主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
江苏某印染厂的磨毛机在08年操作屏损坏了.该机是在2000年左右从意大利引进来的,该显示屏已经买不到了,意大利方面要求将电气系统更新或购新机.该机全部使用英国CT伺服,在早期比国内同类机先进很多.但随着国内近几年工控技术的发展, 电气方面已经有很大的超越了.所以我决定用台达的触摸屏,PLC,变频,替换该机的电气系统.
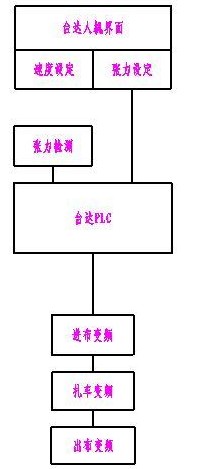
该机是用于高档面料磨毛,在张力控制方面要求比较高,误差在+-3公斤.其张力是由扎车和进布之间的速度差来产生,也就是扎车电机比进布电机要运行快一点,但其张力又要控制在+-3公斤的范围内.这就要求电机运行要平稳,速度要精准.原机是采用是英国CT伺服来控制的该伺服也多年前就停产了.现在已经有很多变频的控制精度就已经达到该伺服的效果,经过反参阅变频资料,决定选用台达VFD-B高机能向量控制变频器来替代英国CT伺服.用台达DOP人机替代损坏的显示屏.用台达DVP32EH更替GE90-30.用DVP04AD转换张力传感器的信号.
张力传感器可以检测0到200公斤的张力.精度在0.2KG输出是4-20MA的电流信号.用DVP04AD进行采集信号送到PLC让其精确计算.由于机械速比事先已知.在编程时只需给定PLC进行计算.让其在进布和扎车之间产生一定量的速度差.再加上张力检测数据和设定要求的张力,这样就可以不要速度反馈. 即可相当精确的张力控制.如图所示
由于台达VFD-B的变频有很好的频率输出功能,最小变化可以为0.01HZ所以可以不用速度反馈,通过PLC精确计算加张力反馈完全可以实现张力的在范围内的控制.只需要调好变频的参数.
经过实用去掉速度反馈,只用张力反馈控制变频运行效果显著的.是完全能够和原来伺服相比较.台达变频和PLC体积都比原来缩小很多.触摸屏将原来的按钮和指示灯全部都取消了.相比原来意大利文的显示屏,其操作系统更简单明了. 并且省掉很多的配线.使得电柜空间比原来整洁很多.配线简洁了其产生故障的点也少了很多.稳定性也当然提高.
 PLC远程监控系统在灌装包装机械上的应用
行业背景 随着中国成为世界最大商品生产和出口大国,全球的目光聚焦在发展最快、潜力强的中国包装市场。虽然包装机械市场前景广阔,但像单机自动化稳定性和可靠性差、外观造型不美观、寿命短等问题也使国内包装机
PLC远程监控系统在灌装包装机械上的应用
行业背景 随着中国成为世界最大商品生产和出口大国,全球的目光聚焦在发展最快、潜力强的中国包装市场。虽然包装机械市场前景广阔,但像单机自动化稳定性和可靠性差、外观造型不美观、寿命短等问题也使国内包装机
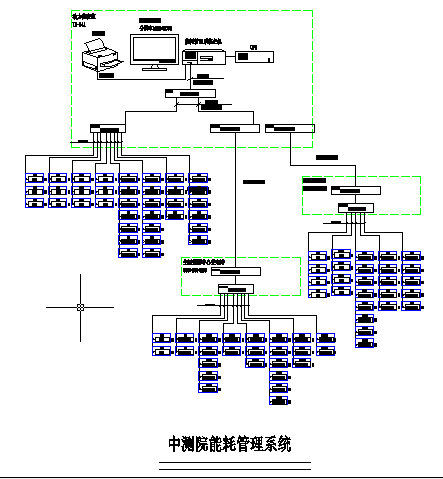 中测院能耗管理系统的设计及应用
目前,我国是世界上的能源生产和消费大国,统计显示,我国建筑能耗约占全国总能耗的28%,在我国每年新建的20亿平方米建筑中,其中99%是高能耗建筑;而既有的建筑中,仅有4%采取了节能措施。大型公共建筑不
功率放大器在高速铁路铁轨检测中的应用西安安泰电子厂家
随着铁路大提速和高速铁路的发展,行车密度、载重量和行车速度的不断提高加速了铁轨的损伤,钢轨在使用过程中,由于自然因素以及列车载荷的作用,致使其表面和内部容易发生各类损伤和缺陷,严重时甚至会造成钢轨断
中测院能耗管理系统的设计及应用
目前,我国是世界上的能源生产和消费大国,统计显示,我国建筑能耗约占全国总能耗的28%,在我国每年新建的20亿平方米建筑中,其中99%是高能耗建筑;而既有的建筑中,仅有4%采取了节能措施。大型公共建筑不
