主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
一、引言
自动化制造系统是指在较少的人工直接或间接干预下,将原材料加工成零件或将零件组装成产品,在加工过程中实现管理过程和工艺过程自动化;基于监控组态软件、监控工业计算机、可编程控制器、智能仪表、分布式控制系统和现场总线控制系统的自动化已成为现代工厂的技术支柱,并在国内外的现代化生产线广泛应用。
二、智能过程管理和控制
2.1 系统介绍
基于紫金桥监控组态软件系统及管理系统由计算机、可编程控制器、检测传感器、电机控制中心组成。系统采用RS-485远程测控系统结合传统的分布测控系统特点,电脑作上位机,PLC、电子流量计、称重模块作下位机。主机的RS-232串口经外插式RS-232/RS-485转换器变成RS-485数字信号总线,上位机和下位机通过RS-485数字信号总线进行串行通信,使整个生产线处于计算机控制和管理下。
2.2生产操作管理
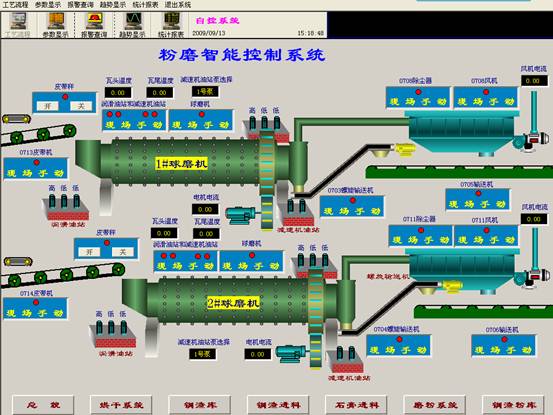
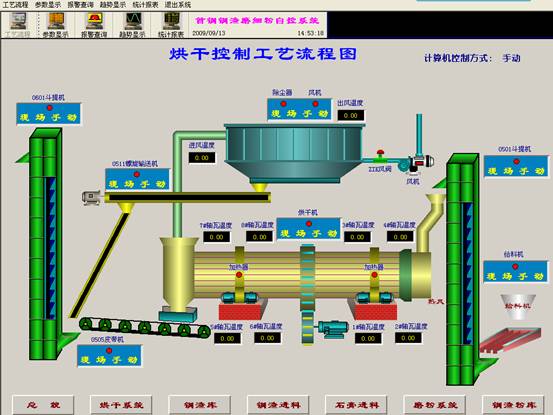
现场生产操作界面采用工业计算机系统,它负责处理现场与运行操作有关的人机界面,使操作员通过显示屏实时了解现场运行状态,各种生产数据的当前值以及是否有故障报警发生,并可对工艺生产过程进行控制和调节。
紫金桥软件人机界面主要功能:
a、能动态模拟显示各段工艺流程、生产报表、生产数据;
b、每幅画面都设置有操作按钮,如画面切换按钮,生产过程启/停控制按钮,报警按钮,紧急按钮等;
c、事件报警:生产过程中出现异常情况,自动报警并用文字显示故障类型,画面同时自动切换至故障所在的流程画面;
d、设备由静态到运行,画面模拟动画显示;
e、权限管理:操作员只有在开机时输入正确的登陆密码后,才能进入运行状态。
f、打印输出班报表,月报表。
g、查询历史数据.
监控计算机通过R232/R485适配器通过双绞线连结到SZ-4m的第一通信口,通信距离为:1400米以内。监控计算机的功能还兼有工程师站的作用,它能对下位机(PLC)的程序进行修改、配置。为了管理的需要,充分发挥电脑的资源优势,该系统在监控计算机建立了两个数据库:
a、生产数据库(分析计算采集的数据)
b、设备故障数据库:(设备过载、溢流、失速、仓空、仓满、故障恢复)。下位机(PLC)的生产数据和设备故障都实时记录并保存在监控计算机的数据库中,通过监控计算机可以很方便查询某年某月某时某秒的生产数据,和故障发生的时间及恢复时间,并能生成各种生产报表打印输出。
监控计算机即可远程监控,也可做为现场触模屏的沉余设计来使用。监控计算机可与单位的局域网相连,实现数据共享。
2.5 控制功能概述
2.5.1工艺流程启动
工艺流程启动分工段进行,各工段可单独按工艺流程自动联锁启动,也可按工段由后向前自动联锁启动。各工段内工艺流程自动联锁启动,先启动相应的空压机,通风除尘系统,然后按物流逆向延时逐台启动各工艺设备。
2.5.2料位器与工艺流程联锁
比重去石机、砻谷机、重力筛设备正常工作状态需要适合的物流量配合,用料位器及气动门的开度实现这一目标。当这些设备的进料斗下料位器动作时,这些设备即停运转,其他工艺设备保持工作状态,当物料达到要求高度后,重新启动这些设备运行。
三 结束语
该项目于2005年投入运行,整条生产线采用智能化管理设计,在连续性,实时性,精确控制方面,紫金桥软件起到了核心的作用大幅度提高了工作效率。
 Acrel-6000/B电气火灾监控系统在苏州印刷厂研发大楼的应用
赵斌安科瑞电气股份有限公司上海嘉定摘要:本文简述了电气火灾监控系统的组成原理,分析了电气火灾监控系统在应用中的设计依据和相关规范。最后通过安科瑞剩余电流式电气火灾监控系统在苏州印刷厂研发大楼项目的实例
Acrel-6000/B电气火灾监控系统在苏州印刷厂研发大楼的应用
赵斌安科瑞电气股份有限公司上海嘉定摘要:本文简述了电气火灾监控系统的组成原理,分析了电气火灾监控系统在应用中的设计依据和相关规范。最后通过安科瑞剩余电流式电气火灾监控系统在苏州印刷厂研发大楼项目的实例
 紫金桥软件的煤矿联网监测系统
