主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
文:中达电通股份有限公司 李得宁
【摘要】本文主要介绍台达自动化产品EH2系列PLC和TP04-BL-C系列文本显示器及E系列变频器在自动聚氨酯发泡机上的综合方案应用,通过台达丰富完善的产品线提供的量身定制式设备控制解决方案,实现了设备的自动化控制的快捷应用。
【Abstract】This paper mainly introduces a series of automation products EH2 PLC and TP04-BL-C series text display and E series automatic inverter in the polyurethane foam comprehensive solution on the application, through the platform of the product line, provide professional equipment controlsystem for a solution to the equipment of automatic control in quick application.
【关键词】自动化;PLC;文本;变频器;解决方案
【Keywords】automation;PLC;text; inverter;solution
聚氨酯作为一种灵活的化学树脂,具有橡胶般的柔软触感,并可按照实际用途塑造成各种形状。
目前,聚氨酯的年总产量达1000万吨,仍处于高速增长期,全年平均增长率是GDP的两倍。在中国,聚氨酯维持着20%以上的增长速度,2010年中国的聚氨酯总产量达300多万顿。
聚氨酯原料品种及组成的多样性的特点可合成性能各异的高分子材料,从其本体材料(即不含溶剂)的外观性严主讲,可得到由柔软至坚硬的弹性体;泡沫材料,从其本体性质(或者说其固化物)而言,基本上是弹性体性质,它的一些物理化学性质,如粘接强度、机械性能、耐久性、耐低温性、耐药品性,主要取决于所生成的聚氨酯固化物的化学结构。所以,需要要对聚氨酯合成物进行不同的配方设计。
聚氨酯发泡机是将发泡原料聚氨酯配合一定比例的化学物质混合成原液浇注到特定的模具在模具内通过化学反应发泡,使其混合液体充满整个模具腔体,冷凝一定的时间后生成富有弹性的模具腔形状的成品对象。
1 控制系统的组成
控制系统:DVP40EH00R2 *1;驱动部分:VFD015E43A *2;显示控制系统:TP04G-BL-C *1。
2 聚氨酯原料的组成
聚氨酯原料的主要组成成分为:黑料和白料;聚氨酯硬泡为黑料与白料化学反应而成。
白料:聚醚多元醇的俗称,也称组合料,颜色为白色,故称“白料”;黑料:粗MDI的俗称,也叫“聚合MDI”,化学名称是“多亚甲基苯基多异氰酸酯”,颜色一般是黑色,故称“黑料”。
3 制程核心工艺
在发泡成型过程中,原料温度与环境温度的高低及恒定的稳定性直接影响产品质量。
环境温度以20~30℃为宜。原料温度可控制在20~30℃范围。温度较低时,发泡反应进行缓慢,泡沫因化时间长;温度高,则发泡反应进行快,泡沫因化时间短。温度过高或过低,都不易得到高质量的产品。
模具中黑料与白料的反应是一个放热反应,放出的热量使发泡济汽化而形成泡沫。模具温度的高低直接影响反应热移走的速度。模具温度低,反应热移走快,发泡倍数小,制品密度大,表皮厚。模具温度控制40~45℃。在实际生产过程中,应根据需要选择合适的温度,并尽量予以恒定。
为了保证聚氨酯发泡反应的充分进行,发泡前应将外壳、内胆、模具作预热处理。保持箱体尺寸、外观形状不变形,从而保证成品的质量,是一个需要特别注意的重要事项,模具是一个很重要的因素。
聚氨酯硬泡发泡原理是:反应热使发泡剂汽化,发泡体系体积膨胀。这种膨胀作用将导致泡沫体系的内压升高。聚氨酯在发泡过程中产生的压力为0.5~0.1kg/cm²,箱体在承受发泡压力时,易发生变形,这需要有内外模具来承载压力,模具应具备足够的强度。
