主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
河北太行机械工业有限公司 宋立彬 史振起
中达电通北京机电业务处 王智利
本文主要阐释基于台达自动化产品在粗纱机上的高级功能开发,以达成减轻挡车工劳动强度、并使粗纱机操作工序减化、品质提升的“一箭三雕”。
一、 引言
近十多年来,我国纺织机械行业的自动化水平有了明显的提高,在新型纺织机械上普遍采用了自动化技术。这项技术的内容包含了先进的信息处理和控制技术,即以计算机为核心,有PLC、工控机、单片机、人机界面、现场总线等组成的控制系统。先进的驱动技术,有变频调速、交流伺服、步进电机等,检测传感技术和执行机构等。棉纺织设备较有代表性的机电一体化产品,例如新型的粗纱机,应用了自动化技术后机构简化,性能改善,质量提高,操作方便,提升了设备的档次和水平。采用触摸屏人机界面,操作简单方便。变频调速降低了设备的噪音和功率,减少了机械损耗,并且随着业内人士对纺织工艺的更深入了解,粗纱机的功能更加的完善,使国产粗纱机比进口粗纱机更加适合在国内应用。
二、 台达自动化产品的介绍
随着自动化产品的发展,台达已由单一的变频器生产研发厂家发展到现在能为客户提供PLC、温控器、计数器、人机界面、变频驱动器、伺服驱动器、数控系统等多元化产品,在冶金、纺织、医药等几十个行业都有更广泛的应用。尤其在纺织行业占据了很大的市场份额。河北太行纺机公司是生产纺织机械的专业企业,有多种机型采用了台达成套解决方案——精梳机FA298A、并条机FA361A、粗纱机FA421A/THFA4421、细纱机FA561A等关键纺织设备,既为生产品质提供了技术保证,也提升了企业的产品价值与综合竞争力。
三、 系统开发的简介
3.1 硬件构成
(1)控制的核心部件是PLC,在整个控制系统起着举足轻重的作用,选型的时候要考虑其存储容量和处理速度。根据控制要求需要的输入24点、输出24点,并且需要两个通讯端口,其一RS485通讯端口来控制时时给定频率,来达到电机的时时速度控制,还要根据纺纱工艺要求写入变频器的参数;其二连接上位机触摸屏(HMI),来实现人机对话。依据上述要求选型为主模块DVP32E(数量1个)、扩展模块DVP08(数量2个)。
(2)整合计算整机的实际功率为8-9kw(每台设备安装时的机械间隙不一样,导致设备的实际功率也有所不同),选用10kw的电机,驱动变频器选型为VFD150B43A,遵循适当放大的原则。这样可以有效的一致新设备在最初运行时由于机械没有磨合好产生的误报警。
(3)人机界面的选择很重要,它是人机交流的主要途径,每天设备和人接触最多的就是人机界面,它不仅要求外型美观,而且还要耐用,在纺纱厂环境这样比较恶劣的条件下24小时能够保障无故障长时间运行。台达DOP57STD界面为蓝白双色,色调柔和,性价比高,是个很不错的选择。
(4)控制框图
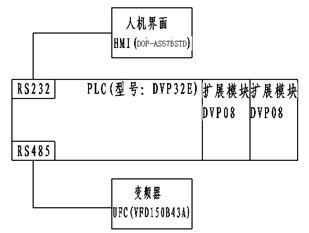
图1控制结构图
3.2 功能介绍
在80年代我国悬锭粗纱机已经广泛的应用了变频调速技术,但当时由于PLC在纺织领域没有很广泛的应有,所以在粗纱机功能上也没有深入的开发。随着工控产品本身功能的增强和对纺织工艺更深入的了解,粗纱机的功能有了新的开发。
(1)通讯参数写入
虽然现代变频器被更广泛的推广,但由于有些纺纱厂的技术力量薄弱,对变频器的参数设定有一定的难度,纺织工艺的变动,往往需要设备生产厂家的技术工程师来更改,这样既耽误生产,又增加了售后服务成本。基于这点考虑开发的变频器参数通讯写入,只需在人机界面修改参数,点击写入即可。既方便有降低了操作难得。
(2) 定位停车
在粗纱机生头、断纱接头时,都需要把锭翼停到一个固定的角度,这样挡车工才易于操作,在早期的粗纱机是没有定位停车功能,需要挡车工手动扳动锭翼,这种错误操作往往对纱线的质量产生破坏,容易产生细节。定位停车功能就能解决这个问题,当粗纱断纱报警停车停车时,锭翼停在一个易于接头的角度,不用再手动扳动锭翼,降低了劳动轻度,提高了纺纱质量。
