主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
江苏信息职业技术学院 张建蓉 无锡市英达自动化设备有限公司 钱雄伟
摘要:本文介绍了三台电机同步控制的几种方案,重点分析了 PLC及变频器在悬挂输送链电机同步控制中的应用。由于使用了位置与速度双闭环控制及触摸屏显示,系统具有安全可靠、功能完善、操作简便等优点,取得了良好的经济效益。
关键词: “同步控制” 、“ 悬挂输送链”、“可编程控制器PLC”、“变频器”、“触摸屏POD”。
一、前言:
悬挂链输送线是根据用户合理的工艺线路,以理想的速度实现车间内部、车间与车间之间连续输送物品达到自动化、半自动化流水线作业的理想设备。可在三维空间作任意布置,能起到空中储存作用,节省地面使用场地,悬挂输送链以其输送距离远,运行速度范围大和转弯、爬越、布置灵活等优点而广泛应用于喷涂、烘干、表面清洗、电镀、装配和产品传输转运等领域.
链条是输送机链的牵引部件,普通悬挂输送链有两种型式的链条,即模锻可拆链和冲压可拆链,以上两种形式链条除了作直线运动外,均能在水平方向、垂直方向任意回转, 相比之下, 模锻可拆链的吊挂能力较大。在输送链较长,并且重载和爬越高度大、转弯多等情况下,一般都分成几个部分,由二台或三台或者更多电机分别驱动。
在输送链分成几个部分时,在每一部分都有1对张紧伸缩节(正常时约7至10厘米长),如这一部分的链条的速度小于其它部分的速度,张紧伸缩节的距离会被压缩,如距离被压缩完后链条会在某一点发生堆积产生冗余进而造成输送链停车,反之,如这一部分的链条的速度大于其它部分的速度,它的距离会增大,如超过一定程度甚至链条会被拉断。因此,要保证输送链能正常工作,每一部分输送链的移动速度必须相同,也就是同步,否则各个电机在所承担的负荷畸轻畸重情况下速度差异很大,设备无法正常运行。
前不久,我们承接了这样一条输送链(模锻可拆链)驱动的设计制作,在这里谈一下PLC、变频器及POD触摸屏在悬挂输送链电机同步控制中的应用。
二、 任务要求:
1.输送链长度560米,最高运行速度6米/分.工作时间一星期七天,每天16小时, 工作环境温度0-40度。最大吊挂重量100千克/80厘米, 整线最大吊挂重量70吨。
2.输送链整线分成3个部分,由三台功率为3KW的电机分别驱动,要求3个部分的输送链要同步运行。
三、同步控制方案与论证
(一)方案
1.简单的把要控制的三个电机的功率加起来乘一个1.2到1.5之间的系数,以此数值选一变频器,用这一台变频器直接驱动三台电机。
2.用市面有售的同步控制器,用同步控制器发速度指令给三台变频器,每台变频器驱动一台电机。
3.用三台变频器,在一号电机上加PG卡及编码器(增量式A、B相,PC、12/15v 1024p/r),
以1#电机为主电机,2#、3#电机以1#电机速度为基准;方向指令同时加到三台变频器。1#电机矢量控制方式闭环运行,2#电机、3#电机开环v/f控制加转差补偿。
4. 用三台变频器,在每个电机上加PG卡及编码器(规格同上),1#电机为主电机,2#、3#电机以1#电机速度、转矩为基准;方向指令同时加到三台变频器。1#电机以速度控制方式闭环运行,2#电机、3#电机以转矩控制方式闭环运行。
5.用PLC控制,控制转速的指令由PLC的DA转换模块以直流0-10V形式向驱动电机的变频器发出,在每一个电机用编码器或测速齿轮加接近开关测量其实际转速并反馈给PLC,以第一电机实际转速为基准, PLC根据测量到的2#电机、3#电机的实际转速经运算处理后向控制2#电机和3#电机的变频器发出修正指令,保证3台电机实际转速趋于一致。
(二)分析:
在实际运行中输送链负载的变化是很大的,首先, 因为在输送链中存在转弯、高度升降,即使在输送链在空载时三个电机的负载也不是完全相等的,在生产过程中变化更大,尤其是在开始生产也就是向空线吊挂工件时(此时1#电机负载大于2#电机、而2#电机负载大于3#电机)以及生产结束开始也就是向输送链不挂只卸工件时(此时3#电机负载大于2#电机、而2#电机负载大于1#电机)及在换品种(新工件与老工件重量有差异)也会发生以上的情况。
(三)论证
