主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
- 杜 永鹏,
挑战:
焊接质量检验工作一般是通过焊后无损探伤进行的。对于水下湿法焊接,由于水下操作的特殊情况,开展无损探伤较困难。我们利用NI公司数据采集设备采集焊接电参数,经labview编制的数据处理程序,结合大量实验,总结出与焊接质量相关的信息,用于实时评估焊接质量。考虑到水下焊接工程现场的特殊性,利用USB6221设计出一款便携式焊接数据采集处理设备。
解决方案:
焊接电流、焊接电压等焊接电参数能够反映焊接质量,因此,准确记录这些参数就显得尤为重要。利用霍尔电压传感器和霍尔电流传感器,可以将0-100V的电弧电压以及0-500A的焊接电流转化0-5V的信号,从而允许数据采集卡采集相关信息。 先由焊工甲水下焊接标准的工件,焊接材料、焊接设备和焊接规范恒定不变。记录每道焊缝焊接时的各个参数,并在陆上检验该工件的焊接质量(以抗拉强度为参考指标)。通过大量工艺试验,确定电压标准差、短路过渡频率、断弧率(此类参数可以通过实时采集的电流电压等数据通过运算得出)等参数与焊接质量的函数关系。编制软件以便于实时预估焊接质量。再由焊工乙水下焊接相同工件,得出数据用于修正之前得到的函数关系。最终,得到该条件下焊接质量与焊接参数的近似对于关系,达到了实时预估焊接质量的目的。
1. 引言
焊接质量检验工作一般是通过焊后无损探伤进行的。但近几年随着检测技术的发展,有专家学者提出了焊接质量在线检测分析技术,该类技术一般以焊接电流和电弧电压作为评估信号, 通过系统的检测分析,能够分析焊接过程稳定性及飞溅的大小等参数,进而用于评估焊接设备和焊接材料的性能,分析各参数与熔滴过渡之间的关系,优化焊接工艺参数。
水下湿法焊接相对于水下干法焊接具有设备简单、操作灵活、成本低应急性强等优点,广泛应用于海洋工程的施工维护过程中。由于水下操作的特殊情况,通过无损探伤的方式对焊接质量进行评估有一定的困难。因此有必要将焊接质量在线检测分析技术引入水下焊接工作中。有学者针对水下湿法焊条电弧焊工艺,在不同焊接工艺条件时在线采集焊接电弧电压瞬时值,然后对其进行统计处理。对水下湿法焊条电弧焊接过程的稳定性进行直观分析和定量评价。
湿法水下焊接工作在工程应用过程中,潜水员水下进行施工,辅助工作人员以及焊接电源及相应辅助设备一般固定在码头船舶上。工作场地条件简陋,湿度大,条件恶劣,不便于开展数据采集工作,因此,开展焊接质量在线检测分析工作的一个前提便是设计便携式数据采集装置,并编制相关软件。
我们利用NI公司数据采集设备采集焊接电参数,经Labview编制的数据处理程序,结合大量实验,总结出与焊接质量相关的信息,用于实时评估焊接质量。考虑到水下焊接工程现场的特殊性,利用USB6221设计出一款便携式焊接数据采集处理设备。所设计的装置如图1所示。

图1 数据采集装置示意图
2. 数据采集
焊接过程是一个相当复杂的物理化学变化过程,很多参数都能对焊缝质量产生影响。在诸多影响因素当中,焊接电流和焊接电压的影响较大,因此,在本系统设计中,着重考虑焊接电流和焊接电压这两个因素。
湿法水下焊接工作电流一般在200A左右,常用的电流采集装置有分流器和电流传感器。分流器是一种精密电阻,流经不同的电流即产生与之对应的电压差,检测电压差的大小即可检测电流。由于电流较大,为降低分流器压降,分流器上的电压差较小,常用的均为mV级,较弱的信号极易被干扰,因此,我们选择了电流型的LEM公司LT508-S6型霍尔电流传感器。该产品具有反应迅速,精度高,抗干扰能力强等优点,最大检测电流为500A。在工作工程中,输入的焊接电流作为原边电流,通过传感器安装5000:1的比例转成副边电流。利用得到的副边电流,配合一精密测量电阻(考虑到传感器驱动能力,测量电阻不宜超过40欧姆。),即可得到与电流对应的电压信号。为了便于计算,实际采用的测量电阻阻值25欧姆。
一般的陆上焊接时,焊接电压的采集较为简便,直接采集焊接输出端即可。但在水下焊接时,焊把线较长,往往100米左右,电缆阻抗较大,水下焊接时焊接电压的采集需充分考虑电缆压降带来的影响,需将采集点置于焊把和工件处。在实际工作中,我们采用LEM公司的LV25-P电压传感器。考虑到该传感器电流传输比10:25,在确保设备安全使用的前提下,将原边限流电阻设计为为10K,副边测量电阻4K,这样,10V的焊接电压条件下可以得到1V的信号,便于计算,另外,较大的限流电阻,减小了因采样电缆内部阻抗带来的影响。
上述采集装置在实际应用之前,需要利用大功率负载箱进行标定,以确保采集精度。
综上,设备具体指标如表1所示:
表1 便携式数据采集装置技术指标
项 目
技术参数
供电电压
220V AC
防护等级
IP56
精度
±0.6%
线性度
0.2%
最大采样频率
100Khz
电流测量范围
0-500A
电压测量范围
0-200V
3. 数据处理
在焊接工艺中,影响焊接质量的因素较多,这就要求尽可能多的记录下相关的数据,以便于后期分析研究。为此,我们利用Labview编制了相应的数据采集程序,程序界面如图2所示。在采集工作开始前,可以通过选项卡记录焊工、焊材、焊机以及预置焊接电流/电压等信息。在焊接过程中,该系统将实时的焊接电流电压存储到.xls文件中,以便保存以及后期数据处理。