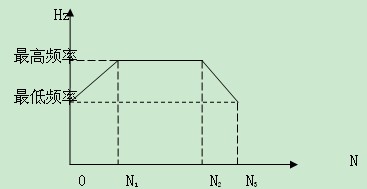
(3)无极调速
由于锭翼通道对速度的变化产生的摩擦力是不一样,速度的大幅跳跃会对纱线的张力长生很大的影响,本功能是根据纺织工艺的要求,在小纱低速时逐渐的调高输出频率,中纱恒速,大纱逐渐的降低速度,每次根据换向次数跳动很小的频率,是变化频率不造成对纱线张力的负面影响。
四、 软件开发
(1)人机程序的开发
人机界面开发要遵循简单明了,易于操作的原则,实现数据的监控,主要包括监视画面、CCD张力控制画面、运行控制画面、参数设置画面、班产数据画面、输入输出点监视画面、帮助换面。主要画面参见图2、图3、图4。
1.1监视画面(见图2)
根据纺纱工艺要求,有些数据要随时能查看,例如一落纱长、纺纱定长、纺纱速度、罗拉转速、锭翼转速等,把这些数据放在同一画面方便查看。

图2监视画面
1.2运行控制画面(见图3)
粗纱机所有的控制操作都能在此画面上实现,包含起动、点动、停止和落纱三自动的实现。

图3运行控制画面
1.3变频器参数写入画面(见图4)
设置好的变频器参数点击 后此按钮就会显示
后此按钮就会显示 ,等待大约10秒后,参数设置完毕,按钮状态恢复。
,等待大约10秒后,参数设置完毕,按钮状态恢复。

图4变频器参数写入画面
(2)PLC程序的开发
按照工艺要求和功能的构思,规划好每个输入输出点的含义后就是程序的编制,考虑到程序的容量和开发程序的简洁易读性,该程序大量应用了子程序,程序分块结构,方便程序的修改和查找。P0:变频器参数写入,在执行变频器参数写入时调用该子程序;P1:即时给定频率,变频器输出频率根据粗纱换向次数来给定,按照升速曲线来变换速度:
P2:落纱三自动。程序收到满纱信号后,调用落纱三自动子程序。给松皮带信号 → 松紧皮带电机正向起动 → 松皮带到位接近开关亮 → 松皮带电机停止运转 → 步进电机反转起动复位皮带 → 皮带复位行程开关打开 → 步进电机停止运转 → 下龙筋升降电机正向起动 → 下龙筋超将到位 → 下龙筋升降电机停止。
P4:密码验证程序。需要密码进入工艺参数设置画面,设置参数时条用密码验证子程序,密码验证通过才能进入。
五、 结束语
随着工控产品的高效、成熟以及技术价值日益的提高,纺织机械自动化程度也越来越高,但设计的出发点还要以用户简单、好用为根本,厂商应在不增加系统硬件的基础上尽量开发即结合工艺又实用的功能,使我国的纺织机械向更高水平发展。
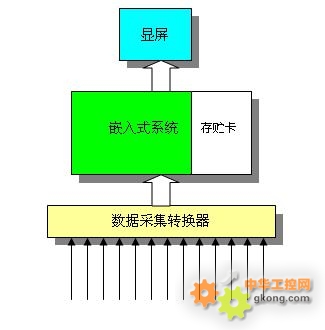 USB数据采集在机车数据分析系统上的应用
随着科学技术的不断发展,机车动力性能有了突飞猛进发展。为了保证机车能够高速、安全的运行,现代化的机车也增加了不少与之配套的在线监测仪表。这些仪表可以对机车速度、柴油机转速、主整流器电压、主整流器电
USB数据采集在机车数据分析系统上的应用
随着科学技术的不断发展,机车动力性能有了突飞猛进发展。为了保证机车能够高速、安全的运行,现代化的机车也增加了不少与之配套的在线监测仪表。这些仪表可以对机车速度、柴油机转速、主整流器电压、主整流器电
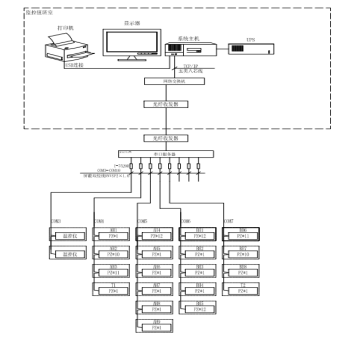
 GPS卫星同步时钟(时间同步系统)在电力自动化系统中的应用
GPS卫星同步时钟(时间同步系统)在电力自动化系统中的应用前言 随着计算机和网络通信技术的飞速发展,火电厂热工自动化系统数字化、网络化的时代已经到来。这一方面为各控制和信息系统之间的数据交换、分析和
GPS卫星同步时钟(时间同步系统)在电力自动化系统中的应用
