主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
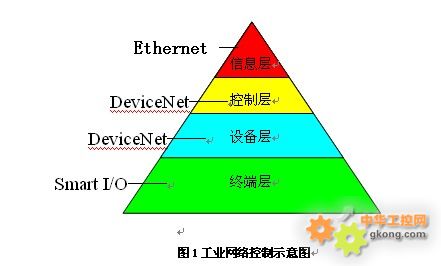 DeviceNet是一种比较合适的工业网络解决方案,采用台达PLC的DeviceNet现场总线实现分散控制的网络整合。这一款纸箱印刷机械每一个机台都有6个或以上的机械定位,由于台达SV系列PLC目前只有4路AB相高速计数器,所以每个机台会用到2台SV的PLC。而每一部分的微小调节都是利用变频器和旋转编码器,配合PLC的高速计数器判断完成,而台达的SV系列PLC和E系列变频器都有相应的DeviceNet现场总线解决方案。如图2所示。
DeviceNet是一种比较合适的工业网络解决方案,采用台达PLC的DeviceNet现场总线实现分散控制的网络整合。这一款纸箱印刷机械每一个机台都有6个或以上的机械定位,由于台达SV系列PLC目前只有4路AB相高速计数器,所以每个机台会用到2台SV的PLC。而每一部分的微小调节都是利用变频器和旋转编码器,配合PLC的高速计数器判断完成,而台达的SV系列PLC和E系列变频器都有相应的DeviceNet现场总线解决方案。如图2所示。
 1 控制系统构成
控制系统配置如表1所示。
1 控制系统构成
控制系统配置如表1所示。
 控制架构图如图3所示。
控制架构图如图3所示。
 图3控制架构图
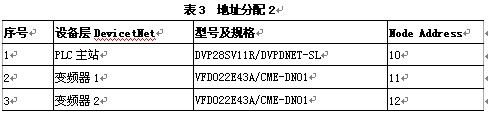
由于版面原因,编码器数量不能全部标示出来。另外,各个机构的位置调整,只是在更换生产料号时才动作,因此客户为了节省成本,每个机台只安装2台变频器作调速定位,依靠外部接触器切换各个机构的电机工作,因此每次最多只有2个位置调整机构同时动作。人机界面通过Ethernet网络,先访问DeviceNet控制层的主站送料部PLC,再通过DeviceNet网络访问到各个从站PLC。每一个机台的2个PLC通过RS485的PLC-Link方式交换数据。地址(Node Address)分配如表2、3所示。
图3控制架构图
由于版面原因,编码器数量不能全部标示出来。另外,各个机构的位置调整,只是在更换生产料号时才动作,因此客户为了节省成本,每个机台只安装2台变频器作调速定位,依靠外部接触器切换各个机构的电机工作,因此每次最多只有2个位置调整机构同时动作。人机界面通过Ethernet网络,先访问DeviceNet控制层的主站送料部PLC,再通过DeviceNet网络访问到各个从站PLC。每一个机台的2个PLC通过RS485的PLC-Link方式交换数据。地址(Node Address)分配如表2、3所示。
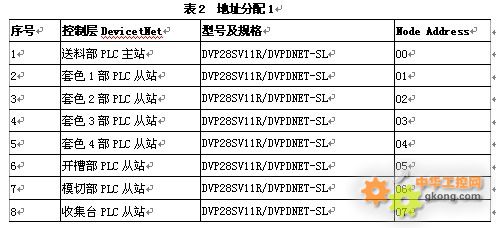 由于设备层是各自PLC站点下属的独立网络,因此可以定义相同的节点地址也不会产生干涉,反而方便编程(例如,套色1到套色4机构相同,都可以使用相同的PLC程序)。
由于设备层是各自PLC站点下属的独立网络,因此可以定义相同的节点地址也不会产生干涉,反而方便编程(例如,套色1到套色4机构相同,都可以使用相同的PLC程序)。
