主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
随着机械制造业的快速发展,传统的普通机床已经无法满足市场多变的部件加工需求。数控机床无可厚非的成为当今机械制造的主流加工设备。麦格米特针对机床行业的特殊应用需求,推出了MV系列高性能主轴驱动器。特别是针对加工中心及各种复合机床的高端应用,SV-MASTER更是凭其卓越的性能表现,在短时间内赢得了客户的一致好评。
加工中心、高速攻牙机、复合车铣走心机等机床上的主轴驱动,因其较高的控制性能需求,国产品牌驱动器较难满足要求,而国外品牌的高昂价格却又是很多客户难以接受的。麦格米特推出的SV-MASTER驱动器在这些应用场合的突出表现,为这一尴尬问题找到了答案。在一个复合车铣走心机现场,使用SV-MASTER替换原先某国产品牌,试加工后客户惊呼:“这才是与世界接轨的水平啊!”
SV-MASTER在复合车铣走心机上的应用
复合车铣走心机,不仅能完成圆柱面、圆弧、圆锥体、圆曲面、端面、镗内孔、车削内外公/英制、模数螺纹、切槽、钻孔、滚花、推拉槽、套螺纹等普通车床的功能,还能实现侧面加工,如铣削多面体、铣槽、铣网纹斜槽、铣曲面弧形、侧面钻孔及刚性攻丝等。对于普通车床的功能,要求主轴在各段速度稳定性要好,负载突变时转矩响应要快;对于侧面加工,要求主轴有定位分度功能,定位精度要求高,定位完成后0速锁轴力要大。SV-MASTER的行业化设计理念,使此特殊机床性能发挥得更加淋漓尽致。
·全程运行在脉冲位置模式
SV-MASTER可选的控制模式,在走心机上应用时可选为全程位置模式,使得接线调试简易化;无须速度与位置模式的切换,提高生产率。
·多套速度PI参数设定
3套速度PI参数,使控制器适应电机在不同速度段的机械特性,各段速度稳定性达到最理想效果,加工精度大大提高。如驱动3.7kW 8000rpm额定转速电主轴,可实现1200rpm以内速度波动小于1转;8000rpm之内速度波动小于2转。
·卓越的位置控制性能,使0速锁轴力大轴振动小,定位速度快精度高
两套位置增益切换,实现0速大力锁轴且极小振动的优异性能,使得侧面加工稳定性及加工精度得以大幅提升。而高精度的快速定位分度功能,使生产率大大提高。

SV-MASTER在加工中心上的应用
加工中心是高度机电一体化的产品,工件装夹后,数控系统能控制机床按不同工序自动选择、更换刀具,自动对刀、自动改变主轴转速、进给量等,可连续完成钻、镗、铣、铰、攻丝等多种工序。加工中心对于主轴的要求,一般是低速力矩大,高速速度稳定性好,调速范围宽。所以电机的选型一般是低额定转速、数倍于额定转速的最大速度的主轴电机,因此对控制器的性能要求交特殊。SV-MASTER优越控制性能,已在很多加工中心场合得到体现。
·低频力矩大,切削加工效率高
高性能的电流速度双闭环矢量控制,实现低频大转矩输出。同样规格的机床、铣刀、转速,切削进刀尺寸可达行业其他国产品牌的1.5倍左右。
·1:5以上的大范围弱磁控制,满足加工中心高速精加工速度稳定的需求
良好的深度弱磁控制性能,使主轴运行在弱磁高速时,速度稳定度非常高,保证了高速精加工精度。
·快速的加减速及定位,缩短主轴定位换刀时间,提高生产率
