主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face



 倍福基于 PC 的控制技术为未来水供应保驾护航
美国威斯康星州格伦代尔市一家拥有 55 年历史的水厂需要定期进行现代化改造,倍福凭借基于 PC 的控制技术所拥有的良好的系统开放性,及丰富的产品系列成为这家水厂升级改造时的指定供应商。威斯康星州格
倍福基于 PC 的控制技术为未来水供应保驾护航
美国威斯康星州格伦代尔市一家拥有 55 年历史的水厂需要定期进行现代化改造,倍福凭借基于 PC 的控制技术所拥有的良好的系统开放性,及丰富的产品系列成为这家水厂升级改造时的指定供应商。威斯康星州格
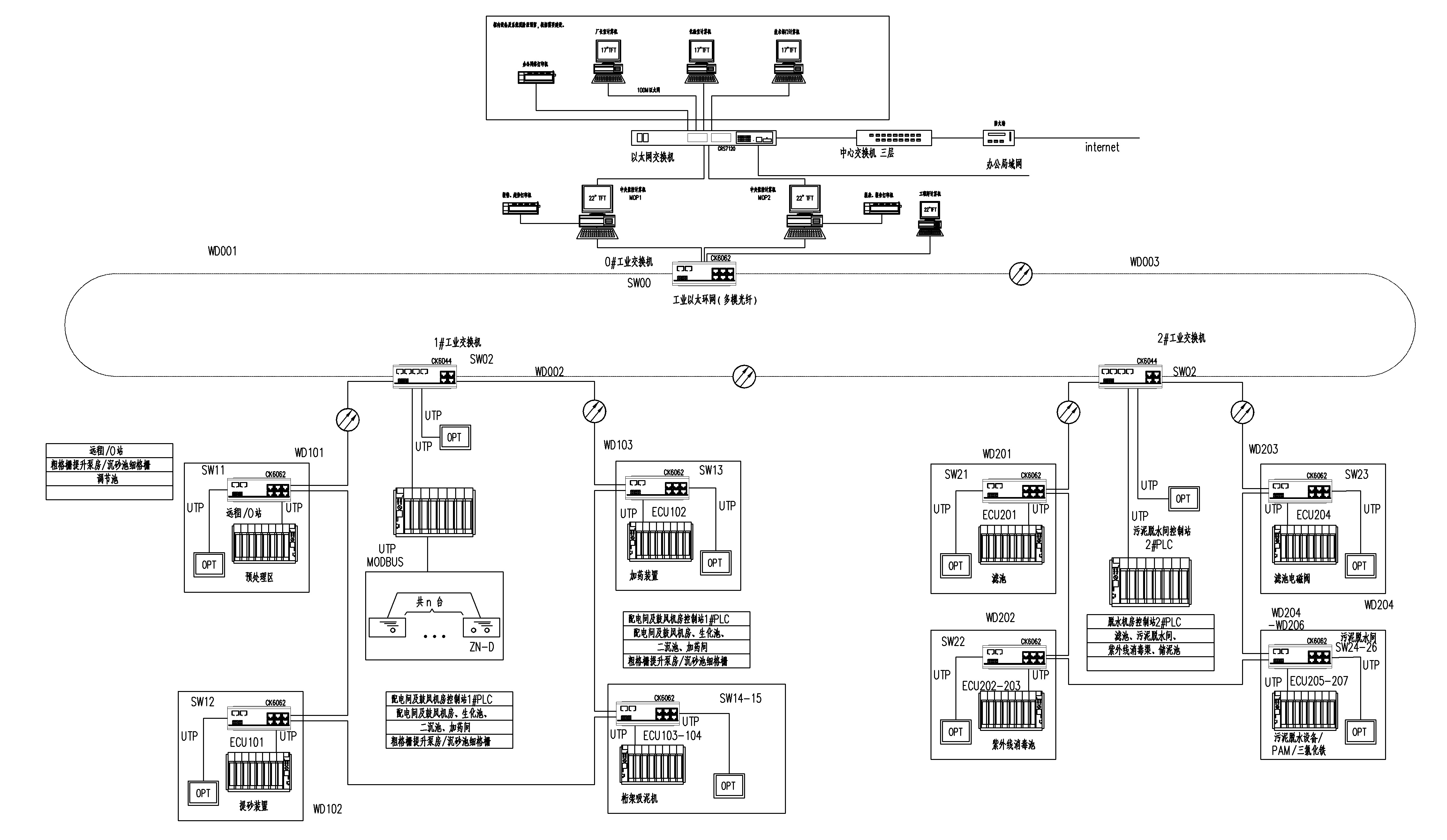 工业交换机相切环方案(泵站监测系统)
产品选型数据通信网采用讯记科技工业以太网交换机产品;序号 产品型号 产品名称 数量 单位1 CRS7220 机架式网管工业以太网交换机 1 台2CK6044导轨式网管工业以太网交换机 2 台3CK6
工业交换机相切环方案(泵站监测系统)
产品选型数据通信网采用讯记科技工业以太网交换机产品;序号 产品型号 产品名称 数量 单位1 CRS7220 机架式网管工业以太网交换机 1 台2CK6044导轨式网管工业以太网交换机 2 台3CK6
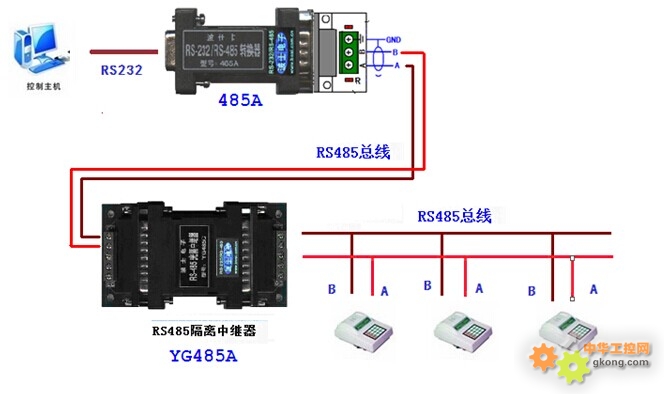 RS-485总线在门禁系统中的应用
RS-485中继器延长距离--门禁系统案例门禁系统又称出入管理控制系统,专门用于控制和管理相关人员进出相应区域的数字化管理系统。对于办公区域而言,相关人员对于相应的区域的进出权限应该是有一定限制的,
RS-485总线在门禁系统中的应用
RS-485中继器延长距离--门禁系统案例门禁系统又称出入管理控制系统,专门用于控制和管理相关人员进出相应区域的数字化管理系统。对于办公区域而言,相关人员对于相应的区域的进出权限应该是有一定限制的,
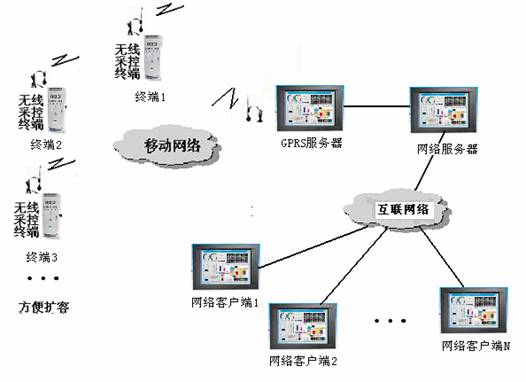 紫金桥软件在远程抄远系统中的应用
应用背景:随着我国燃气行业的加速发展,城市用水用户不断增加,现行水费回收仍然是采用查表员按月入户查表,人工收费的办法。目前查表员月入户定额在1500户~2500户之间,在一个大约在100万户左右的
紫金桥软件在远程抄远系统中的应用