第一种方法和第二种方法均是开环控制。第一种方法只适用于各电机负载相同和同步要求不太高的场合,第二种方法实际上只是把同一个速度给定信号简单复制几份或者按比例复制几份加到相应变频器上,它只适用于各电机负载相同或各电机负载不相同但负载不变而且同步要求不太高的场合。
第三种方法是半闭环控制,控制精度好于前两种,但也只适用于各电机负载相同或各电机负载不相同但负载不变而且同步要求不太高的场合。
第四种控制方式和第五种控制方式均是闭环控制,都能满足控制要求。比较起来,第四种控制方式以控制转矩为主,追求各电机转矩及速度同步,同步精度高一些,但配置价格较高;第五种控制方式以控制各电机速度为主,同步精度稍差一些,但配置价格较经济,因此,我们在经反复比较和考虑后决定采用第五种控制方式。
由于560米长的悬挂输送链是由1000多节40厘米长的链条联接而成,在吊挂工件后链条会有一些伸长,在悬挂输送链有两段温度高达摄氏150度以上,还有几段凉水喷淋或强迫风冷的地方,温度因数也会造成链条伸长或收缩,由于链条节数较多,即使每节微小长度的变化累积起来也会使三台实际转速同步的电机驱动的三部分链条的移动速度不相同。为此,必须对同步控制作一些修正,我们在每一个张紧伸缩节处安装了四个接近(限位)开关(稍快,很快, 稍慢,很慢),PLC根据每一个张紧伸缩节处的开关接通状况发出相应的修正指令
严格地说三电机同步实际上也不是完全同步,只是三电机趋向同步,是一个差异调整再差异再调整的过程。
四、硬件配置:
1. 变频器选择:考虑到台达M系列变频器具有较好的性能价格比,对环境适应能力强,可靠性较高,并且也考虑变频器长期运行,其功率应留有一定的余量,决定采用台达VFD037M43B,其输入电压为三相380V,输出功率为3.7千瓦。
2. PLC选择:为了实时监测和控制三台电机的转速,PLC必须有三路高速计数输入(同时占用3个输入点)和模拟量输出,“自动运行”、“停止” 占用2个输入点,三段输送链张紧伸缩节位置指示占用15个输入点, 三台变频器报警要占用3个输入点,三台变频器使能控制及报警输出要占用5个输出点,因此PLC必须具有3点或3点以上的高速计数输入通道,具有23个以上的输入点和五个输出点,台达EH系列PLC具有较高的性能价格比,它采用CPU+ASIC(高速运算处理晶片)双处理器,分工运算处理技术,基本指令速度可达0.24微秒,有四组计数频率可达200Khz的高速计数器,可带8个扩展模块,功能强,能满足要求, 最后采用的是台达EH系列PLC的DVP20EH00R+DVP08H11N+ DVP08H11N+DVP04DA-H,其输入点为28点,输出点为8点,有四路模拟量输出。输入和输出点的地址分配见下表。
PLC输入和输出点的地址分配表
输入
输出
地址
说明
地址
说明
(主机)
Y0
第一电机使能信号
X0
自动运行
Y1
第二电机使能信号
X1
停止
Y2
第三电机使能信号
X2
第一电机实际速度反馈输入
Y4
变频报警指示灯
X3
第二电机实际速度反馈输入
Y5
第一电机出位报警指示灯
X4
第三电机实际速度反馈输入
Y6
第二电机出位报警指示灯
X5
变频一报警输入
Y7
第三电机出位报警指示灯
X6
变频二报警输入
X7
变频三报警输入
(模拟量输出单元)
X10
第一电机稍快信号
1通道
变频器一速度指令
X11
第一电机很快信号
2通道
变频器二速度指令
X12
第一电机稍慢信号
3通道
变频器三速度指令
X13
第一电机很慢信号
(扩展一)
X20
第二电机稍快信号
X21
第二电机很快信号
X22
第二电机稍慢信号
X23
第二电机很慢信号
X24
第一电机出位报警
X25
第二电机出位报警
X26
第二电机出位报警
(扩展二)
X30
第三电机稍快信号
X31
第三电机很快信号
X32
第三电机稍慢信号
X33
第三电机很慢信号
表1 地址分配表
○1 POD采用台达的DOP-A57CSTD(屏幕为5.7吋),用于设定电机转速,显示三台电机的实际转速及张紧伸缩节的状况。
