主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
啤酒的口感和质量很大程度上取决于用来酿造啤酒的水的质量。pH值和电导率的测量决定了它的质量。全球化给啤酒厂带来了巨大的竞争压力。保持啤酒的高质量是保持市场成功的关键。使用过程分析可以保证啤酒质量,同时优化过程管理。
不仅仅是口味,酿造过程中的pH值、电导率和氧的测量也很重要
啤酒酿造水的pH值和含盐量是决定啤酒口感和品质的主要因素。这就是为什么根据所含物质的不同,原水或饮用水必须经过从反渗透、化学处理到过滤的各种处理。SE 558 pH传感器或SE 605 Memosens电导率传感器用于监测酿造水的碱度和每一种啤酒所需的盐含量。
1.糖化过程:高度依赖pH值的淀粉-糖转化
在随后的过程中,pH值的测量也起到了重要的作用。在冲泡的水与麦芽混合后,酶将其中的淀粉转化为麦芽糖。这个高度依赖pH的过程发生在5.4到5.6 pH的范围内。下一步,煮沸麦汁,加入啤酒花来控制未来啤酒的口感和保质期,设定比重,降低pH值。由于SE 555的pH值传感器可以用过热蒸汽灭菌,并且是生物相容性的,它是理想的监测这些过程。

2.氧气测量-对可靠的过程管理至关重要
随后,啤酒花碎片和沉淀的蛋白质在漩涡中被分离,一定量的酵母和氧气被添加到麦芽汁中,以触发发酵过程。严格的规则适用于酵母。在酵母培育过程中,监测酵母的pH值和溶解氧含量,以保证酵母的最佳活性。由于溶解氧的含量决定了酵母在发酵和口味发展的活力,氧的测量是可靠的过程管理必不可少。在这一点上,SE 706氧传感器在卫生不锈钢变种保证可靠的在线测量。
接下来,麦芽汁在储存罐中变成绿色啤酒。在这个阶段,低氧含量保持啤酒的味道。连续的氧气测量也能及时检测到储罐中的泄漏。在装瓶之前,啤酒经过过滤并储存在加压罐中。为了保证口感和防止氧化,必须限定氧浓度的最大值。一些大型啤酒厂还通过用脱气水稀释啤酒来设定精确的酒精含量。脱气过程是通过测量溶解氧来监测的。装瓶也同样如此,在装瓶中氧气浓度必须保持在25ppb以下,以维持保质期和口感。

3.CIP:加入有感应电导率测量的漂洗介质
为了遵守食品生产的严格卫生规则,酿造啤酒的系统必须在65℃左右交替用氢氧化钠溶液和酸(通常是硝酸)冲洗(CIP过程)。CIP介质(侵入)的浓度是基于SE 680传感器的感应电导率测量来控制的。在清洗工艺线的最后冲洗过程中,使用SE 605h电导率传感器验证所有冲洗介质的完全去除。

