主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
纸护角由多层纱管纸和牛卡纸经护角机定型压制而成,能对包装件的边角进行保护,并增加其堆码强度,还可用于低成本的“无容器包装”,因而是一种被广泛采用的包装材料。
按横截面形状,纸护角可分为U型、L型(或V型)等。在纸护角的规定位置上冲出槽口,便可对纸护角作90度折弯或环绕。
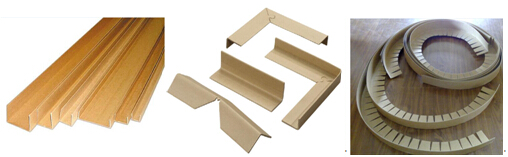
图1 护角产品
1 设备概述和工作原理
1.1设备概述
纸护角一体机,就是能将纸护角的冲口、裁切在一台机上连续完成的设备。按功能划分,该设备可分成挂纸、涂胶、包边、成型、冲口、裁切五个区段。

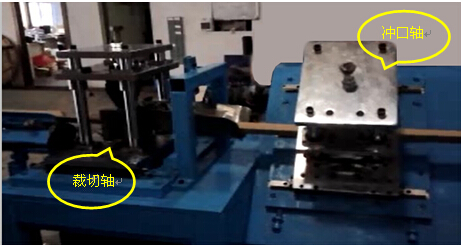
图2 纸护角一体机的冲口和裁切段
由于冲口轴、裁切轴在机械设计上,采用了曲柄滑块机构,伺服电机旋转一周,冲口或裁切台就完成一次追速、同步、裁切、返回的过程,因此控制器必须具有以来料脉冲作主轴,规划两个飞剪电子凸轮来完成纸护角的冲口、裁切动作,且能动态更新凸轮数据的功能。
1.2裁切、冲口过程分析
客户要求成品以槽口为界,可分1~5段。只有1段时,相当于关闭冲口功能,只有裁切轴作定长裁切;5段时,成品可以拼成如图3示的一个方形框架,其接口处连接后,便可直接用于箱体包装。
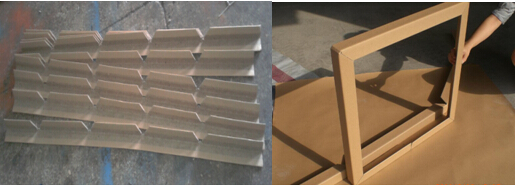
图3 纸护角一体机成品
下面以生产两段产品为例,来分析其裁切、冲口的过程。
当b<a时,设置好初始飞剪电子凸轮数据后,让两轴飞剪电子凸轮啮合,然后开启主轴:冲口轴和裁切轴会首先动作一次(这次飞剪动作的主轴长度并未到达,而是由于启动凸轮啮合产生的。后续的动作才是按所设的主轴长度执行飞剪功能),切出成品的第一个有效槽口。当主轴行走了长度e(即a-b)时,裁切轴再裁切一次,切出成品的第一个有效左端面。后续主轴每行走长度b+c(即成品总长),裁切轴就裁切一次;主轴每行走长度d(即末段长c+首段长b),冲口轴就切槽一次。
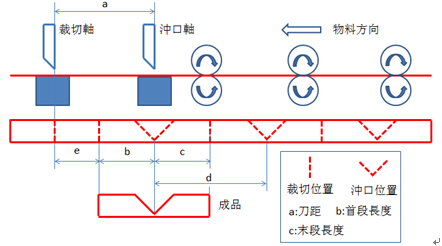
图4 两段纸护角,当b<a时冲口、裁切示意图
当b>a时,设置好初始飞剪电子凸轮数据后,先让裁切轴飞剪电子凸轮啮合,然后开启主轴:裁切轴会首先动作一次,裁出成品的第一个有效左端面。当主轴行走了长度e(即a-b)时,再让冲口轴的飞剪电子凸轮啮合,切出成品的第一个有效槽口。后续主轴每行走长度b+c(即成品总长),裁切轴就裁切一次;主轴每行走长度d(即末段长+首段长),冲口轴就切槽一次。
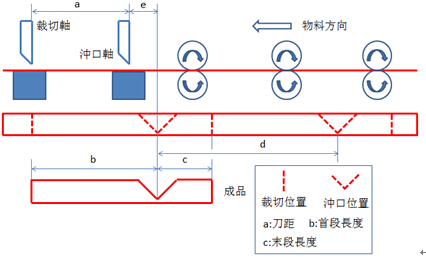
图5 两段纸护角,当b>a时冲口、裁切示意图
综上所述,生产两段产品,当成品的首段长小于刀距时:第一次裁切的主轴长度为“刀距-首段长”,后续主轴长度为“成品总长”;而冲口的主轴长度为“末段长+首段长”,两个飞剪电子凸轮同时啮合。
当成品的首段长大于刀距时:裁切的主轴长度始终设为“成品总长”,冲口的主轴长度始终设为“末段长+首段长”。但裁切轴的飞剪电子凸轮先啮合;当主轴行走了“首段长-刀距”时,再启动冲口轴的飞剪电子凸轮啮合。更多段数产品的裁切、冲口过程以此类推,不作分析。
