随着工业水平的提高,企业对涂布机生产工艺、效率的要求也越来越高;变频器取代早期的磁粉离合器已成为必然趋势。本文主要就HD50高性能矢量控制驱动器在涂布复合机上最简便方案进行论述。
With the improvement of the industrial level, the coating machine Production efficiency is also increasing; inverter to replace the earlier magnetic powder clutch has become an inevitable trend. This paper HD50 high-performance vector control drive in the composite coating on the easiest program to be discussed
1 引言
随着加工纸生产技术的发展和涂布加工纸设备的更新,在涂布生产过程中对运行在各生产设备间的纸张张力进行检测和控制是提高产品质量和产量的一项重要技术措施。
涂布机是在原材料(纸张、布匹、塑料等)上涂上一层选配好的涂料(粘胶、油墨等),并烘干,然后收卷的设备。在整个过程中,分为放卷、中间多级同步控制和收卷几个过程。要求工作过程中纸张张力恒定,即线速度恒定。
涂布机的技术要求
1.原材料在放卷和收卷时,都必须保持张力恒定
2.放卷与收卷时不论卷径如何变化,必须保持平稳一致的线速度
3.放卷控制、中间多级同步控制、收卷控制速度必须同步,避免太松太紧,甚至拉断原材料的情况。
2 HD50高性能矢量控制驱动器简介
HD50系列采用模块化和客户化设计,具有出色的开环矢量和闭环矢量控制性能,可以实现对三相交流异步电机及三相交流同步电机控制。
HD50系列内置扩展功能接口及多种编码器接口,可以实现速度控制、转矩控制、恒张力控制、伺服定位控制,满足起重机械、印刷机械、高端机床等诸多领域各种复杂高精度传动的要求,为设备制造业客户提供完善的解决方案。
3 HD50高性能矢量控制驱动器的特色
HD50高性能矢量控制驱动器
1.独特的张力控制功能,多种张力控制可选,内置卷径自动计算模块,先进的惯量计算模块,张力锥度可灵活调整,以及断料自动检测功能。
2.多种转矩给定方式,转矩控制和速度控制可灵活调整。
3. 更高性能的VC控制方式,速度控制精度:±0.05% ,速度控制范围:1:1000 ,转矩控制响应:< 50ms
起动转矩:180%额定转矩/0Hz。
4.优异的电流和电压控制算法、先进的过电流抑制,在任意加减速时间和任意冲击负载条件下,可实现不过流、不跳闸运行。
5. 可驱动同步、异步电机,通过参数设置可实现同步、异步电机间驱动切换。
6. 有简易伺服功能,伺服定位模式,主轴定向模式。
7.产品电压等级更高,包含500-690v电压输出产品。
8.提供丰富的编码器卡,适配各类编码器,带分频输出。
4 HD50高性能矢量控制驱动器在涂布机上的应用
方案1 转矩控制模式:随着卷径大小所需力不同,通过惯量计算模块自动调整,保持线速度恒定。
方案2 卷径计算模式:根据卷径、材料厚度等参数,内置卷径自动计算模块调整,保持线速度恒定。
方案3 PID反馈模式:通过脉冲PID反馈,调整速度差,保持线速度恒定。
本案例采用方案3,应用现场为深圳光明新区某厂,其中收卷变频器调试过程及效果如下:
4.1 调试过程