4.啤酒厂废水处理
最后,Memosens技术还应用于啤酒废水的处理,这需要传感器,如SE 554 pH传感器,高耐化学性能SE 655用于测量重污染介质中的感应电导率,以及长期稳定的SE 715氧传感器。由于啤酒厂废水处理假定有异常高的垃圾负荷,因此建议在涉及的测量点安装自动清洗系统。
投资回报率
在啤酒厂潮湿的环境和系统清洁中,非接触式感应Memosens即插即用系统保证了无与伦比的测量可靠性和质量。
可靠准确的测量对于高质量的产品和从消费者的角度保护品牌的关键特性至关重要。
由于传感器使用寿命更长,降低了成本:Memosens检测CIP/SIP周期的数量,并建议维护间隔以延长传感器的使用寿命。
 污泥焚烧过程中的烟气净化处理
污泥焚烧过程中的烟气净化处理生物废水处理厂产生的有毒污泥必须经过磷回收过程。磷可以从焚烧后的污泥灰中回收。污泥燃烧过程中释放的有害气体在湿法烟气清洗过程中混合。原水通过加入氢氧化钠溶液来中和。适当的
纺织厂生产过程控制系统
使用产品:MOXA ED6008系列国家/城市:泰国其他应用:智能电梯监控系统、生产管理自动化系统“在MOXA的帮助下,我们成功的无缝集成了生产过程控制系统,非常显著的提升了我们的生产效率。”每一个
污泥焚烧过程中的烟气净化处理
污泥焚烧过程中的烟气净化处理生物废水处理厂产生的有毒污泥必须经过磷回收过程。磷可以从焚烧后的污泥灰中回收。污泥燃烧过程中释放的有害气体在湿法烟气清洗过程中混合。原水通过加入氢氧化钠溶液来中和。适当的
纺织厂生产过程控制系统
使用产品:MOXA ED6008系列国家/城市:泰国其他应用:智能电梯监控系统、生产管理自动化系统“在MOXA的帮助下,我们成功的无缝集成了生产过程控制系统,非常显著的提升了我们的生产效率。”每一个
 XTS 最大限度实现包装过程的灵活性
面对如今消费者对个性化定制产品不断增长的需求,相关的法律法规越来越频繁的变化,以及越来越短的产品寿命周期,制造商们都在努力寻找能够为他们提供最大灵活性的生产方式。为了应对市场挑战,荷兰公司 TDC
XTS 最大限度实现包装过程的灵活性
面对如今消费者对个性化定制产品不断增长的需求,相关的法律法规越来越频繁的变化,以及越来越短的产品寿命周期,制造商们都在努力寻找能够为他们提供最大灵活性的生产方式。为了应对市场挑战,荷兰公司 TDC
 在报纸生产过程中使用康耐视 DataMan 500 读取条码
要解决的问题: 代替陈旧的激光扫描技术,在高速报纸生产线上进行条码读取,这些条码的高度和位置各不相同且位于塑料下面。解决方案: DataMan 500 条码读码器提供 100 % 的可靠性。优势:
在报纸生产过程中使用康耐视 DataMan 500 读取条码
要解决的问题: 代替陈旧的激光扫描技术,在高速报纸生产线上进行条码读取,这些条码的高度和位置各不相同且位于塑料下面。解决方案: DataMan 500 条码读码器提供 100 % 的可靠性。优势:
 紫金桥软件构件加气砼生产过程控制系统
随着国家墙体材料改革政策的推广,限制和禁止使用粘土砖的力度的加大,新型墙体材料的需求量快速增大,加气砼作为一种新型的建筑材料被人们越来越关注。结合我国加气砼生产现状,在现有的加气砼工艺过程的基础上
紫金桥软件构件加气砼生产过程控制系统
随着国家墙体材料改革政策的推广,限制和禁止使用粘土砖的力度的加大,新型墙体材料的需求量快速增大,加气砼作为一种新型的建筑材料被人们越来越关注。结合我国加气砼生产现状,在现有的加气砼工艺过程的基础上
 高速数据通讯和动态运动控制是高效完成热喷涂工艺的保障
热喷涂是一种表面处理技术,即将熔融或加热后的材料喷涂到表面上。为了提高喷涂质量,四川大学自主设计 出一套九轴联动热喷涂系统,在这个系统中,三轴转台与六轴机械手同时优化运行。该系统利用 Beckho
紫金桥实时数据库在轧钢加热炉加热工艺在线优化控制系统中的作用
一、概述 近十年来,随着节能工作进一步开展,作为能耗大户的钢铁企业必然需要做出更多的努力来实现节能降耗的目的。在钢厂的节能改造中耗能较多的设备首当其冲,轧钢使用的加热炉就是这样一种设备,其热效率
高速数据通讯和动态运动控制是高效完成热喷涂工艺的保障
热喷涂是一种表面处理技术,即将熔融或加热后的材料喷涂到表面上。为了提高喷涂质量,四川大学自主设计 出一套九轴联动热喷涂系统,在这个系统中,三轴转台与六轴机械手同时优化运行。该系统利用 Beckho
紫金桥实时数据库在轧钢加热炉加热工艺在线优化控制系统中的作用
一、概述 近十年来,随着节能工作进一步开展,作为能耗大户的钢铁企业必然需要做出更多的努力来实现节能降耗的目的。在钢厂的节能改造中耗能较多的设备首当其冲,轧钢使用的加热炉就是这样一种设备,其热效率
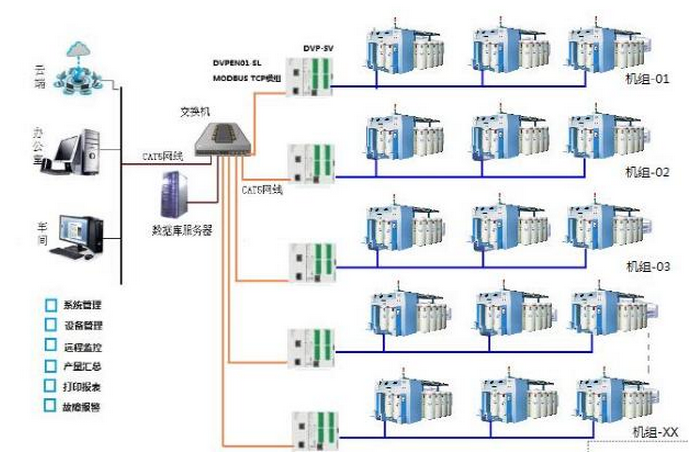 台达工业自动化助力纺织行业实现生产过程信息化管理
随着PLC、变频器、伺服系统等自动化技术的大范围推广和普及应用,纺织机械的自动化水平已经取得长足发展。但由于这些自动化技术的应用多侧重于单台设备纺织工艺自动化水平的提升,因此也造成了大量信息孤岛的
台达工业自动化助力纺织行业实现生产过程信息化管理
随着PLC、变频器、伺服系统等自动化技术的大范围推广和普及应用,纺织机械的自动化水平已经取得长足发展。但由于这些自动化技术的应用多侧重于单台设备纺织工艺自动化水平的提升,因此也造成了大量信息孤岛的
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业