2 台达20PM运动控制方案
根据以上控制过程和要求,选用两台DVP20PM00D来完成两个飞剪电子凸轮的动作。DVP20PM00D是一款专业的运动控制器,支持电子凸轮(2048点)及飞剪、追剪应用;兼容G-Code/M-Code,支持2轴直线/圆弧插补运动控制等功能。

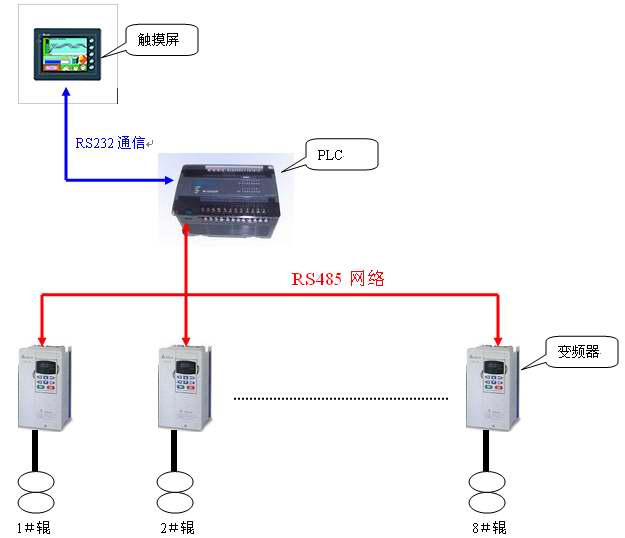
图6 控制系统框图
主要电气配置型号如表1。
表1 主要电气配置型号列表
名称
型号
数量
备注
触控屏(HMI)
DOP-B05S100
1
5.6寸触控屏
运动控制器
DVP20PM00D
2
2轴脉冲型运动控制器
伺服驱动器
ASD-A2-4523-L
2
4.5KW伺服驱动器,三相220VAC
伺服电机
ECMA-F11845ES
2
4.5KW伺服电机
变频器
VFD037M43A
4
3.7KW变频器
编码器
客户自备
1
分辨率2000P/R
变频器的启停通过20PM的Y点进行控制,频率命令通过操作面板上的电位器给定。
触控屏与20PM的通讯连接,使用RS232连接线,通过触控屏不同的COM口与20PM相连。两台20PM相同的参数设置可通过触控屏内的Background宏进行传递,也可采用RS485联机,通过触控屏的1个COM口与两台设置为不同站号的20PM通讯。
接入冲口轴20PM的A0、B0的主轴脉冲信号,也并入其A1、B1口,并在程序中启动C204计数,用以判断当产品首段长大于刀距时,冲口轴电子凸轮启动的时机。两个20PM的DOG信号与X2并联,回原点时需为DOG正缘停止。
3 结语
目前该设备已投入使用,使用效果得到了客户认可。台达20PM的飞剪电子凸轮功能为该类设备提供了经济、适用的运动控制方案,具有较好的市场推广价值。
作者简介:
谭坤鹏,男,生于1985年,毕业于重庆大学,机械电子工程。现任台达集团--中达电通股份有限公司工业控制系统产品开发处应用工程师,从事PLC、HMI、工业电源、以太网交换机等产品的工程应用和技术支持。
 台达自动化产品在塑料床垫成型机上整合应用
摘 要: 本文主要介绍台达自动化产品在塑料床垫成型机控制系统上的整合应用。该控制系统结合台达HMI、PLC、变频器、温控器等自动化产品,操作直观、灵活,大大提高了系统运作效率,体现出台达自动化产
台达自动化产品在塑料床垫成型机上整合应用
摘 要: 本文主要介绍台达自动化产品在塑料床垫成型机控制系统上的整合应用。该控制系统结合台达HMI、PLC、变频器、温控器等自动化产品,操作直观、灵活,大大提高了系统运作效率,体现出台达自动化产
 迈凯诺变频器在建筑施工升降机上的应用
施工升降机变频解决方案一施工升降机说明目前的建筑施工升降机,按照速度可以分为三种:0~40m/min的低速梯;0~63m/min的中速梯;0~96m/min的高速梯。普通升降机的控制方式都是通过接触
迈凯诺变频器在建筑施工升降机上的应用
施工升降机变频解决方案一施工升降机说明目前的建筑施工升降机,按照速度可以分为三种:0~40m/min的低速梯;0~63m/min的中速梯;0~96m/min的高速梯。普通升降机的控制方式都是通过接触
 C系列体验文章—海为C32S2R在塑料包装机械上的应用