能源工业是我们国家经济发展的命脉所在,近年来,随着石油资源的紧张、石油价格的飚升,煤炭行业的重要性和不可替代性也日益凸现。但中国煤炭行业的安全生产形势却不容乐观,尤其是重、特大伤亡事故屡见报端,这
才茂基于GPRS网络与GPS卫星定位的出租车(公交车)调度管理
一、 引言随着国内经济的飞速发展,人们出行在外应用出租车和公交车等交通工具是必不可少的,然而运输管理的的成本也是成为了现在客运公司考虑的首要问题,为了提高工作效率以及服务水平,这需要企业能够及时、准
紫金桥软件的煤矿联网监测系统
能源工业是我们国家经济发展的命脉所在,近年来,随着石油资源的紧张、石油价格的飚升,煤炭行业的重要性和不可替代性也日益凸现。但中国煤炭行业的安全生产形势却不容乐观,尤其是重、特大伤亡事故屡见报端,这
才茂基于GPRS网络与GPS卫星定位的出租车(公交车)调度管理
一、 引言随着国内经济的飞速发展,人们出行在外应用出租车和公交车等交通工具是必不可少的,然而运输管理的的成本也是成为了现在客运公司考虑的首要问题,为了提高工作效率以及服务水平,这需要企业能够及时、准
 基于 NI 数采模块的测井数据采集控制系统设计
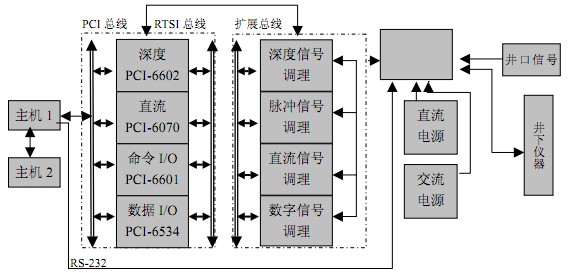
作者:贾宏宇 职务:项目经理 公司:大庆油田测试技术服务分公司 应用领域:研究和开发 使用的产品: PCI-6070E; PCI-6024E; PCI-6534; PCI-6533; PCI-660
基于 NI 数采模块的测井数据采集控制系统设计
作者:贾宏宇 职务:项目经理 公司:大庆油田测试技术服务分公司 应用领域:研究和开发 使用的产品: PCI-6070E; PCI-6024E; PCI-6534; PCI-6533; PCI-660
 紫金桥软件在电机PTC检测方面的应用
关键词:电机PTC检测,PLC,监控软件概述目前电机的状态参数的监测方法很多,但是可靠性、实时性、经济性始终是设计者和用户关注的主要方面。电机PTC的检测通过下位机(PLC)及监控软件(紫金桥)结
紫金桥软件在电机PTC检测方面的应用
关键词:电机PTC检测,PLC,监控软件概述目前电机的状态参数的监测方法很多,但是可靠性、实时性、经济性始终是设计者和用户关注的主要方面。电机PTC的检测通过下位机(PLC)及监控软件(紫金桥)结
 厦门才茂基于无线测控终端RTU 充电桩终端的解决方案
1、引言随着人们环保意识的增强,世界各国对新能源汽车的推广支持,新能源汽车在未来汽车市场将占据重要地位,如果说过去充电站等配套设施的不完备在一定程度上限制了电动汽车发展的话,那么这一问题正在逐步得到
厦门才茂基于无线测控终端RTU 充电桩终端的解决方案
1、引言随着人们环保意识的增强,世界各国对新能源汽车的推广支持,新能源汽车在未来汽车市场将占据重要地位,如果说过去充电站等配套设施的不完备在一定程度上限制了电动汽车发展的话,那么这一问题正在逐步得到
 研华输电线塔监控模拟系统解决方案
项目介绍 作为电力输送、遍布全国各地的网络,电力线路具有分布区域广、传输距离长、地形条件复杂多变、受环境气候影响大等特点,完全由人工定期巡检工作量非常大,而且难以做到全天候、广覆盖。 杭州
Acrel-2000电力监控系统在西恩温泉奥特莱斯项目的应用
赵斌1安科瑞电气股份有限公司,上海嘉定201801;摘要:介绍西恩温泉奥特莱斯电力监控系统,采用AM4微机保护装置采集配电现场10kV高压柜的各种电参量和开关信号。系统采用现场就地组网的方式,组网后通
研华输电线塔监控模拟系统解决方案
项目介绍 作为电力输送、遍布全国各地的网络,电力线路具有分布区域广、传输距离长、地形条件复杂多变、受环境气候影响大等特点,完全由人工定期巡检工作量非常大,而且难以做到全天候、广覆盖。 杭州
Acrel-2000电力监控系统在西恩温泉奥特莱斯项目的应用
赵斌1安科瑞电气股份有限公司,上海嘉定201801;摘要:介绍西恩温泉奥特莱斯电力监控系统,采用AM4微机保护装置采集配电现场10kV高压柜的各种电参量和开关信号。系统采用现场就地组网的方式,组网后通
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业