主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
 3 铣床数控改造
3.1 铣床数控原理设计
机床本体的数控化改造,是将原工作台进给电机、进给箱及其传动链拆除,然后进行如下改造:用三个伺服电机分别驱动升降、纵向、横向坐标轴、根据各轮的脉冲当量配置相应的传动系统;将原二轴普通丝杠改为滚珠丝杠。通过中达系统的高开放性更改系统内部的PLC和画面实现客户特殊要求。铣床简易数控升级改造控制系统架构如图1所示。
3 铣床数控改造
3.1 铣床数控原理设计
机床本体的数控化改造,是将原工作台进给电机、进给箱及其传动链拆除,然后进行如下改造:用三个伺服电机分别驱动升降、纵向、横向坐标轴、根据各轮的脉冲当量配置相应的传动系统;将原二轴普通丝杠改为滚珠丝杠。通过中达系统的高开放性更改系统内部的PLC和画面实现客户特殊要求。铣床简易数控升级改造控制系统架构如图1所示。
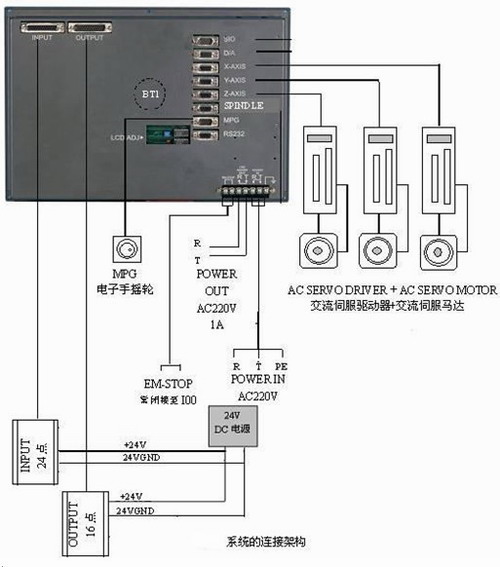 图1 铣床简易数控升级改造控制系统架构
图1 铣床简易数控升级改造控制系统架构
 图2 中达PUTNC-H4C-M数控系统
图2 中达PUTNC-H4C-M数控系统
 图3 台达ASDA-AB系列伺服驱动器
ASDA-AB系列伺服驱动器技术特色:
(1)内建完整的三种(位置/速度/转矩模式)基本控制机能可以方便的和上位控制器连接。
(2)动态响应性好,伺服整定时间1ms、空载状态下-3000RPM~3000RPM的加速时间10ms。
(3)PDFF(Pseudo-Derivative Feedback and Feedforward)强健式控制架构相应更快速、对外部干扰有更强的抑制补偿能力,从而能够保证其它外力突然介入时,伺服定位或定速被影响很少。
(4)伺服的自动增益调整功能,能自动评估负载情况并合理设置伺服增益,从而使伺服调试更简单、更快捷,且伺服定位更精准,无超越量和加速度过冲
(5)提供共振抑制功能和低通滤波器功能,能有效弥补机械的不足和缺陷。
(6)台达ASDA-AB系列交流伺服系统更具有分度定位功能,配合CNC系统PLC的I/O规划,能轻松实现伺服的精确定位控制。
5 结束语
普通铣床数控化改造,实质就是在普通铣床上增加数控系统控制装置,使其具有一定的自动化能力,以实现预定的加工工艺目标,其目的是使原机床具有一定的柔性,提高生产效率和质量,解决复杂零件的加工问题。配合具有高开放型,人性化,简易操作化,客制化的中达铣床数控系统将普通铣床改造为经济型铣床,简便易行,提高了加工效率,,降低了加工成本,保证了零件的加工精度,对复杂零件尤其是对弧面和凸面的加工效果显著。
通过中达完善的自动化产品及其提供的合理解决方案必将助推普通机床的数控化升级进度,实现用户企业的高速发展。
图3 台达ASDA-AB系列伺服驱动器
ASDA-AB系列伺服驱动器技术特色:
(1)内建完整的三种(位置/速度/转矩模式)基本控制机能可以方便的和上位控制器连接。
(2)动态响应性好,伺服整定时间1ms、空载状态下-3000RPM~3000RPM的加速时间10ms。
(3)PDFF(Pseudo-Derivative Feedback and Feedforward)强健式控制架构相应更快速、对外部干扰有更强的抑制补偿能力,从而能够保证其它外力突然介入时,伺服定位或定速被影响很少。
(4)伺服的自动增益调整功能,能自动评估负载情况并合理设置伺服增益,从而使伺服调试更简单、更快捷,且伺服定位更精准,无超越量和加速度过冲
(5)提供共振抑制功能和低通滤波器功能,能有效弥补机械的不足和缺陷。
(6)台达ASDA-AB系列交流伺服系统更具有分度定位功能,配合CNC系统PLC的I/O规划,能轻松实现伺服的精确定位控制。
5 结束语
普通铣床数控化改造,实质就是在普通铣床上增加数控系统控制装置,使其具有一定的自动化能力,以实现预定的加工工艺目标,其目的是使原机床具有一定的柔性,提高生产效率和质量,解决复杂零件的加工问题。配合具有高开放型,人性化,简易操作化,客制化的中达铣床数控系统将普通铣床改造为经济型铣床,简便易行,提高了加工效率,,降低了加工成本,保证了零件的加工精度,对复杂零件尤其是对弧面和凸面的加工效果显著。
通过中达完善的自动化产品及其提供的合理解决方案必将助推普通机床的数控化升级进度,实现用户企业的高速发展。 无线无线温湿度监测系统解决方案
技术方案1.无线无线温湿度监测系统产品介绍公司致力于环境,电气,电信领域的测控系统的研发,销售与服 务,是政府重点扶持的科技型企业 。公司创始人有着非常丰富的环境测控领域的产品研发 ,方案 设计,工