作者:孙工传统的聚丙烯捆扎绳打球机只包含机械传动部分,计量部分需要用户单独配置电子秤。生产过程中操作人员需要一直盯着电子秤,当接近设置重量时立即停止电机运行,封口动作的完成也需要人工完成,由于球重规
四信一体式农业灌溉用水量监测解决方案
农业是用水大户,也是节水潜力所在。长期以来,我国农田水利基础设施薄弱,运行维护经费不足,农业用水管理不到位,农业水价形成机制不健全,价格水平总体偏低,不能有效反映水资源稀缺程度和生态环境成本,价格杠
C系列体验文章—海为C32S2R在塑料包装机械上的应用
作者:孙工传统的聚丙烯捆扎绳打球机只包含机械传动部分,计量部分需要用户单独配置电子秤。生产过程中操作人员需要一直盯着电子秤,当接近设置重量时立即停止电机运行,封口动作的完成也需要人工完成,由于球重规
四信一体式农业灌溉用水量监测解决方案
农业是用水大户,也是节水潜力所在。长期以来,我国农田水利基础设施薄弱,运行维护经费不足,农业用水管理不到位,农业水价形成机制不健全,价格水平总体偏低,不能有效反映水资源稀缺程度和生态环境成本,价格杠
 Haiwell(海为)国产PLC在速度同步控制上的应用
关健字:Haiwell(海为)国产PLC、同步控制一、引言:在当今众多纸机控制系统中,为了简化机械结构,减少设备的维护成本,而要求对设备的多台电机速度进行同步控制。利用Haiwell(海为)国产PL
Haiwell(海为)国产PLC在速度同步控制上的应用
关健字:Haiwell(海为)国产PLC、同步控制一、引言:在当今众多纸机控制系统中,为了简化机械结构,减少设备的维护成本,而要求对设备的多台电机速度进行同步控制。利用Haiwell(海为)国产PL
 台达20PM运动控制器在高速绕线机上的应用
基本介绍: 全自动无骨架系列高速绕线机,可以绕制不同规格的空心线圈,如:传动线圈,扬声器线圈,天线线圈以及各种无骨架通用线圈。设备具有性能可靠,高速高效率,自动化程度高,适合于线圈的大批量生产。设
台达20PM运动控制器在高速绕线机上的应用
基本介绍: 全自动无骨架系列高速绕线机,可以绕制不同规格的空心线圈,如:传动线圈,扬声器线圈,天线线圈以及各种无骨架通用线圈。设备具有性能可靠,高速高效率,自动化程度高,适合于线圈的大批量生产。设
 应用于型材成型装备系统上的应用实例
型材成型装备系统上的应用SIKELEC产品使用列表:PF型I/O扩展电缆与MT-40H端子模组
应用于型材成型装备系统上的应用实例
型材成型装备系统上的应用SIKELEC产品使用列表:PF型I/O扩展电缆与MT-40H端子模组
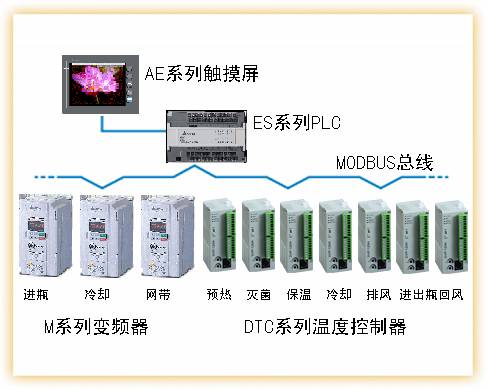 台达自动化产品在隧道式灭菌干燥箱上的应用
中达电通股份有限公司PLC产品处 李 振 Li Zhen摘 要:本文主要介绍台达机电自动化平台在隧道式灭菌干燥箱电气控制系统中应用技术。项目采用了台达公司的ES系列PLC、AE系列触摸屏、M系列变
台达自动化产品在隧道式灭菌干燥箱上的应用
中达电通股份有限公司PLC产品处 李 振 Li Zhen摘 要:本文主要介绍台达机电自动化平台在隧道式灭菌干燥箱电气控制系统中应用技术。项目采用了台达公司的ES系列PLC、AE系列触摸屏、M系列变
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业