沈阳机电业务处 FAE 孙承志
摘要:本文主要介绍了台达自动化产品在粗纱机控制系统上的良好整合应用,着重体现了台达自动化产品在电气控制系统中整合应用的高性价比,突出技术方案优势。
关键字:PLC HMI 变频器闭环控制
1 前言
近十多年来,我国纺织机械行业的自动化水平有了明显的提高,在新型纺织机械上普遍采用了自动化技术。这项技术的内容包含了先进的信息处理和控制技术,即以计算机为核心,有PLC、工控机、单片机、人机界面、现场总线等组成的控制系统。先进的驱动技术,有变频调速、交流伺服、步进电机等,检测传感技术和执行机构等。棉纺织设备较有代表性的机电一体化产品,例如新型的粗纱机,应用了自动化技术后机构简化,性能改善,质量提高,操作方便,提升了设备的档次和水平。采用触摸屏人机界面,操作简单方便。变频调速降低了设备的噪音和功率,减少了机械损耗,并且随着业内人士对纺织工艺的更深入了解,粗纱机的功能更加的完善,使国产粗纱机比进口粗纱机更加适合在国内应用。
近几年来,重定量高效工艺的广泛应用,使得纺纱新技术推向了更高的发展水平,本文阐述整合DVP系列 PLC和变频器等台达自动化产品的某型粗纱机控制系统,设备应用高效纺纱工艺技术,不仅提高了设备的生产效率,而且完善了控制系统技术配置方案,提高了粗纱机设备工作稳定性和高效性,同时改善了纱锭产品的质量,也体现了控制系统较高的性价比,值得同行推广应用。
2 工艺分析
某型粗纱机运用了高效工艺以及配置技术参数合理选择,进行了精细剖析并经过实验优化出恰当的工艺技术参数,合理配置粗纱定量、粗纱后区牵伸倍数、罗拉隔距、上罗拉定位、粗纱捻系数、钳口隔距等高效工艺参数是改善粗纱条和提高成纱质量的保证。
其技术特性如下:
适纺线密度(tex) 200—1250
适纺纤维长度(mm) 22—65
牵伸倍数(倍) 4.2—12
最高机械锭速 (r.min-1) 1600
最高工艺锭速 (r.min-1) 1200
捻度范围 (捻/m) 18—80
卷装尺寸(mm) ф150×400
锭距(mm) 220
牵伸形式 四罗拉双短皮圈
加压形式 TexParts PK—1500或YJ4-190×4
下罗拉直径(mm) ф28.5 ф28.5 ф28.5 ф28.5
皮辊直径(mm) ф28 ф28 ф25 ф28
3 控制系统
3.1 控制系统配置
技术方案配置详见表1所示:
序号
元件名称
型号规格
数量(台)
备 注
1
人机界面
DOP-A10THTD1
1
10.4”,65536色
2
PLC主机
DVP32EH00M
1
差分信号输出
3
DIO扩展单元
DVP08HM11N
1
8DI
4
DIO扩展单元
DVP08HN11R
1
8DO
5
变频器
VFD075V43A-2
1
7.5KW,开环
6
变频器
VFD022V43A-2
1
2.2KW,闭环
7
变频器
VFD015V43A-2
1
1.5KW,闭环
8
PG反馈卡
EMV-PG01L
2
速度闭环反馈
表1 技术方案配置表
上述表格仅列举出控制系统主要元器件,此外还包括低压电器(低压断路器、电磁接触器、电磁继电器、储能直流电容器、按钮、指示灯等)、检测传感器(接近开关、行程开关等),此处均不予赘述。
3.2 控制系统原理及框图