 1 DeviceNetBuilder软件调试
3.1 通讯连接
通讯参数设定好后,选择“网络—在线”,即可以搜索网络中的设备,当搜索完毕后,选择00号主站网络,会显示出检测到的网络模块和设备。选择10号主站网络,会显示出检测到的网络模块和设备,如图4所示。
1 DeviceNetBuilder软件调试
3.1 通讯连接
通讯参数设定好后,选择“网络—在线”,即可以搜索网络中的设备,当搜索完毕后,选择00号主站网络,会显示出检测到的网络模块和设备。选择10号主站网络,会显示出检测到的网络模块和设备,如图4所示。
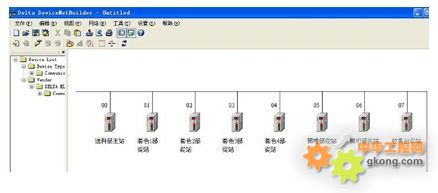
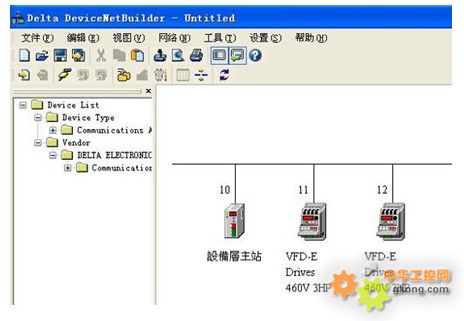 图4 选择10号主站网络,会显示出检测到的网络模块和设备
3.2 模块参数设置
用鼠标左键双击DNET Scanner主站模块图标,可以进入主站模块的“扫描模块配置”工具,设定从站的扫描列表,以及寄存器的对应设备(地址)映像表:
分别连接到套色1、套色2、套色3、套色4、开槽、模切、收集的主站PLC,切换到各个设备层网络,并且编辑地址影射表,如图5所示。
图4 选择10号主站网络,会显示出检测到的网络模块和设备
3.2 模块参数设置
用鼠标左键双击DNET Scanner主站模块图标,可以进入主站模块的“扫描模块配置”工具,设定从站的扫描列表,以及寄存器的对应设备(地址)映像表:
分别连接到套色1、套色2、套色3、套色4、开槽、模切、收集的主站PLC,切换到各个设备层网络,并且编辑地址影射表,如图5所示。
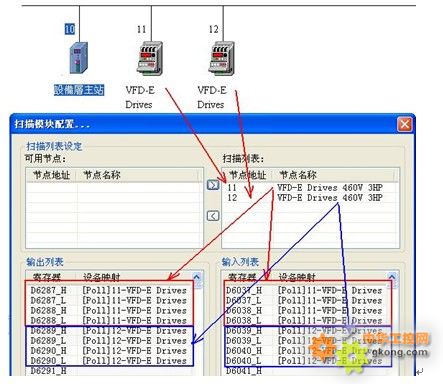
 图5 编辑地址影射表
配置好后,将PLC工作模式切换到停止,选择“网络—下载”,将设定好的参数下载到DeviceNet模块中,下载完毕后,再运行重新PLC。检查主站DVPDNET-SL的“MS LED”和”NS LED”指示灯都是绿色,并显示DeviceNet的通讯节点号。这样DeviceNet的设定工作就基本完成。
1 结束语
该设备整台机器是按照高要求、高速度、高效率、可靠性及安全性而设计制造,最高送料频率是200张/分钟,最大进纸尺寸1200×2400(毫米),能够快速换单,操作调整方便,自动归零和自动复位。所有间隙或定位数字化电动调整。通过人机界面可储存常用订单,实现快速换单操作。而整套设备的技术亮点在于总线网络的应用,一方面简化设备制造的配线工作,减少配线时间,提高配线精确性;在生产现场建造或组装设备时,不再需要特殊配线规则和详细数据,或特殊培训,简化了设备安装工艺;另一个方面提高了设备用户的监控和维护效率,通过总线网络可以减少生产和维护的工作,参数设定完毕后可以通过保存到HMI的配方,减少相同工艺的重复生产的调整和设置工作,使生产工作标准化,便于设备管理。并可以实现快速的网络故障信息诊断,减少系统停机时间。总而言之,工业网络是很好的应用工具。
作者简介:
