主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
1、设备参数及设备配置
该燃气式食品隧道炉长13米,共分为3个区即进炉口区、中间区、出炉口区。每个区又分为上火区和下火区,上火区和下火区各配备一个三线式PT100温度感应传感器来检测该区温度,共六个温度感应传感器,从而将六个区炉火温度控制在一定的范围内。
该食品隧道炉要求能够根据烤制食品的不同种类来设定烘烤时间。
根据设备的特点及客户提出的要求,该设备电器配置为:一台型号为DOP-A10TCTD的人机界面;一台DVP-60ES可编程控制器;两台DVP-04PT/S温度量测模块;一台VFD037M43A变频器,通过对PLC可编程控制器及人机接口程序的合理编制来完成系统整合,实现设备的电器控制。
2 解决方案
2.1烘烤时间控制
利用变频器改变隧道炉链电机的转速从而达到控制食品从进炉口到出炉口的时间也就是食品的烘烤时间。
参数设定画面如图2所示。不同型号的隧道炉首先要通过长度给定,速比给定,链轮节园给定,这是一个通用参数叶,适用于所有类型的隧道炉。该参数叶还可以监视变频器的设定频率和运行频率值以及设定排风时间。

烘烤时间与输送控制画面如图3所示。在人机接口上制作的交替型按钮通过PLC程序的控制来完成变频器的正反转运行启动, 正反转运行启动上面覆盖走马灯,当正转运行启动时文字正转运行循环以走马灯的形式来显示,反转亦然。
变频器的频率是人机界面通过RS485和变频器通讯来完成频率设定的,通过数值输入组件给出烘烤时间后就可以通过事先编好的CLOCK宏运算出实际运行中应该设定的频率值,将此值赋给变频器的2001H频率设定地址,完成运行频率的写入。

温度设定与显示画面如图4所示。在人机界面上通过数值输入和数值显示组件来完成的,DVP-60ES和DOP-A10TCTD通过RS232通讯,DVP-60ES和DVP-04PT通过RS485通讯通过温度模块04PT读回该区PT100的温度从而来完成温度的反馈,通过PLC程序来控制燃气阀门的开闭,实现温度闭环调节,达到各烘烤区间工艺温度控制。

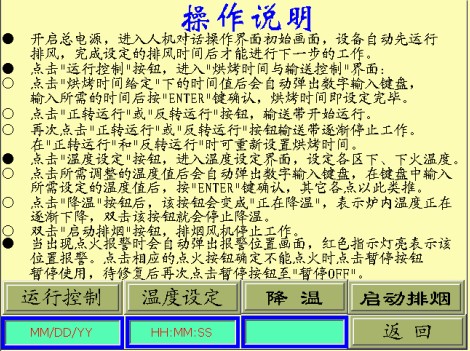
3.设备的操作说明:
燃气式食品隧道炉的操作说明如图5所示。
4.故障处理:
设备出现点火故障时点火指示灯会出现红色故障报警显示,从而知道该点火器出现问题,连续自动点火三次后点火器仍不能点着火的情况下通过中间继电器将点火故障信号反馈给PLC输入,通过PLC程控D0值的写入来完成自动跳到报警画面,出现报警后实行人工手动控制点火器点火,手动点火确认确实是点火器故障后就要将此点火器暂停,待人工把点火器修理好后再进行点火。点火控制画面如图6所示。
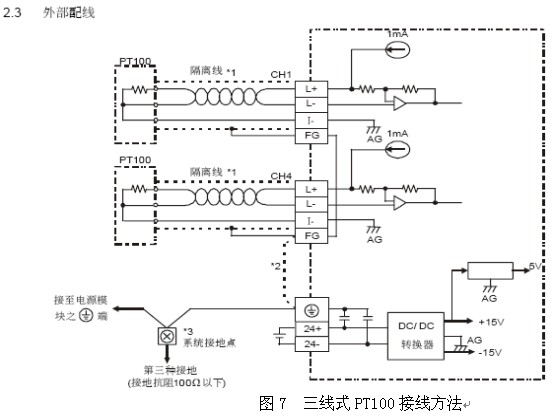