无线无线温湿度监测系统解决方案
技术方案1.无线无线温湿度监测系统产品介绍公司致力于环境,电气,电信领域的测控系统的研发,销售与服 务,是政府重点扶持的科技型企业 。公司创始人有着非常丰富的环境测控领域的产品研发 ,方案 设计,工
 吹膜机 汇川PLC和汇川变频器解决方案
项目背景:该项目针对薄膜生产,基于食品保鲜膜,塑料大棚,医疗器械薄膜生产的机器 项目要求:该项目主要要求,加温温区稳定高,自动膜宽整定快,偏差小,牵引及收卷张力可控,收卷逻辑复合要求等条件 硬件配
吹膜机 汇川PLC和汇川变频器解决方案
项目背景:该项目针对薄膜生产,基于食品保鲜膜,塑料大棚,医疗器械薄膜生产的机器 项目要求:该项目主要要求,加温温区稳定高,自动膜宽整定快,偏差小,牵引及收卷张力可控,收卷逻辑复合要求等条件 硬件配
 配电网自动化系统方案
系统背景随着经济的快速发展,各行业对电力质量的要求越来越高,每次供电故障都造成巨大的损失。供电稳定性、可靠性等问题直接影响着人们生活水平、交通安全等民生问题,甚至直接影响社会经济发展。因此,我们需要
配电网自动化系统方案
系统背景随着经济的快速发展,各行业对电力质量的要求越来越高,每次供电故障都造成巨大的损失。供电稳定性、可靠性等问题直接影响着人们生活水平、交通安全等民生问题,甚至直接影响社会经济发展。因此,我们需要
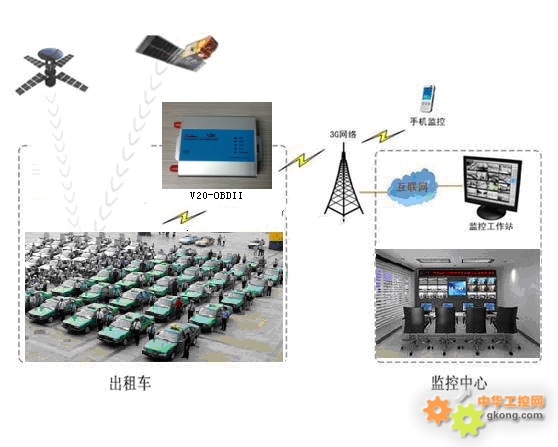 出租车GPS卫星定位管理系统解决方案
出租汽车作为城市重要的一个交通工具,流动性强,无处不到,整天运行在城市的大街小巷。但出租车流动性大、客源复杂、24小时营运、现金交易等特点,成为犯罪分子的首选盗抢对象,成为各地交通部门重点关注的车辆
卓尔《智慧公路云平台》获得2018年度智慧城市百佳优秀解决方案奖
卓尔《智慧公路云平台》获得2018年度智慧城市百佳优秀解决方案奖 2018中国新型智慧城市发展论坛10月25日,2018中国新型智慧城市发展论坛暨智慧城市百佳优秀解决方案颁奖典礼在青岛举行,青岛市副
四信水厂自动化控制系统
水厂自动化控制系统适用于供水企业的自动化管理及监控,水厂人员可在水厂监控室远程监测厂内水池水位、进厂流量、出厂流量、出厂压力、水质参数等情况;远程监测加压泵组、配电设备及其它自动化设备的工作情况;远
无线智能路灯控制系统解决方案
1.零开发方案解析晓网电子提出的零开发完整解决方案只需安装,不需开发,方案直接从220V取电,继电器传入路灯灯头电源,客户不需要做额外的设计,即可通过方案中的无线单元,计量单元,继电器单元等,经过完
基于旋思科技网关产品的IEC60870-5-104协议转发解决方案
一 概述 在制造业高度繁荣、工业自动化蓬勃发展的今天,任何的企业工厂都必须实现综合自动化。它包括设计制造加工等过程的自动化,企业内部管理、市场信息处理以及企业间信息联系等信息流的全面自动化。
出租车GPS卫星定位管理系统解决方案
出租汽车作为城市重要的一个交通工具,流动性强,无处不到,整天运行在城市的大街小巷。但出租车流动性大、客源复杂、24小时营运、现金交易等特点,成为犯罪分子的首选盗抢对象,成为各地交通部门重点关注的车辆
卓尔《智慧公路云平台》获得2018年度智慧城市百佳优秀解决方案奖
卓尔《智慧公路云平台》获得2018年度智慧城市百佳优秀解决方案奖 2018中国新型智慧城市发展论坛10月25日,2018中国新型智慧城市发展论坛暨智慧城市百佳优秀解决方案颁奖典礼在青岛举行,青岛市副
四信水厂自动化控制系统
水厂自动化控制系统适用于供水企业的自动化管理及监控,水厂人员可在水厂监控室远程监测厂内水池水位、进厂流量、出厂流量、出厂压力、水质参数等情况;远程监测加压泵组、配电设备及其它自动化设备的工作情况;远
无线智能路灯控制系统解决方案
1.零开发方案解析晓网电子提出的零开发完整解决方案只需安装,不需开发,方案直接从220V取电,继电器传入路灯灯头电源,客户不需要做额外的设计,即可通过方案中的无线单元,计量单元,继电器单元等,经过完
基于旋思科技网关产品的IEC60870-5-104协议转发解决方案
一 概述 在制造业高度繁荣、工业自动化蓬勃发展的今天,任何的企业工厂都必须实现综合自动化。它包括设计制造加工等过程的自动化,企业内部管理、市场信息处理以及企业间信息联系等信息流的全面自动化。
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业