控制系统上位机采用台达10.4寸65536色真彩触摸屏,人机界面通过COM1通讯口以RS232C方式和下位控制器PLC进行实时通讯,实现粗纱机设备运行参数信息显示,运转参数指令输入,设备报警信息显示等功能;下位控制器PLC执行用户逻辑梯形图程序,根据设备工艺技术条件,采集输入点数字量信号,程序处理执行后,刷新输出点状态,执行相应输出动作,通过PLC自身集成的COM2通讯口以RS485方式向第一台7.5KW的变频器发送频率命令,PLC高速脉冲输入接口同时接收7.5KW变频器拖动主电机轴端的编码器脉冲信号,采集高速脉冲信号PLC程序进行运算处理;7.5KW主电机轴端编码器脉冲输出信号同时驱动第二台2.2KW卷绕变频器,2.2KW卷绕变频器集成速度闭环PG卡,自身构成闭环速度控制系统,PG反馈卡接收7.5KW主电机编码器的脉冲输入作为频率指令来源,PG卡分频输出自身编码器高速脉冲信号给第三台1.5KW升降变频器;1.5KW升降变频器集成速度闭环PG卡,自身构成速度闭环控制系统,PG反馈卡接收2.2KW卷绕电机编码器的脉冲输入最为频率指令来源。
值得一提的是,编码器信号输出类型选择为差分信号线驱动型(Line Driver),台达DVP32EH00M型号PLC可以直接接收线驱动差分形式的高速脉冲信号,PG速度闭环反馈卡也选择接收差分形式脉冲信号,采用线驱动差分形式的高速脉冲信号有效地克服了工业现场各类杂讯干扰导致高速脉冲信号丢失或者失真的现象。控制系统原理框图如图1所示:
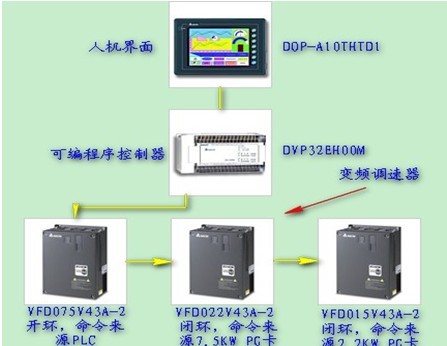
图1 控制系统原理框图
3.4变频PLC技术的运用
该型高速悬锭式粗纱机采用了PLC作为主控器,三轴联动的变频传动技术,三电机联动传动分别由两条H型同步带传送,其独特的传动技术特性使该机经过变频调速实现不同的锭子速度和罗拉速度,完成牵伸和加捻工艺;控制龙筋升降速度以及主轴恒速与相关的分速度合成的卷绕速度使其完成了成形和卷绕任务。
3.5自由换向专利技术的运用
该型粗纱机取百家之长自主开拓了自由换向PLC控制程序,使升降变频电机的转向实现了纺纱过程的自由换向,百毫秒的换向时间达到了快速自由换向的技术要求。
3.6 D型牵伸的运用
该型粗纱机采用了四罗拉双短皮圈的D型牵伸型式,在三罗拉双短皮圈的牵伸型式的基础上,在前方增加一对集束罗拉:即在前罗拉和二罗拉之间形成了一个整理集束区,该区加装了集合器这样就使二、三罗拉之间成为主牵伸区,三、四罗拉之间成为后区副牵伸区,因此使牵伸和集束整理用途区分开来,即:牵伸不集束,集束不牵伸,从而在一定程度上减少了牵伸罗拉面积上的压力峰值,改善了罗拉牵伸的工作条件,集束整理区的设置和纤维浮游区的改动增强了纤维变速点的动摇性,与三罗拉双短皮圈牵伸型式相比拟大幅度地改善了粗纱条的质量。
3.7 设备意外断电停机处理
由于粗纱机使用现场电源可能会出现意外停电,如果设备没有后备电源,那么设备意外停机时,PLC、HMI和变频器瞬间掉电会使设备驱动电机以自由停车方式运行,此时控制系统无法记忆当前运行位置信息和运转参数信息,再次启动系统会出现参数混乱情况,所以粗纱机系统势必要加装电源储能装置,以备在电源意外断电情况下释放电能,保证PLC、HMI和变频器在设备正常停车之前电源稳定供应。考虑到经济成本,采用直流大电容作为储能元件要比选用大功率UPS节省成本,而且UPS的响应时间要比电容器长,综合考虑采用大容量直流电容器作为储能元器件,实践证明完全满足技术要求,电源停电后,通过大容量电容器释放电能供给PLC和变频器,PLC能够持续运行60S,变频器也能够持续运行50S,这些时间足够有效处理意外停电后设备正常停机工艺动作。需要注意的是,对于台达PLC直流供电,直流电源正极接到N端子,直流电源负极接到L端子;而对于三台变频器则要求共直流母线DC-BUS,也就是三台变频器直流母线并联在一起,统一连接在大容量储能电容器组件上面。
4 变频器调试后参数:
(1)主电机7.5KW变频器参数调整如表2所示:
00-10
Control Method
2
00-20
Source of Freq.
1
00-21
Source of Oper.
1
01-00
Max Output Freq.