应用背景:随着我国燃气行业的加速发展,城市用水用户不断增加,现行水费回收仍然是采用查表员按月入户查表,人工收费的办法。目前查表员月入户定额在1500户~2500户之间,在一个大约在100万户左右的
 四信山洪灾害监测预警系统平台解决方案
我国是一个多山的国家,山丘区面积约占国土面积的三分之二。据调查,全国所有的县级行政区中,有75%在山区,而这75%的山区县级行政区聚集了全国56%的人口。由于山丘区居住的人口数量多、密度大、分布广
四信山洪灾害监测预警系统平台解决方案
我国是一个多山的国家,山丘区面积约占国土面积的三分之二。据调查,全国所有的县级行政区中,有75%在山区,而这75%的山区县级行政区聚集了全国56%的人口。由于山丘区居住的人口数量多、密度大、分布广
 紫金桥软件的煤矿联网监测系统
能源工业是我们国家经济发展的命脉所在,近年来,随着石油资源的紧张、石油价格的飚升,煤炭行业的重要性和不可替代性也日益凸现。但中国煤炭行业的安全生产形势却不容乐观,尤其是重、特大伤亡事故屡见报端,这
集成到 Beckhoff I/O 系统中的新型 DIN 导轨安装式显示器
[2013年4月8日,德国] Beckhoff EL6090 EtherCAT 显示器终端的具有一台防眩光的发光 LC 显示器和一个不可复位的运行时间计数器。其首次提供了可直接集成到 Ethe
温室大棚监测系统
1.概述对于温室大棚来说,最重要的一个因素是温湿度控制。昼夜的温度和湿度变化很大,对植物的生长极为不利。多数温室大棚通过内部悬挂温度计和湿度计,工人需要不断读取温湿度值来依靠个人经验调节大棚内的温湿
紫金桥软件的煤矿联网监测系统
能源工业是我们国家经济发展的命脉所在,近年来,随着石油资源的紧张、石油价格的飚升,煤炭行业的重要性和不可替代性也日益凸现。但中国煤炭行业的安全生产形势却不容乐观,尤其是重、特大伤亡事故屡见报端,这
集成到 Beckhoff I/O 系统中的新型 DIN 导轨安装式显示器
[2013年4月8日,德国] Beckhoff EL6090 EtherCAT 显示器终端的具有一台防眩光的发光 LC 显示器和一个不可复位的运行时间计数器。其首次提供了可直接集成到 Ethe
温室大棚监测系统
1.概述对于温室大棚来说,最重要的一个因素是温湿度控制。昼夜的温度和湿度变化很大,对植物的生长极为不利。多数温室大棚通过内部悬挂温度计和湿度计,工人需要不断读取温湿度值来依靠个人经验调节大棚内的温湿
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业