额定2000rpm主轴电机,深度弱磁运行到12000rpm情况下,可在3S内完成减速定位,与国际品牌领先水平持平。
·“0”秒加减速时间,实现最大转矩电流起停
独有的控制算法,可实现“0”秒加减速,即加减速时间设小到一定程度后,控制器始终以最大转矩电流去起停电机,达到加减速最快的效果而不致引起过流故障。最大可能的提高生产效率。

SV-MASTER在高速攻牙机上的应用
攻牙也叫攻丝,就是螺孔内螺纹的加工。目前数控机床上用得最广泛的是刚性攻丝,也叫主轴同步进给攻丝,是通过进给轴跟随主轴转速调节进给量,达到高精度螺孔的加工要求,进给速度V=主轴转速n*螺距s。数控系统的数据处理能力,伺服进给跟随能力,主轴攻丝加减速平滑度,都会影响到刚性攻丝的效果。而专门用于攻牙加工的高速攻牙机,对各部件的性能要求更高。SV-MASTER已在高速攻牙机上得以成功应用,且攻丝效果获得客户一致好评。
·良好的位置控制脉冲跟随性能,使刚性攻丝速度最大化
刚攻时,主轴对数控系统的脉冲指令跟随性越好,进给轴同步效果就会越好。而刚攻的加减速时间会影响到主轴指令脉冲跟随难度,一般情况下,加减速时间越短,脉冲跟随误差越大。SV-MASTER良好的位置控制性能,在刚攻加减速时间很短的情况下也能保证小的脉冲误差,进而实现高速度的刚性攻丝。
·同一脉冲指令接口,实现速度与位置控制的切换
脉冲指令接口可以是I/O扩展卡上的端子X7、X8,也可以是PG扩展卡端子,可作为速度模式下的速度指令参考源,也可以作为位置模式下的位置指令参考源。刚性攻丝时,只要给SV-MASTER一个速度切位置的端子信号,即可实现速度到位置的切换,完成刚性攻丝加工。

 温康纳PLM项目整体业务方案启动
CIMdata总裁Peter Bilello曾在 《PLM现状:今天的市场与主流趋势》主题报告中指出:2016年,全球PLM市场总体增长为5.2%,达到407亿美元;其中,cPDm市场增长6.4%
温康纳PLM项目整体业务方案启动
CIMdata总裁Peter Bilello曾在 《PLM现状:今天的市场与主流趋势》主题报告中指出:2016年,全球PLM市场总体增长为5.2%,达到407亿美元;其中,cPDm市场增长6.4%
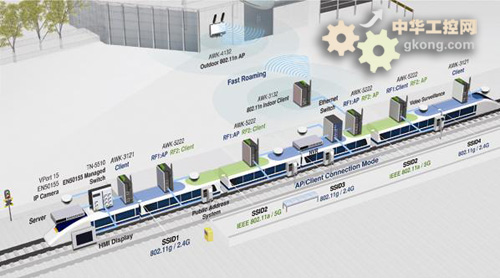 可靠的车载和车地无线通讯方案
简介 列车自动操作(ATO)以及自动列车保护(ATP)大大的提高了列车操作的效率及安全。为了建立列车和轨道间的通讯,CBTC(基于通信的列车控制技术)目前使用WLAN作为系统基础。WLAN解决方案已
可靠的车载和车地无线通讯方案
简介 列车自动操作(ATO)以及自动列车保护(ATP)大大的提高了列车操作的效率及安全。为了建立列车和轨道间的通讯,CBTC(基于通信的列车控制技术)目前使用WLAN作为系统基础。WLAN解决方案已
 机房领域温湿度监控系统解决方案之关键产品
数据中心温湿度监控常用的一款双网口RJ45接头标准modbus通讯协议温湿度传感器特点:1.网线直接直连,手拉手串联,免接线。2.壁挂式和磁铁吸附式安装,机柜,服务器直接吸附表面安装,测量更精确。3
机房领域温湿度监控系统解决方案之关键产品