功率放大器在高速铁路铁轨检测中的应用西安安泰电子厂家
随着铁路大提速和高速铁路的发展,行车密度、载重量和行车速度的不断提高加速了铁轨的损伤,钢轨在使用过程中,由于自然因素以及列车载荷的作用,致使其表面和内部容易发生各类损伤和缺陷,严重时甚至会造成钢轨断
 AFPM100消防设备电源监控系统在安丘妇幼保健院项目中的应用--安科瑞 华梅超
安科瑞 华梅超江苏安科瑞电器制造有限公司摘要:AFPM100消防设备电源状态监控器是AFPM消防设备电源监控系统的核心,监控设备通过RS485总线与多台传感器相连,构成集散式消防设备电源监控系统,实
AFPM100消防设备电源监控系统在安丘妇幼保健院项目中的应用--安科瑞 华梅超
安科瑞 华梅超江苏安科瑞电器制造有限公司摘要:AFPM100消防设备电源状态监控器是AFPM消防设备电源监控系统的核心,监控设备通过RS485总线与多台传感器相连,构成集散式消防设备电源监控系统,实
 研华触摸式工业等级平板电脑TPC-1550H在燃气发电机组远程监控系统上的应用
项目介绍分布式能源是分布在用户端的供能及能源综合利用系统。风能、太阳能、燃气发电等方式均是分布式能源利用方式。燃气发电是最稳定的分布式供能方式之一,优秀的冷热电三联供发电系统能够把燃气发电的有效率提
四信水厂自动化控制系统
水厂自动化控制系统适用于供水企业的自动化管理及监控,水厂人员可在水厂监控室远程监测厂内水池水位、进厂流量、出厂流量、出厂压力、水质参数等情况;远程监测加压泵组、配电设备及其它自动化设备的工作情况;远
使用 DataMan 8100 对手术灯生产的流程控制
Depending on the type of surgery, specific lighting conditions are required in order to achieve ma
胜利油田分公司地质科学研究院研究中心电力监控系统的设计与应用
赵斌安科瑞电气股份有限公司 嘉定 201801摘要:介绍胜利油田分公司地质科学研究院研究中心电力监控系统,采用智能电力仪表采集配电现场的各种电参量和开关信号。系统采用现场就地组网的方式,组网后通过现场
研华触摸式工业等级平板电脑TPC-1550H在燃气发电机组远程监控系统上的应用
项目介绍分布式能源是分布在用户端的供能及能源综合利用系统。风能、太阳能、燃气发电等方式均是分布式能源利用方式。燃气发电是最稳定的分布式供能方式之一,优秀的冷热电三联供发电系统能够把燃气发电的有效率提
四信水厂自动化控制系统
水厂自动化控制系统适用于供水企业的自动化管理及监控,水厂人员可在水厂监控室远程监测厂内水池水位、进厂流量、出厂流量、出厂压力、水质参数等情况;远程监测加压泵组、配电设备及其它自动化设备的工作情况;远
使用 DataMan 8100 对手术灯生产的流程控制
Depending on the type of surgery, specific lighting conditions are required in order to achieve ma
胜利油田分公司地质科学研究院研究中心电力监控系统的设计与应用
赵斌安科瑞电气股份有限公司 嘉定 201801摘要:介绍胜利油田分公司地质科学研究院研究中心电力监控系统,采用智能电力仪表采集配电现场的各种电参量和开关信号。系统采用现场就地组网的方式,组网后通过现场
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业