林星华,出生于1974年2月,毕业于广东工业大学机电一体化专业,具有十多年的自动化领域技术和服务经验,目前就职于中达电通华南大区,负责台达PLC、HMI、AMD、AIC、ASD等机电产品的技术支持。
图5 编辑地址影射表
配置好后,将PLC工作模式切换到停止,选择“网络—下载”,将设定好的参数下载到DeviceNet模块中,下载完毕后,再运行重新PLC。检查主站DVPDNET-SL的“MS LED”和”NS LED”指示灯都是绿色,并显示DeviceNet的通讯节点号。这样DeviceNet的设定工作就基本完成。
1 结束语
该设备整台机器是按照高要求、高速度、高效率、可靠性及安全性而设计制造,最高送料频率是200张/分钟,最大进纸尺寸1200×2400(毫米),能够快速换单,操作调整方便,自动归零和自动复位。所有间隙或定位数字化电动调整。通过人机界面可储存常用订单,实现快速换单操作。而整套设备的技术亮点在于总线网络的应用,一方面简化设备制造的配线工作,减少配线时间,提高配线精确性;在生产现场建造或组装设备时,不再需要特殊配线规则和详细数据,或特殊培训,简化了设备安装工艺;另一个方面提高了设备用户的监控和维护效率,通过总线网络可以减少生产和维护的工作,参数设定完毕后可以通过保存到HMI的配方,减少相同工艺的重复生产的调整和设置工作,使生产工作标准化,便于设备管理。并可以实现快速的网络故障信息诊断,减少系统停机时间。总而言之,工业网络是很好的应用工具。
作者简介:
林星华,出生于1974年2月,毕业于广东工业大学机电一体化专业,具有十多年的自动化领域技术和服务经验,目前就职于中达电通华南大区,负责台达PLC、HMI、AMD、AIC、ASD等机电产品的技术支持。
 5G/4G VPN工业路由器智能驾考系统解决方案
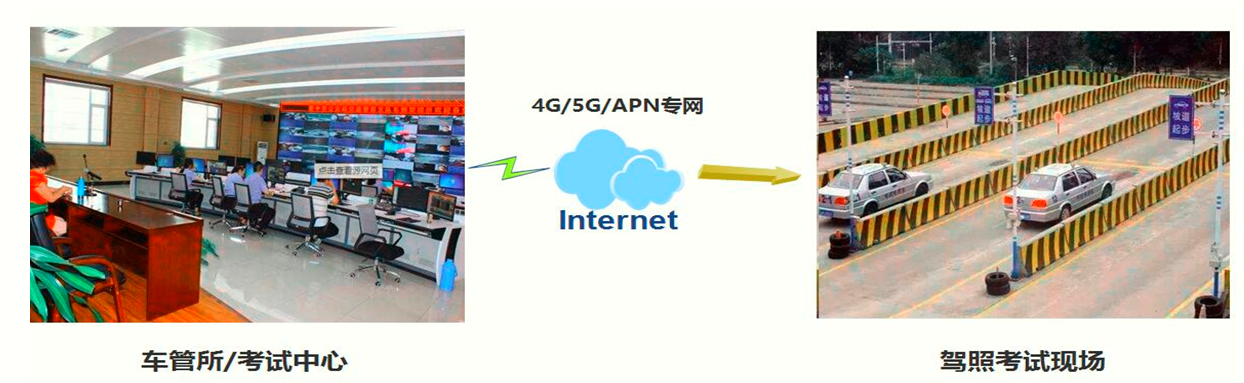
随着经济的快速发展,越来越多的人购买小汽车,人们对于机动车驾驶技术培训服务需求的增长,驾照培训成为热门的一门技能的培训。目前国内汽车驾照考试都已经实现了信息化自动考核评分系统,借助5G/4G VPN
5G/4G VPN工业路由器智能驾考系统解决方案
随着经济的快速发展,越来越多的人购买小汽车,人们对于机动车驾驶技术培训服务需求的增长,驾照培训成为热门的一门技能的培训。目前国内汽车驾照考试都已经实现了信息化自动考核评分系统,借助5G/4G VPN
 晨控智能工业RFID应用于爱德夏(昆山)汽车撑杆装配线
方案概述: 通过以RFID技术为核心,与爱德夏自动化汽车装配线相结合,深入装配流程,在标识、整理、备件、入库上架、出库装配等业务中融入RFID技术,克服严酷的工业环境,复杂的装配流程。 广泛提高生产
晨控智能工业RFID应用于爱德夏(昆山)汽车撑杆装配线
方案概述: 通过以RFID技术为核心,与爱德夏自动化汽车装配线相结合,深入装配流程,在标识、整理、备件、入库上架、出库装配等业务中融入RFID技术,克服严酷的工业环境,复杂的装配流程。 广泛提高生产
 软件兼容性是必要条件?这款工业安卓一体机又获电子班牌新应用!
