主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
一、电除尘器低压控制系统的组成及控制要求
电除尘器的低压控制工艺主要包括振打控制,绝缘子温箱电加热控制灰斗电加热控制、卸灰控制、料位控制、进出口温度显示、高压隔离开关到位显示以及远程通讯等

电极振打清灰是电除尘器的主要工作过程,其清灰效果不仅与施加在阴阳极上的振打加速度有关,而且振打周期对其影响也很大。传统的振打方式为切向振打,其控制可分为连续振打和定时振打。在振打力度和均匀性都满足要求时,振打制度是否合理,对电除尘器除尘效率影响极大。振打过频,收集在阳极极板上的粉尘不能成块落入灰斗,二次飞扬严重,尤其末级电场的二次飞扬,将大大降低除尘效率。反之,振打周期过长,阳极上的粉尘堆积过厚,会使阴阳极之间电压降低,二次电流降低,电晕功率减小,除尘效率下降;阳极板严重积灰甚至形成反电晕,使已经被收集在在阳极板上的粉尘再次进入气流。因此,选择合理的振打周期,将有助于更好地清灰和提高除尘效果。
1.2卸灰控制系统
进入电除尘的粉尘被阴阳极捕获后,由振打系统振落在灰斗中,这些灰料应适时排送出去,灰料堆积太多,相互了增加灰斗的荷重外,严重时还会造成阴阳之间的短路,使电除尘器无法正常运行,相反,灰斗没有储灰,在灰斗出口出现漏风,引起二次扬尘,使除尘效率降低。
1.3极热控制系统
加热控制系统的对象包括大梁电加热器、阴瓷轴电加热器、灰斗电加热器等。常用的控制策略是根据测温装置的温度信号对电加热器进行恒温控制。当温度地狱下限时,启动电加热器加热;温度高于上限时,停止电加热器加热。
二、电除尘器低压控制系统的应用实例
山东某厂使用的低压控制系统除尘室采用三电场除尘方式,电除尘器3个电场有6个振打电机、3个灰斗加热控制器、3根大梁加热控制器、3个卸灰电机,再加上报警用信号输出端、热风电机控制、总启动、故障解除、3个电场料位计检测输入、大梁灰斗等处温度、控制等,总计是20点数字输出、23点数字量输入、8点模拟量输入,6TC温度测量输入。
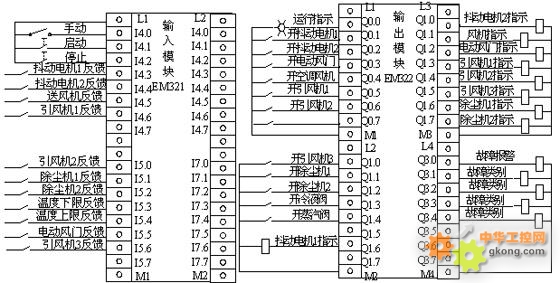
根据以上计算,电除尘器低压控制系统以我司的CPU-224A为主控部分。PLC模块布置如图下图所示

其中CPU224A模块接受电机驱动保护器的故障信号,电加热保护控制器的故障信号,温度采集处理器的温度信号,料位信号以及输卸灰设备的电气信号等,经分析处理后,根据工艺流程把控制振打电机、加热器、报警器等控制信号输给相应的外部设备。数字量输入/输出模块EM223把CPU模块控制卸灰电机的信号输给相应的外部设备。模拟量输入模块EM231把高压硅整流设备的有关信号及温度采集器送进来的进出口烟气温度,大梁、瓷轴、灰斗等处的温度信号送给CPU模块分析处理。
三、电除尘器低压控制系统的软件设计
3.1振打控制设计
根据多年对电除尘器低压控制系统的运行经验,为提高电除尘器的除尘效率,有效降低功耗,对本地振打电机的优化控制作如下要求:
3.2加热工作