(1)根据图1进行配线;
(2)根据电机铭牌设置电机参数;
(3)断开电机负载,利用点动(JOG)功能确定电机旋转方向,并更改配线为正向旋转;
(4)进行电机参数自整定;
(5)设置最大输出频率与上限频率;
(6)设置命令给定通道、频率给通道;
(7)设置加减速时间;
(8)设置端子功能;
4.2 控制信号配线
控制信号配线如图1所示,其中AI1为频率给定、DI1正转、DI3反转、DI6为脉冲PID反馈输入。

图1 控制信号配线
4.3 最终参数设置
功能参数
功能参数名称
设定值以及说明
F00.06
最大输出频率
75Hz
F00.08
上限频率
75Hz
F00.10
频率给定通道
3(模拟量给定 )
F00.11
命令给定通道
1(端子命令给定)
F02.13
停机方式选择
1(自由停车)
F03.01
加速时间
10s(加速时间是指从零频到最大频率)
F03.02
减速时间
10s(减速时间是指从最大频率到零频)
F04.00
PID控制选择
1(PID控制有效)
F04.01
PID给定通道选择
1(AI模拟通道给定)
F04.02
PID反馈通道选择
1(端子脉冲反馈)
F04.04
比例增益
0.65
F04.05
积分时间
7.5
F04.06
积分上限
75.00
F04.08
微分限幅值
75.00
F04.13
DI1端子功能选择
75.00
F04.19
DI2端子功能选择
75.00
F09.07
电机1转矩提升
00
F15.02
DI3端子功能选择
20(正转点动命令)
F15.05
DI6端子功能选择
53(脉冲频率输入)
F16.01
模拟输入AI1功能选择
4(过程PID给定)
F16.17
最大输入脉冲频率
0.3KHz
F16.18
输入脉冲滤波时间
100ms
4.4 实际效果
根据现场测试,当收卷至600m左右时,卷径变化较小PID脉冲反馈量小,平稳收卷,涂布均匀。600m到1200m中卷径变化大,通过PID脉冲反馈,及时调整转速,保持线速度恒定,得到了很好的涂布效果。工作效率在原来传统的方式上提高了20%以上,操作方式上减小了对操作人员技能的依赖性,在自动化程度上得到了很大的提高,得到了用户较高的评价。

4.5 调试注意事项
1.需要精确获得电机参数,因此需正确输入电机铭牌值,并进行电机参数自整定。
2.需要低频起动力矩大,只需将F09.07设为0(自动转矩提升)即可满足要求。
5 结束语
HD50高性能矢量控制驱动器已经成功应用在包装机械领域,其优越的性能(低频转矩大,调速范围宽,稳态精度高,操作灵活方便,功能保护全)和多样化的控制方案,以及高可靠性得到了充分的验证,完全满足涂布机工艺控制要求。
参考文献:
1.深圳市海浦蒙特科技有限公司 HD50高性能矢量控制驱动器用户手册(V1.0)
作者:
深圳市海浦蒙特科技有限公司 凌轩
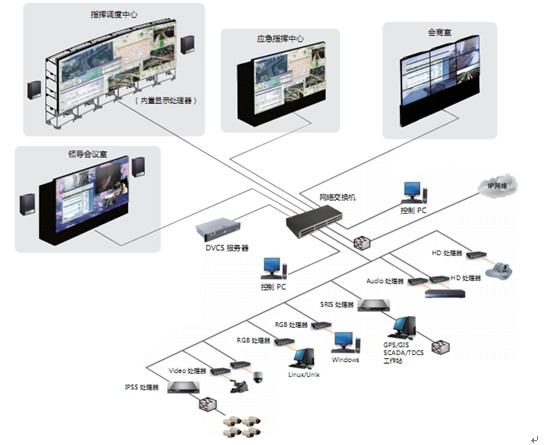 DVCS分布式网络化信息显示及协同控制解决方案
数码显示系统产品开发处王丽红一、项目背景内蒙古上海庙矿业有限责任公司是由山东临沂矿业集团与中国双维投资公司按照新机制、新模式、强强联合共同出资组建的以煤炭开采、洗精煤、煤矸石综合利用、电力、热力、煤化
DVCS分布式网络化信息显示及协同控制解决方案
数码显示系统产品开发处王丽红一、项目背景内蒙古上海庙矿业有限责任公司是由山东临沂矿业集团与中国双维投资公司按照新机制、新模式、强强联合共同出资组建的以煤炭开采、洗精煤、煤矸石综合利用、电力、热力、煤化
