成型斜度、工作定时、捻度等,对运转过程中出现的故障信息均在人面界面上用来显示,为排除故障提供方便。
三、 伺服电子成型的实现介绍
 使用 EtherCAT 实现高精度壁厚控制—基于 PC 的吹塑机控制解决方案
近年来,塑料机械行业在中国取得了蓬勃发展。随着原材料价格的不断上升,人们对能够帮助节省原料的高速、高精度控制器的需求也日益提升。为此,坐落于中国广东开平市的雅琪集团工业城采用 Beckhoff 基
使用 EtherCAT 实现高精度壁厚控制—基于 PC 的吹塑机控制解决方案
近年来,塑料机械行业在中国取得了蓬勃发展。随着原材料价格的不断上升,人们对能够帮助节省原料的高速、高精度控制器的需求也日益提升。为此,坐落于中国广东开平市的雅琪集团工业城采用 Beckhoff 基
 3G工业无线RTU基于冷却塔无线监测的应用
冷却塔的作用是将携带废热的冷却水在塔体内部与空气进行热交换,使废热传输给空气并散入大气中。广泛应用于空调冷却系统、冷冻系列、注塑、制革、发泡、发电、汽轮机、铝型材加工、空压机、工业水冷却等领域。一直
3G工业无线RTU基于冷却塔无线监测的应用
冷却塔的作用是将携带废热的冷却水在塔体内部与空气进行热交换,使废热传输给空气并散入大气中。广泛应用于空调冷却系统、冷冻系列、注塑、制革、发泡、发电、汽轮机、铝型材加工、空压机、工业水冷却等领域。一直
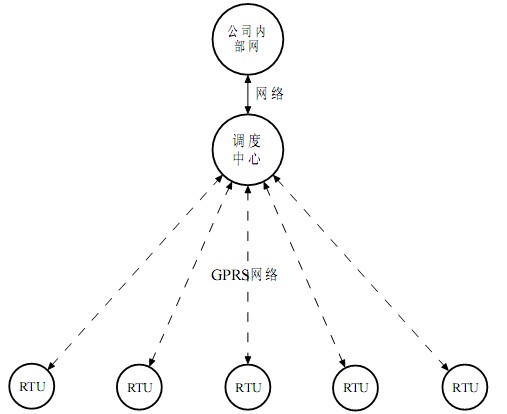 基于GPRS的燃气管网监控系统应用方案
摘要:本文提供了一种基于GPRS网络的燃气管网监控系统设计原理和实现方案,简要介绍了GPRS技术的基本知识,描述了GPRS无线传输应用于燃气管网监控系统的实现方法。通过实际应用,获得了理想的效果.关
基于GPRS的燃气管网监控系统应用方案
摘要:本文提供了一种基于GPRS网络的燃气管网监控系统设计原理和实现方案,简要介绍了GPRS技术的基本知识,描述了GPRS无线传输应用于燃气管网监控系统的实现方法。通过实际应用,获得了理想的效果.关
 声学成像技术在局部放电监测中的应用(二)
声学成像仪:智能除噪,结果准确电气承包商选择检测局部放电的工具本身,也可能会导致人们对局部放电的识别效果产生误解。比如,局部放电以40 kHz的频率恒定地发出超声波,许多声学成像设备就只有这个频率的
声学成像技术在局部放电监测中的应用(二)
声学成像仪:智能除噪,结果准确电气承包商选择检测局部放电的工具本身,也可能会导致人们对局部放电的识别效果产生误解。比如,局部放电以40 kHz的频率恒定地发出超声波,许多声学成像设备就只有这个频率的
 华北工控:基于工控机的机器视觉检测系统在3C电子制造业的应用
新时代下,3C电子产品如手机已成为人们生活中必不可少的一部分,基于社会大众对产品性能和品质的高追求,3C电子制造业对机器视觉检测的应用逐渐增加。01、3C电子制造业机器视觉检测需求庞大中国是制造业
华北工控:基于工控机的机器视觉检测系统在3C电子制造业的应用
新时代下,3C电子产品如手机已成为人们生活中必不可少的一部分,基于社会大众对产品性能和品质的高追求,3C电子制造业对机器视觉检测的应用逐渐增加。01、3C电子制造业机器视觉检测需求庞大中国是制造业
 围绕5G+超高清视频技术,华北工控着力打造领先的计算机产品方案
随着5G新基建的爆发,其大宽带、超可靠、低时延、超高速数据传输等特征,满足了视频行业在画质和智能化等方面的升级需求,超高清视频产业开始加速发展。视频超高清化大势所在超高清视频,指的是具有4K、8K
围绕5G+超高清视频技术,华北工控着力打造领先的计算机产品方案
随着5G新基建的爆发,其大宽带、超可靠、低时延、超高速数据传输等特征,满足了视频行业在画质和智能化等方面的升级需求,超高清视频产业开始加速发展。视频超高清化大势所在超高清视频,指的是具有4K、8K
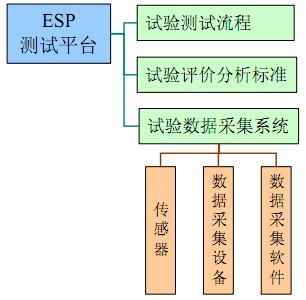 基于PXI平台的ESP系统性能测试平台
作者:高振海 王竣 崔爱昕 郭健 吉林大学汽车动态模拟国家重点实验室 应用领域:信号采集/产品测试 挑战:电子稳定系统(Electroni-c Stability Program, 简称ESP,下同
基于PXI平台的ESP系统性能测试平台
作者:高振海 王竣 崔爱昕 郭健 吉林大学汽车动态模拟国家重点实验室 应用领域:信号采集/产品测试 挑战:电子稳定系统(Electroni-c Stability Program, 简称ESP,下同
 基于NI PXI Express平台的石油管复合挤毁试验机控制
应用领域:石油工业、石油管工程、重型试验机、集中式控制与数据采集挑战:石油管复合挤毁试验机用于对油管和套管施加轴向载荷(拉伸或压缩)、侧向弯曲、外压及内压,模拟石油管柱在井下所受复合载荷工况。该设备
基于NI PXI Express平台的石油管复合挤毁试验机控制
应用领域:石油工业、石油管工程、重型试验机、集中式控制与数据采集挑战:石油管复合挤毁试验机用于对油管和套管施加轴向载荷(拉伸或压缩)、侧向弯曲、外压及内压,模拟石油管柱在井下所受复合载荷工况。该设备
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业