加热器采用恒温区间控制,即以设定温度的上、下振幅为工作区间来控制加热器的启停。当测量温度低于设定温度低于设定温度的下偏差时,加热器开始工作,当加热到测量温度高于设定温度的上偏差时,加热器停止工作,直到测量温度低于设定温度的下偏差,加热器再次开始加热,循环往复,完成温度控制。
3.3卸灰控制设计
电除尘器的卸灰方式可分为定时自动卸灰,上、下料位自动卸灰及上料位定时自动卸灰。在本系统中采用的是“高料位+时序”的控制方法,即高料位定时卸灰,周期卸灰相结合的综合方式。所谓高料位卸灰指的是当低压控制系统检测到某一上料位信号时先启动相应的卸灰装置;当器工作一定时间后,再延时一段时间停止相应的输灰联锁系统。为避免出现料位计损坏或者误报而导致电场堵灰,又加入定时周期卸灰功能,以保证系统能够进行自动卸灰。
四、结束语
OYES-200系列PlC设计的低压控制系统,用于完成振打电机、卸灰电机和辅助加热等功能的控制,可以充分发挥PLC的可靠性和抗干扰能力等特点,具有外部接线简单、灵活、软件修改方便,容易满足各项特定工艺要求的等优点。
OYES-CPU224A,2通信口、24K程序空间、10K数据空间,14DI/10DO,可扩展3个IO模块,是我司用于市场推广的重点产品,以其超强的性价比越来越受到客户的青睐。
 四信城市物联网消防远程监控系统
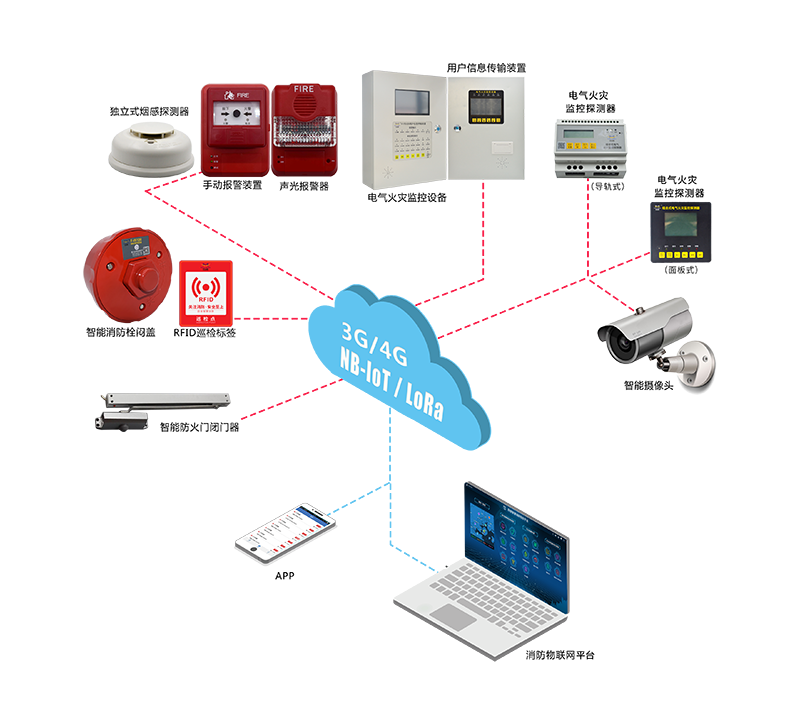
一、概述 四信智慧消防城市物联网消防远程监控解决方案由报警主机联网监测系统、建筑消防水源监测系统、市政消火栓监测系统、可移动消防设施监测系统、联网型独立式烟感监测系统、电气火灾监测系统视频监测系统、
四信城市物联网消防远程监控系统
一、概述 四信智慧消防城市物联网消防远程监控解决方案由报警主机联网监测系统、建筑消防水源监测系统、市政消火栓监测系统、可移动消防设施监测系统、联网型独立式烟感监测系统、电气火灾监测系统视频监测系统、
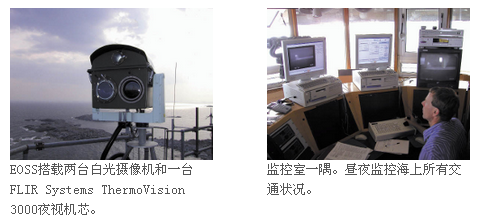 FLIR Systems红外热像仪应用于沿海监视系统
保护国家边境对一个国家的安全来说至关重要。然而,在天气变幻莫测、周围完全漆黑的状况下探测潜在入侵者或走私者着实是一大挑战。但热像仪能够帮助满足边防人员对深夜和其他弱光条件下的需求。边境控制不仅意味着
FLIR Systems红外热像仪应用于沿海监视系统
保护国家边境对一个国家的安全来说至关重要。然而,在天气变幻莫测、周围完全漆黑的状况下探测潜在入侵者或走私者着实是一大挑战。但热像仪能够帮助满足边防人员对深夜和其他弱光条件下的需求。边境控制不仅意味着
 紫金桥监控组态软件在天然气计量系统应用
系统背景天然气作为一种清洁高效的能源,已经越来越受到社会的关注,并在社会生产和生活中起到越来越重要的作用。因此,如何能高效、精确的计量天然气使用情况就成为一个重要问题。天然气在传输和使用中受到多种
紫金桥监控组态软件在天然气计量系统应用
系统背景天然气作为一种清洁高效的能源,已经越来越受到社会的关注,并在社会生产和生活中起到越来越重要的作用。因此,如何能高效、精确的计量天然气使用情况就成为一个重要问题。天然气在传输和使用中受到多种