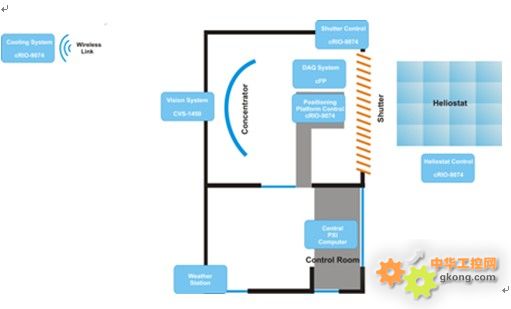 基于NI CompactRIO的太阳能熔炉智能化控制和数据采集系统
图1: 太阳能熔炉组件架构图 '凭借CompactRIO,Compact Fieldpoint和NI Compact Vision System内在的坚固性、准确性、扩展能力以及平台的网络集成,我们
基于NI CompactRIO的太阳能熔炉智能化控制和数据采集系统
图1: 太阳能熔炉组件架构图 '凭借CompactRIO,Compact Fieldpoint和NI Compact Vision System内在的坚固性、准确性、扩展能力以及平台的网络集成,我们
 CODESYS 使用AURIX TM MCU轻松实现SIL2控制器的开发
使用AURIX TM MCU轻松实现SIL2控制器的开发用于Infineon TC29x的CODESYS PSP产品可以使设备制造商能够更快地实现符合IEC 61508标准的SIL2安全控制器的开发
CODESYS 使用AURIX TM MCU轻松实现SIL2控制器的开发
使用AURIX TM MCU轻松实现SIL2控制器的开发用于Infineon TC29x的CODESYS PSP产品可以使设备制造商能够更快地实现符合IEC 61508标准的SIL2安全控制器的开发
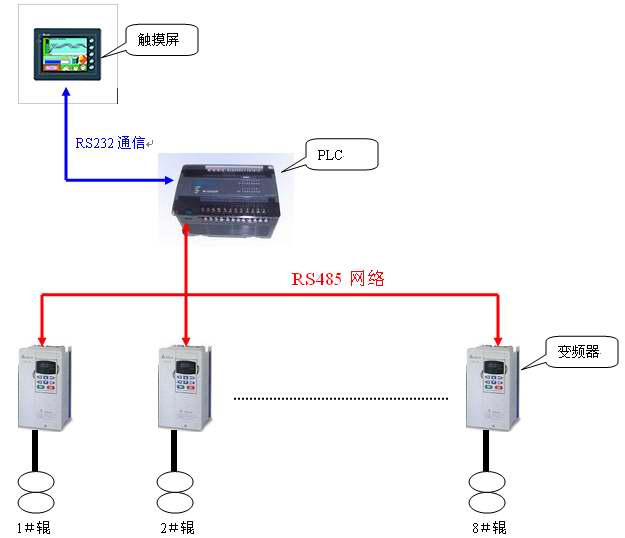 Haiwell(海为)国产PLC在速度同步控制上的应用
关健字:Haiwell(海为)国产PLC、同步控制一、引言:在当今众多纸机控制系统中,为了简化机械结构,减少设备的维护成本,而要求对设备的多台电机速度进行同步控制。利用Haiwell(海为)国产PL
Haiwell(海为)国产PLC在速度同步控制上的应用
关健字:Haiwell(海为)国产PLC、同步控制一、引言:在当今众多纸机控制系统中,为了简化机械结构,减少设备的维护成本,而要求对设备的多台电机速度进行同步控制。利用Haiwell(海为)国产PL
 华北工控 :嵌入式计算机在城市灯光亮化工程控制系统中的应用
随着城市电力网络和计算机控制技术的不断进步,绚丽的城市灯光景观发展迅速,成为城市现代化的重要标志和拉动城市商业、旅游业发展的有力手段,市场需求高涨。01.科技化、智能化的城市灯光亮化工程城市灯光亮
华北工控 :嵌入式计算机在城市灯光亮化工程控制系统中的应用
随着城市电力网络和计算机控制技术的不断进步,绚丽的城市灯光景观发展迅速,成为城市现代化的重要标志和拉动城市商业、旅游业发展的有力手段,市场需求高涨。01.科技化、智能化的城市灯光亮化工程城市灯光亮
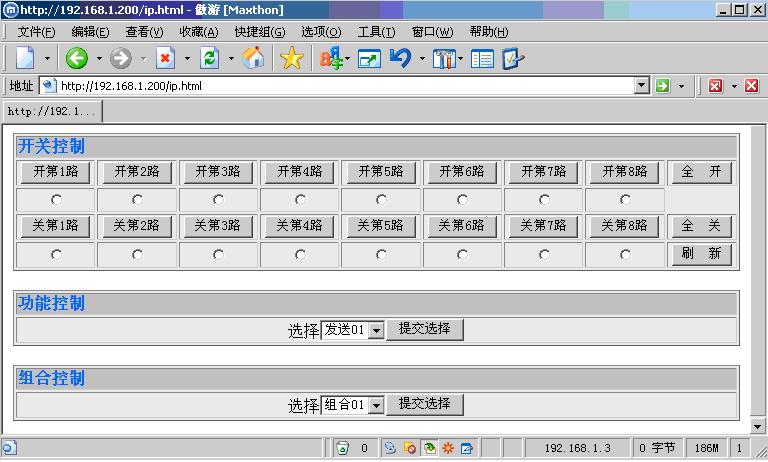 基于嵌入式Web网页控制的远程监控模块
2011-03-29 作者:上海卓岚信息科技有限公司 来源:zlmcu 在ZLSN2000之后,上海卓岚科技依托其自身的嵌入式Web服务器技术ZLWeb,推出了专门针对嵌入式网页控制的模块ZLSN
基于嵌入式Web网页控制的远程监控模块
2011-03-29 作者:上海卓岚信息科技有限公司 来源:zlmcu 在ZLSN2000之后,上海卓岚科技依托其自身的嵌入式Web服务器技术ZLWeb,推出了专门针对嵌入式网页控制的模块ZLSN