图2 数据采集界面
在焊接完成后,我们编制了数据处理程序,可以在工作现场对焊接参数进行简单的分析处理,主要包含焊接电流电压波形分析程序、统计分析程序以及UI相图生成程序。
图3为分析焊接电压电流波形的应用例。操作者可以调用以及采集到的数据,转化成电流电压波形。

图3 波形分析界面
图4为焊接参数统计分析。通过调用以及采集到的电流电压数据,得出电压电流的分布概率,并计算出算术平均值、方差以及标准差等数据。图5则将电流电压数据作为坐标点,得出其分布区间。


图4 焊接参数统计分析界面

图5 电流电压分布
该便携式数据采集装置设计完成后,实物照片如图6所示。在此基础上,需要通过大量实验数据,并对其进行分析处理,从而得到焊接质量与焊接参数之间存在的函数关系,以便于实习焊接质量在线检验。

图6 数据采集装置实物照片
4. 实验设计
通过前期实验得知,不同的焊工水下施焊时,其手法对焊接质量的影响较大,因此,要通过实验方式,消除因焊工手法问题带来的影响。
在实际工作中,可以由焊工甲水下焊接标准的工件,焊接材料、焊接设备和焊接规范恒定不变。记录每道焊缝焊接时的各个参数,并在陆上检验该工件的焊接质量(以抗拉强度为参考指标)。通过大量工艺试验,记录相关的焊接参数,然后对焊接参数进行整理分析,确定电压标准差、短路过渡频率、断弧率等参数与焊接质量的函数关系。编制软件以便于实时预估焊接质量。再由焊工乙水下焊接相同工件,得出数据用于修正之前得到的函数关系。最终,得到该条件下焊接质量与焊接参数的近似对于关系,达到了实时预估焊接质量的目的。
5. 结论
通过上述工作的开展,设计了一套携带方便、防护等级较高的数据采集装置,适用于在船舶、码头等场所进行焊接参数采集分析。借助于自主开发的数据处理程序,可以实时在线对固定焊接规范、焊接材料条件下焊接进行预估焊缝力学性能指标,对焊接质量进行在线检验,有助于水下焊接项目的推广和应用,进而提高我国海洋装备的制造和维护能力。
 基于西门子PROFIBUS协议智能马达控制中心在某氯化项目中的应用
1、概述 马达控制中心又称电机控制中心或电动机控制中心,英文名称为MOTOR CONTROL CENTER,简称MCC。智能 MCC将马达过载、缺相、接地故障、失速、堵转、欠载电流、马达超温、电流不平
基于西门子PROFIBUS协议智能马达控制中心在某氯化项目中的应用
1、概述 马达控制中心又称电机控制中心或电动机控制中心,英文名称为MOTOR CONTROL CENTER,简称MCC。智能 MCC将马达过载、缺相、接地故障、失速、堵转、欠载电流、马达超温、电流不平
 基于pSpace数据库平台的省市级水网调度系统解决方案
关键词:力控,实时历史数据库,pSpace,水网调度,污水处理,给排水,水质检测,GIS,OPC,管控一体化 第1章.项目概述 1.1背景 近年来随着中国经济的繁荣,水工业,包括工业制水、工
基于pSpace数据库平台的省市级水网调度系统解决方案
关键词:力控,实时历史数据库,pSpace,水网调度,污水处理,给排水,水质检测,GIS,OPC,管控一体化 第1章.项目概述 1.1背景 近年来随着中国经济的繁荣,水工业,包括工业制水、工
 基于 PC 的楼宇自动化系统在弗劳恩霍夫 IAO 虚拟工程中心的应用
新建的虚拟工程中心(ZVE)的设计与其内部进行的科研工作一样具有创新意义。灵活、全方位的楼宇自动化系统创造了无限的可能性,并能整体地节约能源。系统集成商 Herrmann GmbHCo. KG