○2 由于在电机及减速机是订购的成品,在电机轴上安装编码器时同轴度很难达到规定要求,不得已,选用测速齿轮加接近开关这种测速方式,经测算测速齿轮齿数为60齿接近开关的最大应答频率应大于1.5Khz,我们采用了OMRON的E2E系列的接近开关,其最大应答频率为2Khz,可以满足使用要求。
控制系统原理图见 图1 控制系统原理图
图1 控制系统原理图
控制系统流程图见 图2 控制系统流程图。
五、系统实现的功能
当把“自动运行”按钮按下时,三个电机同时启动,输送链开始移动,为了减少冲击力,电机缓慢起动后,先在低速运行3秒,然后加速至设定速度运行。在运行过程中,开始时,PLC的模拟量输出单元给每个控制电机的变频器的速度指令是相同的,之后,PLC每0.5秒对三个电机采集一次实际转速数据,以第一台为基准对其他两台电机转速进行比较,算出差额,经CPU处理后,再向控制第二台和第三台电机的变频器发出修正后的速度指令,使其的速度与第一台的速度趋于一致。
PLC在某一部分的“稍快”开关接通时,即将相应的电机的转速以设定转速为基准增加3%,如果这个信号未消失,那么以后每0.5秒将相应的电机转速增加1%;PLC在某一部分的“很快”开关接通时,即将相应的电机转速以设定转速为基准增加9%,如果这个信号未消失,那么以后每0.5秒将相应的电机转速增加3%,直至信号消失。反之,PLC在某一部分的“稍慢”开关接通时,即将相应的电机转速以设定转速为基准减少3%,如果这个信号未消失,那么以后每0.5秒将相应的电机转速减少1%;PLC在某一部分的“很慢”开关接通时,即将相应的电机转速以设定转速为基准减少9%,如果这个信号未消失,那么以后每0.5秒将相应的电机转速减少3%,直至信号消失。
悬挂输送链的几个部分速度不同步或由于机械原因造成链条滑轮卡死会造成张紧伸缩节处拉伸或压缩过度,从而引起机械故障,为此,我们在每一个张紧伸缩节处安装了一个极限位开关,它可在张紧伸缩节处拉伸或压缩达到一定程度时停止整线的运行,另外,如果三台变频器的一台报警,整线的运行也将停止,这样可有效地避免引起机械故障。
输送链在非正常情况下(指输送链只有半条线挂工件时)停车,此时由于严重受力不均,有的部分链条会被拉伸,有的则被压缩, 使张紧伸缩节处于报警状态,笔者见过的同类型的悬挂输送链碰到此类情况是靠人工干预后才能重新起动。我在程序中编了一个子程序,首先
识别报警是否在运行中发生,如是,则需在人工干预查出故障后才能重新起动,如不是,则PLC根据得到张紧伸缩节处的状况指示,先调整各个电机的启动次序和转速,消除报警,再转入正常运行,这样一来既保证了设备的安全运行,又避免了设备无故停产。
在触摸屏上可设定第一电机的转速(只有特定人员可进行此操作),如不重新设定,每次开机时执行上次已设定的转速。在触摸屏上可显示每个电机的实际转速,显示每一个张紧伸缩节处的状况(正常,稍快,很快, 稍慢,很慢),显示报警状况并提示检修部位。
六、结语:
台达PLC及变频器和触摸屏在悬挂输送链电机同步控制的应用使涂装生产线高效、持久、平稳、可靠地运转,产生了良好的经济效益,受到了广泛的好评。
参考文献
1. 钟福金 吴晓梅 可编程序控制器. 南京:东南大学出版社 2002年8月
2. 顾绳谷 电机与拖动基础. 北京:机械工业出版社 2003年6月
3. DVD-PLC应用技术手册(程序篇) 上海:中达电通 2005年3月
作者:张建蓉 江苏信息职业技术学院电信系 高工 从事研究方向 工业自动化控制
电话:13601516631 0510-83296193(办公) E-mail: zhangjr1980@sohu.com
通信地址:江苏省无锡市钱藕路1号江苏信息职业技术学院电信系 邮编:214001
钱雄伟 无锡市英达自动化设备有限公司 工程师 从事研究方向 工业自动化控制
电话:13961828825 0510-85423843(办公) FAX:0510-85067091
E-mail:qxwwx@pub.wuxi.jsinfo.net
通信地址:江苏省无锡市滨湖区太湖街道大桥社区张湾里11号
无锡市英达自动化设备有限公司 邮编:214123
 变频器驱动电机的节能案例分析
近年来,以减轻地球升温效应(削减CO2排量)为代表的环境保护,以及应对石油等能源枯竭的各种措施,推动着全球规模的节能化发展,电动机变频器驱动的节能意向高涨。在国内,伴随着《节能法》的制定及执行力度的