当图四当前温度显示为-2000或者6000的时候证明温度量测模块没有将当前PT100铂热电阻的温度读回来,也就是没有通讯成功,这就要查传感器的接线方法是否符合图纸的要求,温度传感器有否损坏,DVP-60ES和DVP-04PT/S通过RS485通讯时如果温度量测模块超过一台那么通讯之前要改变04PT/S站号的设定,如果站号没有改变同样会出现通讯的问题。
三线式PT100接线方法如图7所示。

5 结束语
台达机电产品在燃气式食品隧道炉设备上的成功整合应用,满足了食品机械客户的需求,我们只要根据客户提供的方案进行电气系统合理设计,优化设备选型,配合施工安装,现场指导调试等一系列的优质客户服务,台达机电产品会在更多的食品机械客户那里得到更多的整合应用。
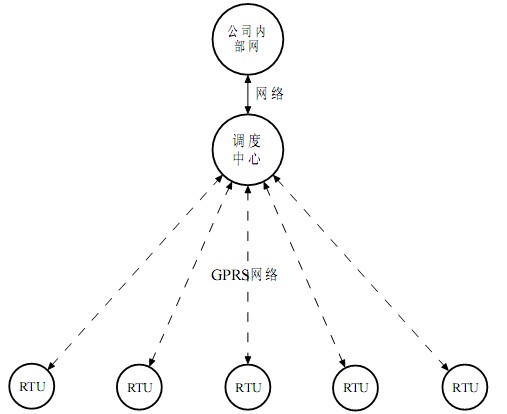 基于GPRS的燃气管网监控系统应用方案
摘要:本文提供了一种基于GPRS网络的燃气管网监控系统设计原理和实现方案,简要介绍了GPRS技术的基本知识,描述了GPRS无线传输应用于燃气管网监控系统的实现方法。通过实际应用,获得了理想的效果.关
基于GPRS的燃气管网监控系统应用方案
摘要:本文提供了一种基于GPRS网络的燃气管网监控系统设计原理和实现方案,简要介绍了GPRS技术的基本知识,描述了GPRS无线传输应用于燃气管网监控系统的实现方法。通过实际应用,获得了理想的效果.关
 魏德米勒产品在Festo远程I/O模块中的应用
功能集成的发展趋势自始至终从未停止没有其他任何一项创新能够对自动化产生如此的影响力,或者形成如此可持续发展的方式来降低生产成本和提升产能,Festo的产品和技术营销主管Eberhard Klotz评
魏德米勒产品在Festo远程I/O模块中的应用
功能集成的发展趋势自始至终从未停止没有其他任何一项创新能够对自动化产生如此的影响力,或者形成如此可持续发展的方式来降低生产成本和提升产能,Festo的产品和技术营销主管Eberhard Klotz评
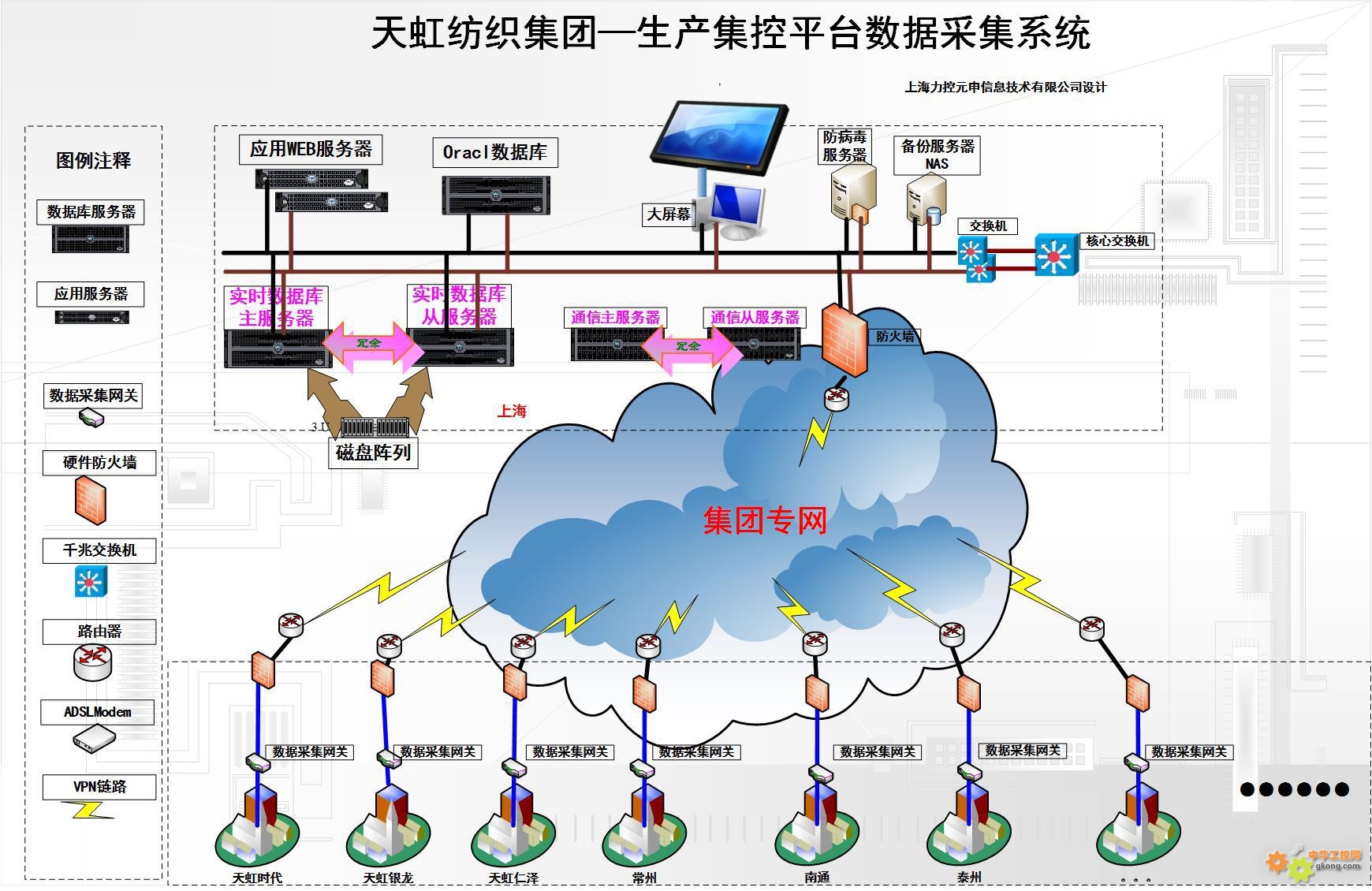 力控科技产品在天虹纺织集团两化融合平台中的应用
前言十二五期间,我国纺织行业将进一步推进信息化与纺织工业的深度融合,应用信息技术推动行业技术进步,加快行业两化融合的进程。作为信息化水平提升较快的行业,棉纺织行业成为纺织行业两化融合的试点。 天虹中
力控科技产品在天虹纺织集团两化融合平台中的应用
前言十二五期间,我国纺织行业将进一步推进信息化与纺织工业的深度融合,应用信息技术推动行业技术进步,加快行业两化融合的进程。作为信息化水平提升较快的行业,棉纺织行业成为纺织行业两化融合的试点。 天虹中
 DELTA机电产品在冰淇淋灌装机中的应用(-2)
中达电通股份有限公司机电行业应用处 李冰清摘 要:在食品包装机械中,冰淇淋灌装机自动化技术要求较高。冰淇淋灌装机要求每个灌装工位能够快速响应,快速动作:在1.5秒内十几个动作准确完成。本文基于DE