现代科技的发展,改变了许许多多人们生活、工作、学习的方式。教育作为智能硬件应用拓展的一大市场,加上智慧校园、智慧教育等概念的推广,引入越来越多的智能硬件设备成为一大发展势头,这也为现代校园注入了许多
软件兼容性是必要条件?这款工业安卓一体机又获电子班牌新应用!
现代科技的发展,改变了许许多多人们生活、工作、学习的方式。教育作为智能硬件应用拓展的一大市场,加上智慧校园、智慧教育等概念的推广,引入越来越多的智能硬件设备成为一大发展势头,这也为现代校园注入了许多
 台达自动化产品在纺织车间网络监控中的应用
当前自动化控制产品,在网络通讯领域的长足发展,多单机联网控制技术已经相当成熟。使以智能化生产为主要特征的网络化控制技术成为现实,尤其在工厂层级的网络化应用,大大了提高产品品质和生产管理效率。台达
台达自动化产品在纺织车间网络监控中的应用
当前自动化控制产品,在网络通讯领域的长足发展,多单机联网控制技术已经相当成熟。使以智能化生产为主要特征的网络化控制技术成为现实,尤其在工厂层级的网络化应用,大大了提高产品品质和生产管理效率。台达
 基于物联网技术的无线数传模块在大型工业设备状态监测上的应用
一、引言,背景描述XX集团,全称XXXX工业集团股份有限公司,是一家专业生产汽车安全玻璃和工业技术玻璃的中外合资企业;是国内最具规模、技术水平最高、出口量最大的汽车玻璃生产供应商。 钢化玻璃生产工艺
印刷厂污水治理检测装置
印刷厂污水治理检测装置一、项目背景 随着经济的发展,我国的污水排放量已越来越大,已造成地表水的严重污染,环境质量呈现不断恶化趋势,但目前全国各地对污染源和排污河渠的水质监测仍停留在手工监测阶段,时间
工业以太网设备在自动化中解决方案
在工业自动化的领域中,每个工业设备的连接在整个工业系统中都扮演着非常重要的角色。在工业应用中,联机中断可能造成重大的经济损失。因此,在选择工业以太网设备以满足工业应用的需求时,为了确保整体工业系统运
工业计算机在智能电子公交站牌中的应用
本期上海研强小编给大家分享的是工业计算机在智能电子公交站牌中的应用,希望看完本篇文章您能对工业计算机有一个全新的认识!系统概述: 随着时代的进步,公共交通设施也随之改善。当今的智能电子公交站牌融合大
基于物联网技术的无线数传模块在大型工业设备状态监测上的应用
一、引言,背景描述XX集团,全称XXXX工业集团股份有限公司,是一家专业生产汽车安全玻璃和工业技术玻璃的中外合资企业;是国内最具规模、技术水平最高、出口量最大的汽车玻璃生产供应商。 钢化玻璃生产工艺
印刷厂污水治理检测装置
印刷厂污水治理检测装置一、项目背景 随着经济的发展,我国的污水排放量已越来越大,已造成地表水的严重污染,环境质量呈现不断恶化趋势,但目前全国各地对污染源和排污河渠的水质监测仍停留在手工监测阶段,时间
工业以太网设备在自动化中解决方案
在工业自动化的领域中,每个工业设备的连接在整个工业系统中都扮演着非常重要的角色。在工业应用中,联机中断可能造成重大的经济损失。因此,在选择工业以太网设备以满足工业应用的需求时,为了确保整体工业系统运
工业计算机在智能电子公交站牌中的应用
本期上海研强小编给大家分享的是工业计算机在智能电子公交站牌中的应用,希望看完本篇文章您能对工业计算机有一个全新的认识!系统概述: 随着时代的进步,公共交通设施也随之改善。当今的智能电子公交站牌融合大
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业