数据中心温湿度监控常用的一款双网口RJ45接头标准modbus通讯协议温湿度传感器特点:1.网线直接直连,手拉手串联,免接线。2.壁挂式和磁铁吸附式安装,机柜,服务器直接吸附表面安装,测量更精确。3
 阿玛达(天田)amada数控冲床101报警解决方法
阿玛达(天田)amada数控冲床101报警解决方法 101报警大多会出现在阿玛达数控冲床pega357、pega358、pega367、vipros357、vipros358等等04pc系统比较多一
阿玛达(天田)amada数控冲床101报警解决方法
阿玛达(天田)amada数控冲床101报警解决方法 101报警大多会出现在阿玛达数控冲床pega357、pega358、pega367、vipros357、vipros358等等04pc系统比较多一
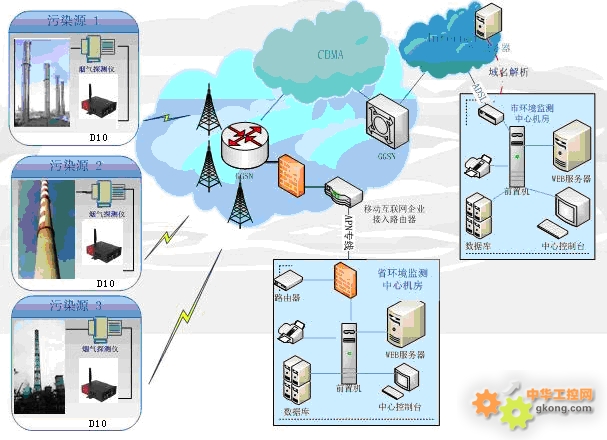 工业废气无线监控系统应用方案
第一部分 系统概述环境监测是环境保护工作的重要组成部分,是环境管理的基础和技术支持,随着我国工业化和城市化的迅速发展,环境保护也相应大力发展起来,这样就迫切需要加快全国环境管理基础能力的建设,提高环
木材干燥方案
干燥窑的理想改造-热泵干燥能之原结合市场需求,整合行业优势,推出木材智能干燥热泵。产品利用逆卡诺循环原理,结合当前最核心的变频技术、智能控制技术,精准控制温度和湿度,提高木材成品率,同时降低能耗、节
基于工业物联网技术的设备互联互通标准化方案
一、工业自动化行业面临的挑战 中国的工业自动化经历了十几年的迅猛发展,中国本土、美国、欧洲等各种国内外的技术、产品被部署到了国内的工业自动化现场。 我们可以看到,现实存在的情况是: 那么,企业
工业废气无线监控系统应用方案
第一部分 系统概述环境监测是环境保护工作的重要组成部分,是环境管理的基础和技术支持,随着我国工业化和城市化的迅速发展,环境保护也相应大力发展起来,这样就迫切需要加快全国环境管理基础能力的建设,提高环
木材干燥方案
干燥窑的理想改造-热泵干燥能之原结合市场需求,整合行业优势,推出木材智能干燥热泵。产品利用逆卡诺循环原理,结合当前最核心的变频技术、智能控制技术,精准控制温度和湿度,提高木材成品率,同时降低能耗、节
基于工业物联网技术的设备互联互通标准化方案
一、工业自动化行业面临的挑战 中国的工业自动化经历了十几年的迅猛发展,中国本土、美国、欧洲等各种国内外的技术、产品被部署到了国内的工业自动化现场。 我们可以看到,现实存在的情况是: 那么,企业
 威盛 POS 机解决方案
威盛 POS/自助智能终端平台,提供符合工业标准的稳定安全的技术产品,设定的不死机特性就是为此类市场专门量身定制的。威盛的硬件平台具有低功耗的特点,而且所凭借的是具有高度兼容性且成熟的x86软件平
威盛 POS 机解决方案
威盛 POS/自助智能终端平台,提供符合工业标准的稳定安全的技术产品,设定的不死机特性就是为此类市场专门量身定制的。威盛的硬件平台具有低功耗的特点,而且所凭借的是具有高度兼容性且成熟的x86软件平
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业