Hz
50
01-01
Motor1 Fbase
Hz
50
01-02
Max Out-Volt 1
V
380
01-12
1st Accel Time
sec
12
01-13
1st Decel Time
sec
7
02-04
Multi-Fun Input4
8
05-01
Motor1 Rated A
Amps
16.6
05-02
Motro1 Rated P
Kw
7.5
05-03
Motor1 Rated
RPM
1440
05-04
Motor1 Poles
4
05-05
Motor1 No-Load
Amps
3.77
05-06
Motor1 Rs
ohm
1.43
05-07
Motor1 Rr
ohm
0.798
05-08
Motor1 Lm
mH
344.5
05-09
Motor1 Lx
mH
24.5
09-00
VFD Comm Address
1
09-01
COM1 Baud Rate
bps
9.6
09-02
COM1 Fault Treat
0
09-03
COM1 Time Out
sec
0
09-04
COM1 Protocol
2
11-00
System Control
2表2 主电机7.5KW变频器参数调整
(2)卷绕电机2.2KW变频器参数调整如表3所示:
00-10
Control Method
3
00-20
Source of Freq.
4
00-21
Source of Oper.
1
01-00
Max Output Freq.
Hz
50
01-01
Motor1 Fbase
Hz
50
01-02
Max Out-Volt 1
V
380
01-12
1st Accel Time
sec
0.01
01-13
1st Decel Time
sec
0.01
01-20
JOG Accel Time
sec
0.01
01-21
JOG Decel Time
sec
0.01
01-22
JOG Frequency
Hz
36
05-01
Motor1 Rated A
Amps
5
05-02
Motro1 Rated P
Kw
2.2
05-03
Motor1 Rated
RPM
1440
05-04
Motor1 Poles
4
05-05
Motor1 No-Load
Amps
2.42
05-06
Motor1 Rs
ohm
6.191
05-07
Motor1 Rr
ohm
4.076
05-08
Motor1 Lm
mH
510.2
05-09
Motor1 Lx
mH
61.7
10-00
Encoder pulses
1024
10-01
PG input setting
2
10-15
PG Ref Input
1
10-16
PG Scale Factor
4
10-17
PG Elect. Gear A
1000
10-18
PG Elect. Gear B
1284
11-00
System Control
1
11-01
System Jm
PU
658
表3 卷绕电机2.2KW变频器参数调整
(3)升降电机1.5KW变频器调整参数如表4所示:
00-10
Control Method
3
00-20
Source of Freq.
5
00-21
Source of Oper.
1
01-00
Max Output Freq.
Hz
50
01-01
Motor1 Fbase
Hz
50
01-02
Max Out-Volt 1
V
380
01-12
1st Accel Time
sec
0.01
01-13
1st Decel Time
sec
0.01
01-20
JOG Accel Time
sec
0.01
01-21
JOG Decel Time
sec
0.01
01-22
JOG Frequency
Hz
30
02-03
Multi-Fun Input3
5
02-04
Multi-Fun Input4
24
02-05
Multi-Fun Input5
25
05-01
Motor1 Rated A
Amps
1.68
05-02
Motro1 Rated P
Kw
0.37
05-03
Motor1 Rated
RPM
1440
05-04
Motor1 Poles
4
05-05
Motor1 No-Load
Amps
0.87
05-06
Motor1 Rs
ohm
42.534
05-07
Motor1 Rr
ohm
25.501
05-08
Motor1 Lm
mH
1323.7
05-09
Motor1 Lx
mH
280.2
10-00
Encoder pulses
256
10-01
PG input setting
2
10-15
PG Ref Input
3
10-16
PG Scale Factor
2
10-17
PG Elect. Gear A
1000
10-18
