主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
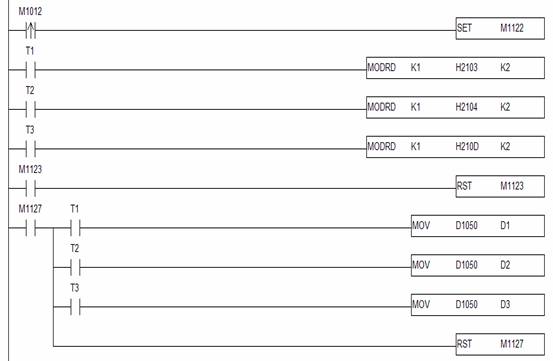
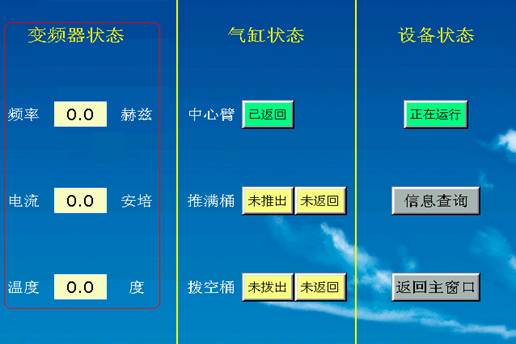
具体的做法可参照下面的程序,最终传输的变频器参数可以作为一个画面显示在触摸屏中。
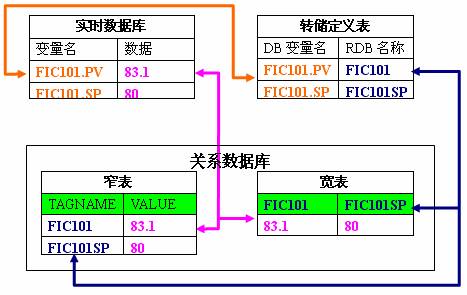 利用紫金桥数据转储技术实现煤炭生产的集中显示
概述煤矿生产联网监控系统,是从单纯的煤矿生产监控系统,发展到煤矿所属矿务局集中远程监管系统。由于煤矿方面的基础和管理等方面的问题,单纯的煤矿生产监控系统,已经不能满足上层主管部门对煤矿的及时、准确
利用紫金桥数据转储技术实现煤炭生产的集中显示
概述煤矿生产联网监控系统,是从单纯的煤矿生产监控系统,发展到煤矿所属矿务局集中远程监管系统。由于煤矿方面的基础和管理等方面的问题,单纯的煤矿生产监控系统,已经不能满足上层主管部门对煤矿的及时、准确
 远程时间同步在分布式测控与实时仿真系统应用
远程时间同步在分布式测控与实时仿真系统应用一、分布式测控系统和实时仿真系统简介分布式测控系统通常由多个子系统组成,他们之间协调工作,共同完成测控任务,分布式测控系统可缓解单机测控系统的负担。随着测控
远程时间同步在分布式测控与实时仿真系统应用
远程时间同步在分布式测控与实时仿真系统应用一、分布式测控系统和实时仿真系统简介分布式测控系统通常由多个子系统组成,他们之间协调工作,共同完成测控任务,分布式测控系统可缓解单机测控系统的负担。随着测控
 Finder光电继电器可最大程度地利用自然光
SoBernardo do Campo-SP位于现代化的物流设施领域,是全球领先企业,位于Rodovia dos Imigrantes,占地总面积150,000m2,并通过了GBC(绿色建筑委员会)
基于 PC 的控制技术的灵活性可以最大限度地缩短开发时间
[2020年5月13日,中国] 随着国内新冠肺炎疫情的发展,口罩等医疗物资的需求大幅增加。与布尔科技合作的设备厂家逐步投产口罩生产设备,成为国内抗击新冠疫情期间第一批生产 N95 口罩机的企业。由
Finder光电继电器可最大程度地利用自然光
SoBernardo do Campo-SP位于现代化的物流设施领域,是全球领先企业,位于Rodovia dos Imigrantes,占地总面积150,000m2,并通过了GBC(绿色建筑委员会)
基于 PC 的控制技术的灵活性可以最大限度地缩短开发时间
[2020年5月13日,中国] 随着国内新冠肺炎疫情的发展,口罩等医疗物资的需求大幅增加。与布尔科技合作的设备厂家逐步投产口罩生产设备,成为国内抗击新冠疫情期间第一批生产 N95 口罩机的企业。由