GPS卫星同步时钟(时间同步系统)在电力自动化系统中的应用前言 随着计算机和网络通信技术的飞速发展,火电厂热工自动化系统数字化、网络化的时代已经到来。这一方面为各控制和信息系统之间的数据交换、分析和
 台达自动化产品在加弹机上的控制应用
基本介绍: 加弹机的全称叫假捻弹力丝机,是一种将POY丝等原丝加工成具有低弹和中弹性能的弹力丝的加工设备。在纺织机械的多功能弹力丝机上,拉伸变形是重要的加工环节之一。对丝条材料进行加热和恒温控制会
台达自动化产品在加弹机上的控制应用
基本介绍: 加弹机的全称叫假捻弹力丝机,是一种将POY丝等原丝加工成具有低弹和中弹性能的弹力丝的加工设备。在纺织机械的多功能弹力丝机上,拉伸变形是重要的加工环节之一。对丝条材料进行加热和恒温控制会
 ACREL-5000建筑用能监测系统在中新传媒大厦的应用—安科瑞 胡烨
安科瑞胡烨江苏安科瑞电器制造有限公司江苏江阴214405摘要:用能监测系统是通过在建筑物、建筑群内安装分类和分项能耗计量装置,实时采集能耗数据,并具有监测与分析等功能的软件和硬件的统称。具体是在建筑
ACREL-5000建筑用能监测系统在中新传媒大厦的应用—安科瑞 胡烨
安科瑞胡烨江苏安科瑞电器制造有限公司江苏江阴214405摘要:用能监测系统是通过在建筑物、建筑群内安装分类和分项能耗计量装置,实时采集能耗数据,并具有监测与分析等功能的软件和硬件的统称。具体是在建筑
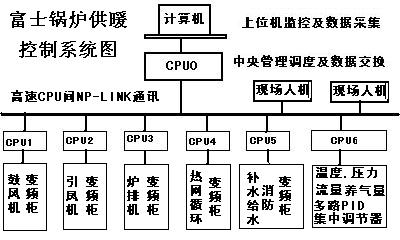 富士变频器和基板控制器在锅炉供热中的应用
一.前言: 富士电机是国际著名的自动化产品生产商,富士贸易是富士电机各种工业自动化产品代理商和系统集成商,注重于为用户提供整体自动化解决方案,并配套提供富士电机优质自动化产品,同时提供完善的售
富士变频器和基板控制器在锅炉供热中的应用
一.前言: 富士电机是国际著名的自动化产品生产商,富士贸易是富士电机各种工业自动化产品代理商和系统集成商,注重于为用户提供整体自动化解决方案,并配套提供富士电机优质自动化产品,同时提供完善的售
 阿尔泰平板电脑应用在药房自动化处理系统
随着科技的进步,现在自动化程度越来越高,某知名公司就开发了一套应用在药房的自动化处理系统软件。本套软件运行在阿尔泰公司的HMI9910上,实现了很好的人机交互。在很多陆军、空军和退伍军人医院、大学
阿尔泰平板电脑应用在药房自动化处理系统
随着科技的进步,现在自动化程度越来越高,某知名公司就开发了一套应用在药房的自动化处理系统软件。本套软件运行在阿尔泰公司的HMI9910上,实现了很好的人机交互。在很多陆军、空军和退伍军人医院、大学
 防爆触摸屏在中药提取浓缩生产过程自动控制中的应用
本文简要介绍了中药提取浓缩生产过程的主要工艺流程,重点阐述了中药提取浓缩过程防爆触摸屏的应用 。 中药提取浓缩是中药生产的一个必不可少的环节,所谓中药提取浓缩生产过程,是依据GMP规范,按给定的
嵌入式安卓工业一体机七大集成能力,正破局智能制造应用!
在现代社会化大生产过程中,产业关联度日益提高,技术的相互依存度增强,单项技术的突破再不能独柱擎天,必须要通过整合相关配套技术、建立相应的管理模式才能最终形成生产力和竞争力。在这种背景下,集成创新更具
防爆触摸屏在中药提取浓缩生产过程自动控制中的应用
本文简要介绍了中药提取浓缩生产过程的主要工艺流程,重点阐述了中药提取浓缩过程防爆触摸屏的应用 。 中药提取浓缩是中药生产的一个必不可少的环节,所谓中药提取浓缩生产过程,是依据GMP规范,按给定的
嵌入式安卓工业一体机七大集成能力,正破局智能制造应用!
在现代社会化大生产过程中,产业关联度日益提高,技术的相互依存度增强,单项技术的突破再不能独柱擎天,必须要通过整合相关配套技术、建立相应的管理模式才能最终形成生产力和竞争力。在这种背景下,集成创新更具
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业