变频器驱动电机的节能案例分析
近年来,以减轻地球升温效应(削减CO2排量)为代表的环境保护,以及应对石油等能源枯竭的各种措施,推动着全球规模的节能化发展,电动机变频器驱动的节能意向高涨。在国内,伴随着《节能法》的制定及执行力度的
 基于台达变频器的EPS解决方案
摘 要:EPS专用变频器是台达根据EPS行业的技术特点,密切追踪EPS行业客户的需求,专门为EPS行业开发的变频器。本文重点讨论台达变频器的客制化工程设计。关键词:EPS 应急电源 转矩补偿 变频
基于台达变频器的EPS解决方案
摘 要:EPS专用变频器是台达根据EPS行业的技术特点,密切追踪EPS行业客户的需求,专门为EPS行业开发的变频器。本文重点讨论台达变频器的客制化工程设计。关键词:EPS 应急电源 转矩补偿 变频
 深圳变频电源, 公司变频电源系列产品
HY93B三相变频电源 产品说明:
深圳变频电源, 公司变频电源系列产品
HY93B三相变频电源 产品说明:
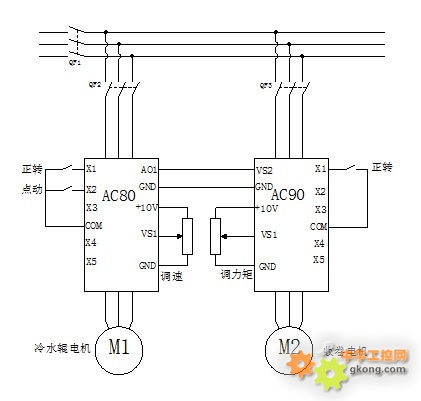 伟创AC90矢量变频器在热定型机中的应用
变频器 AC90 矢量 锥度 张力 定型机 转矩一、前言定型机是用于工业制造定型用的机器,定型机按种类可分为:鞋面定型机,袜子定型机,面料定型机。热定型机末道收卷如果有张力锥度控制的要求,一般解决办
英威腾 GoodDrive 300矢量变频器 在软包装中的应用
首先声明:1.本人非英威腾公司说客;2.本人极度希望国强, 呼唤支持国产品牌,而非崇洋媚外,(特殊场合没有办法除外,但是也要给国内品牌机会)3.通过本人实践和体验,得出结论和呼吁全国各个行业的工程师
四方E310变频器在线切割机床上的应用
E310变频器在线切割机床上的应用一.电火花线切割机简介。 1.电火花切割机的工作原理是:卷绕在丝筒上的电极丝(一般快走丝和中走丝线切割机用钼丝,慢走丝线切割机用黄铜丝)与高频脉冲电源的负极相接,连
变频器应用恒压供水
变频器应用恒压供水目前,变频调速生活给水在建筑给水中应用越来越广,其主要原因是: (1)变频调速给水的供水压力可调,可以方便地满足各种供水压力的需要。在设计阶段可以降低对供水压力计算准确度的要求,因
伟创AC90矢量变频器在热定型机中的应用
变频器 AC90 矢量 锥度 张力 定型机 转矩一、前言定型机是用于工业制造定型用的机器,定型机按种类可分为:鞋面定型机,袜子定型机,面料定型机。热定型机末道收卷如果有张力锥度控制的要求,一般解决办
英威腾 GoodDrive 300矢量变频器 在软包装中的应用
首先声明:1.本人非英威腾公司说客;2.本人极度希望国强, 呼唤支持国产品牌,而非崇洋媚外,(特殊场合没有办法除外,但是也要给国内品牌机会)3.通过本人实践和体验,得出结论和呼吁全国各个行业的工程师
四方E310变频器在线切割机床上的应用
E310变频器在线切割机床上的应用一.电火花线切割机简介。 1.电火花切割机的工作原理是:卷绕在丝筒上的电极丝(一般快走丝和中走丝线切割机用钼丝,慢走丝线切割机用黄铜丝)与高频脉冲电源的负极相接,连
变频器应用恒压供水
变频器应用恒压供水目前,变频调速生活给水在建筑给水中应用越来越广,其主要原因是: (1)变频调速给水的供水压力可调,可以方便地满足各种供水压力的需要。在设计阶段可以降低对供水压力计算准确度的要求,因
 库马克ES系列变频器在整经机应用
一、ES系列产品优势1、较高的响应速度,性能卓越,长时间稳定运行;2、完善的保护方案,过流、过压,对地保护;3、工业级大尺寸中英文液晶键盘,多组运行参数显示信息,便捷的人机交互;4、高防护等级(IP
库马克ES系列变频器在整经机应用
一、ES系列产品优势1、较高的响应速度,性能卓越,长时间稳定运行;2、完善的保护方案,过流、过压,对地保护;3、工业级大尺寸中英文液晶键盘,多组运行参数显示信息,便捷的人机交互;4、高防护等级(IP
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业