PG Elect. Gear B
1517
表4 升降电机1.5KW变频器调整参数
5 结语
为客户提供具有良好性价比完美整合方案是中达电通的营销策略,提供稳定可靠的系统集成解决方案是服务客户的保证,此次粗纱机自动化控制系统整合应用台达HMI、PLC、变频器等自动化产品,为客户开发了一套稳定可靠的系统,不但能够满足客户纺机设备工艺要求,而且更提高了纺纱产品质量和设备的工作效率,受到了客户和使用单位极大认可,客户称此次粗纱机技术改造成功后,经过工厂测试获得成功,后续还会采用这个成熟的技术方案进行批量生产设备,再次证明中达电通是客户值得信赖的合作伙伴。
【参考文献】
[1] DVP-PLC应用技术手册程序篇,台达内部资料,2007
[2] 台达DVP-PLC应用技术手册特殊模块篇,台达内部资料,2007
[3] 台达DOP系列人机界面应用技术手册,台达内部资料,2007
[4] 台达VFD-VE系列交流变频驱动器使用手册,台达内部资料,2007
[5] 变频器在工业中的选择与应用 刘继党等 科技信息 2009年第23期
作者简介:
孙承志,男,中达电通资深技术工程师,工学学士,在机床、纺织等领域具有丰富的应用经验,现从事台达自动化产品技术整合应用与研究。
 中利特自动化装配解决方案
行业现状 随着汽车制造和汽车零部件行业的发展,汽车市场的竞争也呈现出多元化趋势,人们对汽车的要求也从最基本的动力性能逐渐增加到外观、舒适、安全、经济等多方面。这就需要汽车在设计与制造环节加强工艺管理
中利特自动化装配解决方案
行业现状 随着汽车制造和汽车零部件行业的发展,汽车市场的竞争也呈现出多元化趋势,人们对汽车的要求也从最基本的动力性能逐渐增加到外观、舒适、安全、经济等多方面。这就需要汽车在设计与制造环节加强工艺管理
 华北工控“智能工厂”应用计算机产品方案,助力智能制造弯道超车
得益于通信技术、高级人工智能及计算机系统等在工厂层面的具体应用,生产系统的效率、人力成本、可视化管理等正在不断优化,智能工厂已成为全球制造业发展的必然趋势。01、工厂的智能化转型智能工厂的实质是依
华北工控“智能工厂”应用计算机产品方案,助力智能制造弯道超车
得益于通信技术、高级人工智能及计算机系统等在工厂层面的具体应用,生产系统的效率、人力成本、可视化管理等正在不断优化,智能工厂已成为全球制造业发展的必然趋势。01、工厂的智能化转型智能工厂的实质是依
 447 个步进电机端子模块助力控制全球最大的人造太阳
由德国航空太空中心(DLR)打造的 Synlight 高通量太阳模拟器于 2017 年 3 月 23 日开始了正式实验。这台大功率发光体(迄今为止世界上唯一的一款)由 149 个小的发光体构成,每
447 个步进电机端子模块助力控制全球最大的人造太阳
由德国航空太空中心(DLR)打造的 Synlight 高通量太阳模拟器于 2017 年 3 月 23 日开始了正式实验。这台大功率发光体(迄今为止世界上唯一的一款)由 149 个小的发光体构成,每
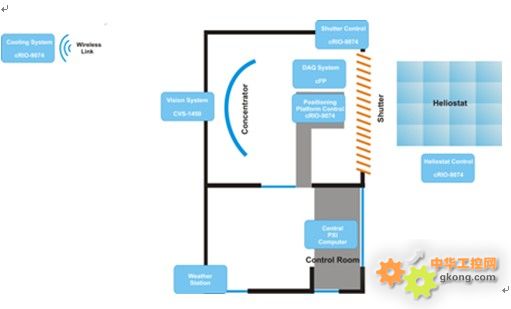 基于NI CompactRIO的太阳能熔炉智能化控制和数据采集系统
图1: 太阳能熔炉组件架构图 '凭借CompactRIO,Compact Fieldpoint和NI Compact Vision System内在的坚固性、准确性、扩展能力以及平台的网络集成,我们
基于NI CompactRIO的太阳能熔炉智能化控制和数据采集系统
图1: 太阳能熔炉组件架构图 '凭借CompactRIO,Compact Fieldpoint和NI Compact Vision System内在的坚固性、准确性、扩展能力以及平台的网络集成,我们
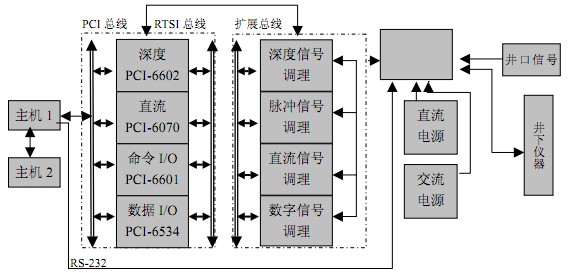 基于 NI 数采模块的测井数据采集控制系统设计
作者:贾宏宇 职务:项目经理 公司:大庆油田测试技术服务分公司 应用领域:研究和开发 使用的产品: PCI-6070E; PCI-6024E; PCI-6534; PCI-6533; PCI-660
基于 NI 数采模块的测井数据采集控制系统设计
作者:贾宏宇 职务:项目经理 公司:大庆油田测试技术服务分公司 应用领域:研究和开发 使用的产品: PCI-6070E; PCI-6024E; PCI-6534; PCI-6533; PCI-660
 台达IED电梯一体机并联控制
e Parallel Control of Delta's IED Elevator Integrated Machine文/中达电通股份有限公司邵世锋、陈建春【摘要】本文主要介绍台达IED电梯一
台达IED电梯一体机并联控制
e Parallel Control of Delta's IED Elevator Integrated Machine文/中达电通股份有限公司邵世锋、陈建春【摘要】本文主要介绍台达IED电梯一