基于 PC 的楼宇自动化系统在弗劳恩霍夫 IAO 虚拟工程中心的应用
新建的虚拟工程中心(ZVE)的设计与其内部进行的科研工作一样具有创新意义。灵活、全方位的楼宇自动化系统创造了无限的可能性,并能整体地节约能源。系统集成商 Herrmann GmbHCo. KG
 科技让焊接更智能,华北工控可提供焊接机器人专用计算机产品方案
当前,中国工业生产的智能化、自动化转型需求日益凸显,工业机器人市场保持向好发展。焊接作为基础设施建设中不可或缺的关键技术之一,焊接机器人也在更多智造领域获得了应用和推广。1焊接机器人是从事焊接的工
科技让焊接更智能,华北工控可提供焊接机器人专用计算机产品方案
当前,中国工业生产的智能化、自动化转型需求日益凸显,工业机器人市场保持向好发展。焊接作为基础设施建设中不可或缺的关键技术之一,焊接机器人也在更多智造领域获得了应用和推广。1焊接机器人是从事焊接的工
 基于GPRS的燃气管网监控系统应用方案
摘要:本文提供了一种基于GPRS网络的燃气管网监控系统设计原理和实现方案,简要介绍了GPRS技术的基本知识,描述了GPRS无线传输应用于燃气管网监控系统的实现方法。通过实际应用,获得了理想的效果.关
基于机器视觉实现织物疵点自动检测
织物疵点的自动化检测是工业自动化视觉检测的一个分支,它是对织物质量进行控制和实现织物生产过程和品质检验的关键环节。本文主要概述在利用机器视觉和数字图像处理技术开发一套织物疵点自动检测系统。织物表面在
基于GPRS的燃气管网监控系统应用方案
摘要:本文提供了一种基于GPRS网络的燃气管网监控系统设计原理和实现方案,简要介绍了GPRS技术的基本知识,描述了GPRS无线传输应用于燃气管网监控系统的实现方法。通过实际应用,获得了理想的效果.关
基于机器视觉实现织物疵点自动检测
织物疵点的自动化检测是工业自动化视觉检测的一个分支,它是对织物质量进行控制和实现织物生产过程和品质检验的关键环节。本文主要概述在利用机器视觉和数字图像处理技术开发一套织物疵点自动检测系统。织物表面在
 基于MQTT的分布式农村生活污水物联网云平台
基于MQTT的分布式农村生活污水物联网云平台 我国50%污染水量来源于农村生活污水。治理工作不仅是兴建污水处理设施,提高已建设施的运行管理水平,而且将关系到设施是否可以持续发挥污染物减排的作用。乡
基于MQTT的分布式农村生活污水物联网云平台
基于MQTT的分布式农村生活污水物联网云平台 我国50%污染水量来源于农村生活污水。治理工作不仅是兴建污水处理设施,提高已建设施的运行管理水平,而且将关系到设施是否可以持续发挥污染物减排的作用。乡
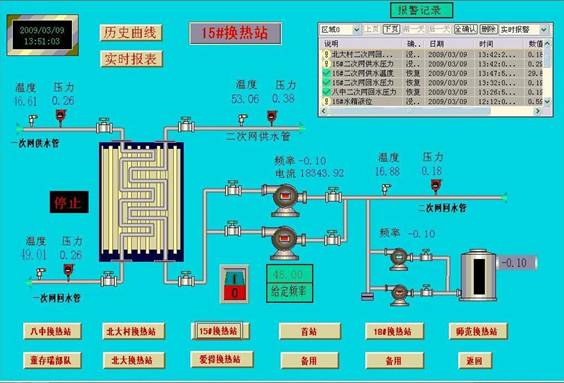 紫金桥基于GPRS的热网监控解决方案
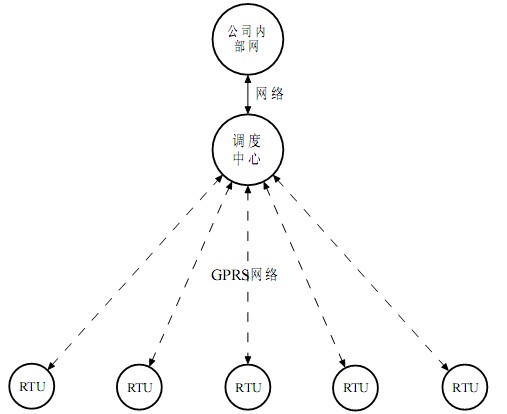
概述 供热指挥中心和实际的换热站往往距离很远,有些站点甚至更加偏僻,这种面积达范围广,普通的通讯模式无法满足要求,而这正是使用无线GPRS 通讯有点。什么是GPRS GPRS是通用分组无线业务(G
紫金桥基于GPRS的热网监控解决方案
概述 供热指挥中心和实际的换热站往往距离很远,有些站点甚至更加偏僻,这种面积达范围广,普通的通讯模式无法满足要求,而这正是使用无线GPRS 通讯有点。什么是GPRS GPRS是通用分组无线业务(G
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业