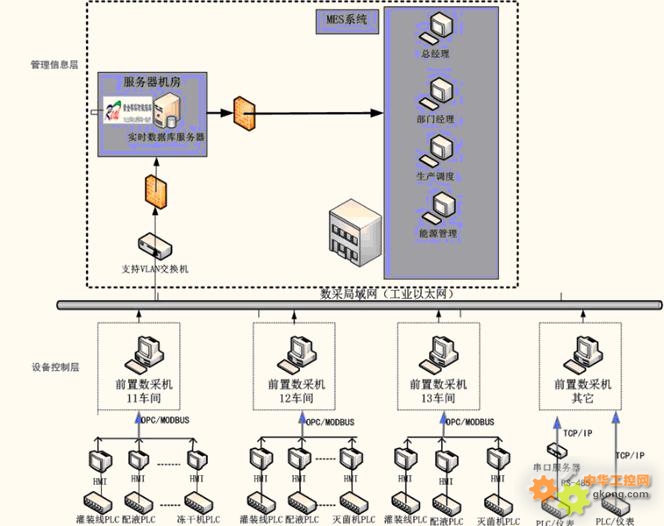 紫金桥实时数据库系统构建制药厂MES系统综合生产数据平台
1 需求分析生产数据没有有效共享,因而对影响生产过程的主要因素缺乏有效的监控手段。从各生产车间来看,各生产装置都上了PLC,但装置的数据只能显示在装置的操作站上,只有到生产现场的控制面板上,才能观
紫金桥实时数据库系统构建制药厂MES系统综合生产数据平台
1 需求分析生产数据没有有效共享,因而对影响生产过程的主要因素缺乏有效的监控手段。从各生产车间来看,各生产装置都上了PLC,但装置的数据只能显示在装置的操作站上,只有到生产现场的控制面板上,才能观
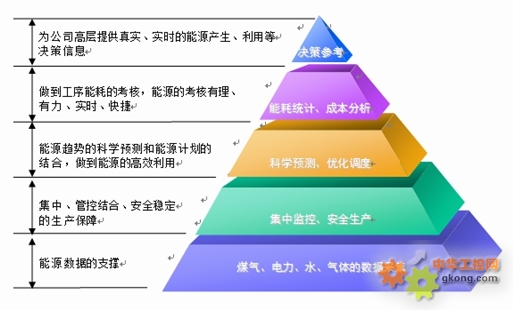 紫金桥实时数据库应用于炭素企业能源管理系统
1.项目概述建立企业能源管理中心系统是炭素企业节能减排的重要措施。能源管理中心系统利用自动控制技术、网络技术和先进的数字化计量仪表,来获取生产过程的重要参数和相关能源数据,多年实践经验证明,该技术
紫金桥实时数据库应用于炭素企业能源管理系统
1.项目概述建立企业能源管理中心系统是炭素企业节能减排的重要措施。能源管理中心系统利用自动控制技术、网络技术和先进的数字化计量仪表,来获取生产过程的重要参数和相关能源数据,多年实践经验证明,该技术
 300系列PLC的药厂空调控制系统的应用
摘要:现代化的制药厂,以300系列PLC为核心设计了空调控制系统,该系统对生产洁净区起着十分重要的作用。为了实现药厂空调系统的高效运行,为了保障药品的质量,对清洁区的洁净度和温度、湿度都有很高的要求
300系列PLC的药厂空调控制系统的应用
摘要:现代化的制药厂,以300系列PLC为核心设计了空调控制系统,该系统对生产洁净区起着十分重要的作用。为了实现药厂空调系统的高效运行,为了保障药品的质量,对清洁区的洁净度和温度、湿度都有很高的要求
 天然气净化厂生产输配调度系统解决方案
一.前言 现今社会环境质量问题已成为影响民生的重要因素之一,成为影响人民生活幸福感的重要指标。天然气因其相较煤炭、石油等能源而言,具有使用安全、热值高、洁净等优势特点,被称为清洁能源,已成为当前
天然气净化厂生产输配调度系统解决方案
一.前言 现今社会环境质量问题已成为影响民生的重要因素之一,成为影响人民生活幸福感的重要指标。天然气因其相较煤炭、石油等能源而言,具有使用安全、热值高、洁净等优势特点,被称为清洁能源,已成为当前
 基于GPRS的燃气管网监控系统应用方案
摘要:本文提供了一种基于GPRS网络的燃气管网监控系统设计原理和实现方案,简要介绍了GPRS技术的基本知识,描述了GPRS无线传输应用于燃气管网监控系统的实现方法。通过实际应用,获得了理想的效果.关
基于GPRS的燃气管网监控系统应用方案
摘要:本文提供了一种基于GPRS网络的燃气管网监控系统设计原理和实现方案,简要介绍了GPRS技术的基本知识,描述了GPRS无线传输应用于燃气管网监控系统的实现方法。通过实际应用,获得了理想的效果.关
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业