基于ForceControl V7.0平台的食品生产监控系统解决方案
一 项目概况 安徽瑞福祥食品有限公司是安徽古井集团旗下一家集发电站、食用酒精、无水酒精、谷朊粉、面粉、饲料等产品为主的粮食深加工企业。全厂区占地面积600多亩,是古井集团重要组成部分。目前生产现场
DELTA机电产品在冰淇淋灌装机中的应用(-2)
中达电通股份有限公司机电行业应用处 李冰清摘 要:在食品包装机械中,冰淇淋灌装机自动化技术要求较高。冰淇淋灌装机要求每个灌装工位能够快速响应,快速动作:在1.5秒内十几个动作准确完成。本文基于DE
基于ForceControl V7.0平台的食品生产监控系统解决方案
一 项目概况 安徽瑞福祥食品有限公司是安徽古井集团旗下一家集发电站、食用酒精、无水酒精、谷朊粉、面粉、饲料等产品为主的粮食深加工企业。全厂区占地面积600多亩,是古井集团重要组成部分。目前生产现场
 台达电能质量产品在铜冶炼中的应用
1项目背景及现状某冶炼厂为国际知名铜冶炼企业,位于广东省某市的分厂以再生铜冶炼为主,由于主要工艺过程为除杂、电解及精炼,需要用到中压整流变压器,且各生产车间有大量的变频器和风机、水泵的使用,造成
台达电能质量产品在铜冶炼中的应用
1项目背景及现状某冶炼厂为国际知名铜冶炼企业,位于广东省某市的分厂以再生铜冶炼为主,由于主要工艺过程为除杂、电解及精炼,需要用到中压整流变压器,且各生产车间有大量的变频器和风机、水泵的使用,造成
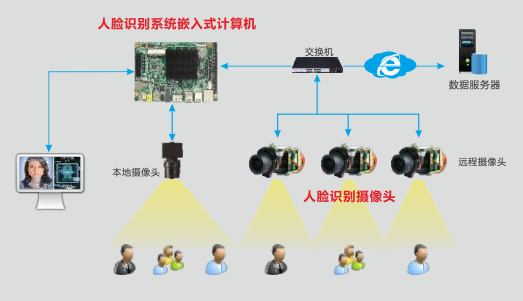 华北工控人脸识别计算机产品方案,助力智能安防建设快速落地
伴随着人工智能、云计算、物联网等前沿技术的不断进步,国内智慧安防建设也被推向了高潮。人脸识别作为现代智能安防的重要支撑科技,已与安防产业发展深度融合。01、人脸识别技术加速构建智能安防人脸识别,是
华北工控人脸识别计算机产品方案,助力智能安防建设快速落地
伴随着人工智能、云计算、物联网等前沿技术的不断进步,国内智慧安防建设也被推向了高潮。人脸识别作为现代智能安防的重要支撑科技,已与安防产业发展深度融合。01、人脸识别技术加速构建智能安防人脸识别,是
 台达自动化产品在木线条砂光机上的应用
基本介绍:近年来随着我国经济的快速发展和房地产业的崛起,人们对于家具的要求也越来越高,这就刺激了木工行业的快速发展,其中砂光机是一种用于木料板材抛光的木工设备,根据设备的工位可分有八道工序,即:粗
台达自动化产品在木线条砂光机上的应用
基本介绍:近年来随着我国经济的快速发展和房地产业的崛起,人们对于家具的要求也越来越高,这就刺激了木工行业的快速发展,其中砂光机是一种用于木料板材抛光的木工设备,根据设备的工位可分有八道工序,即:粗
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业