 利用CompactRIO对低压海上变电所进行控制和测量
'我们成功实现了一个基于CompactRIO平台的控制和测量系统。系统被放置在一个接电装置中,并与之一起放置在海底。' - Olle Svensson, Division of Electrici
利用CompactRIO对低压海上变电所进行控制和测量
'我们成功实现了一个基于CompactRIO平台的控制和测量系统。系统被放置在一个接电装置中,并与之一起放置在海底。' - Olle Svensson, Division of Electrici
 FLIR InfraCAM?和E系列红外热像仪可为医院集团节省维修时间和供暖成本
医院是一个密集型设施管理对象的极好案例。其核心业务具有明确的优先级:为患者治病。而其辅助过程,如供电、供热、通风和维护对于支持这一主营业务来说至关重要。此外,市场和效益的经济规律也越来越多地适用于医
FLIR InfraCAM?和E系列红外热像仪可为医院集团节省维修时间和供暖成本
医院是一个密集型设施管理对象的极好案例。其核心业务具有明确的优先级:为患者治病。而其辅助过程,如供电、供热、通风和维护对于支持这一主营业务来说至关重要。此外,市场和效益的经济规律也越来越多地适用于医
 关于增量编码器方波脉冲信号用示波器看波形的基本方法
关于增量编码器方波脉冲信号用示波器看波形的基本方法示例:示例实验编码器:GI58N1024线增量编码器,530V推挽式含反相6通道信号输出(品牌GEMPLE)实验时间:2015年2月8日实验员:上海
关于增量编码器方波脉冲信号用示波器看波形的基本方法
关于增量编码器方波脉冲信号用示波器看波形的基本方法示例:示例实验编码器:GI58N1024线增量编码器,530V推挽式含反相6通道信号输出(品牌GEMPLE)实验时间:2015年2月8日实验员:上海
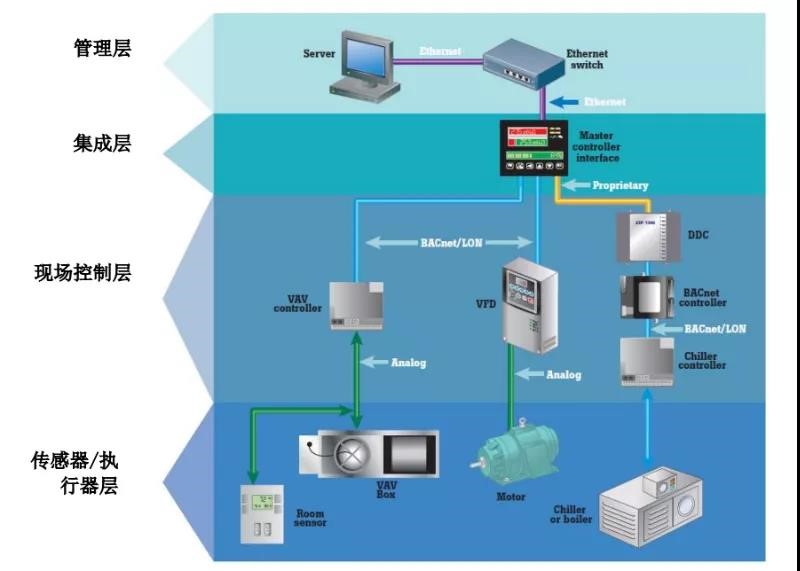 【福禄克案例分享】利用手持式测试工具对建筑控制系统快速排障的方法
随着时代的发展,越来越多的建筑物正在部署智能控制系统,以此作为提高能源效率、降低运营成本的途径。 现如今,多数现代楼宇控制系统经过历代升级,功能变得越来越强大。但是,伴随而至,故障诊断也更加复
【福禄克案例分享】利用手持式测试工具对建筑控制系统快速排障的方法
随着时代的发展,越来越多的建筑物正在部署智能控制系统,以此作为提高能源效率、降低运营成本的途径。 现如今,多数现代楼宇控制系统经过历代升级,功能变得越来越强大。但是,伴随而至,故障诊断也更加复
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业