聚氨酯发泡时,黑料和白料在发泡机混合室内停留的时间很短,一般几分之一秒至几秒,混合效率是一个很重要的因素。黑料和白料混合均匀才能保证泡沫的泡孔细腻、均匀、并展现出良好的效果。
4 设备工艺流程
设备工艺流程图,如图1所示。

图1 设备工艺流程图
5 设备结构及功能详解
设备由浇注系统、加热系统、压力监控系统、PLC中央单元处理系统、人机对话系统(状态显示及命令下达用文本显示器)、计量泵总成、注料、清洗系统、料液储罐循环系统、制冷冷却系统等组成。
浇注系统由浇注头微电脑程控器PLC、浇注头、搅拌电机等组成。采用针阀注料装置,由计算机PLC控制浇注量,配有螺旋栅齿组合式搅拌头,进行高速旋转搅拌,使聚氨酯料液混合均匀。
加热系统通过高精度温度控制器,控制整个系统温度,使料液在整个循环过程中保持工艺所需的温度范围。
压力监控系统通过高精度数位压力仪表,监控管路料液压力,并实行超压自动报警及保护处理。
PLC中央单元处理系统,控制料液浇注量、测定并显示计量泵转速、原料配比、自动清洗时间、加工状态处理、时时工位信息处理等参数。
人机对话系统,显示及设置浇注量、浇注时间、报警信息显示提示、实时工位信息显示、加工各区段运行状态显示等信息。
计量泵总成,采用特制的光机电装置,将计量泵机械转动信号变为电脉冲信号,通过微机处理,精确测出计量泵每转排量,以“克”为计量单位,提高计量精度,每个料罐均由一套计量系统来精确控制其出料量。计量泵转速采用机械无级变频调速。
注料、清洗系统是由气源三联机、电磁阀、清洗罐、多种阀门、气缸及用户自行配套的压缩机等组成。当浇注头中央程控器PLC发出指令时,通过各种电磁阀和气缸控制浇注头行使浇注动作或对浇注头进行清洗(液洗、气冲)。
料液储罐循环系统,其储罐由优质不锈钢内胆、PU 硬泡层及循环加热导油夹层组成;循环加热油经油箱加热后,经泵输入导油夹层进行循环流动,并由 PU 硬泡层对料液保温,循环冷却水可使料罐温度迅速降低。
制冷冷却系统采用高效的制冷机,提供冷却液来冷却混合头的主轴及主轴与轴承之间由于高速旋转产生的发热,确保系统正常工作并延长浇注头的清洗周期。
6 控制架构及人性化的控制界面设计
部分画面处理如图2所示。
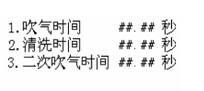
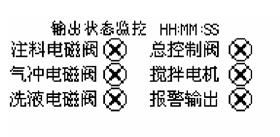
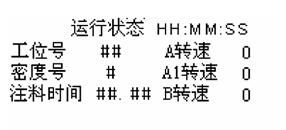
图 2 部分显示画面
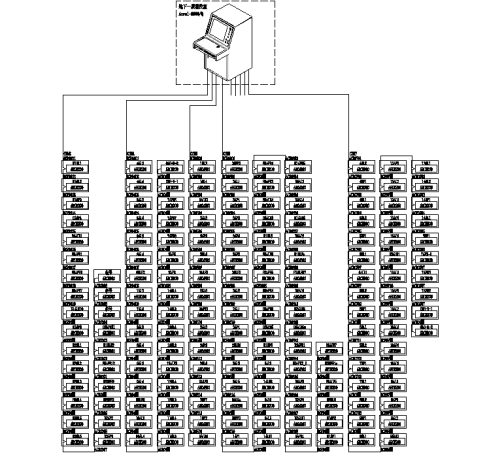
7 控制程序设计与规划
部分程序处理如图3所示。
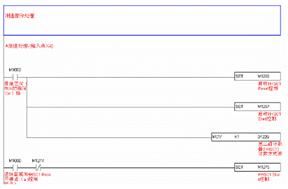
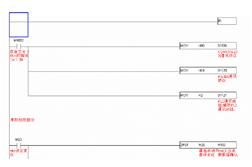
图3 部分程序处理
8 主要应用市场
适用于汽车行业、工艺品行业、家用电器、PU家具行业、健身器材行业、填充材料、聚氨酯橡胶等行业。
适合生产聚氨酯枕头、方向盘、保险杆、汽车座垫、导流板、仪表板、遮日板、摩托车座垫、自行车座垫、保温材、冰箱、扶手、自成皮、高回弹、慢回弹、玩具类、健身器材、保温层、汽机车座垫、硬质发泡、冷藏库板材、医疗器材、弹性体、鞋底等。
9 结束语
随着材料学的飞速发展,市场对聚氨酯的需求不断的提升扩大,相之配套的聚氨酯发泡机的功能和性能也在不断的提升。结合台达丰富的产品线和优良的产品性能及完善的服务网络,配合自动化产品组成的整体解决方案,以经济的成本、较高的性价比完成客户产品的自动化控制需求。
作者简介:
李得宁,男,出生于1984年9月,毕业于天津科技大学,电气工程及自动化专业。现任中达电通股份有限公司天津机电业务处应用工程师,主要从事台达TOP系列触摸屏,DVP系列PLC,ASD系列伺服,VFD系列变频器,GMC系列数控系统,台达温控器等全系列工业控制自动化产品的市场拓展技术解决方案支持,制定与实施综合自动化解决方案,有着丰富的行业经验,积淀了不同行业间的特色功能拓展技巧与行业工艺。
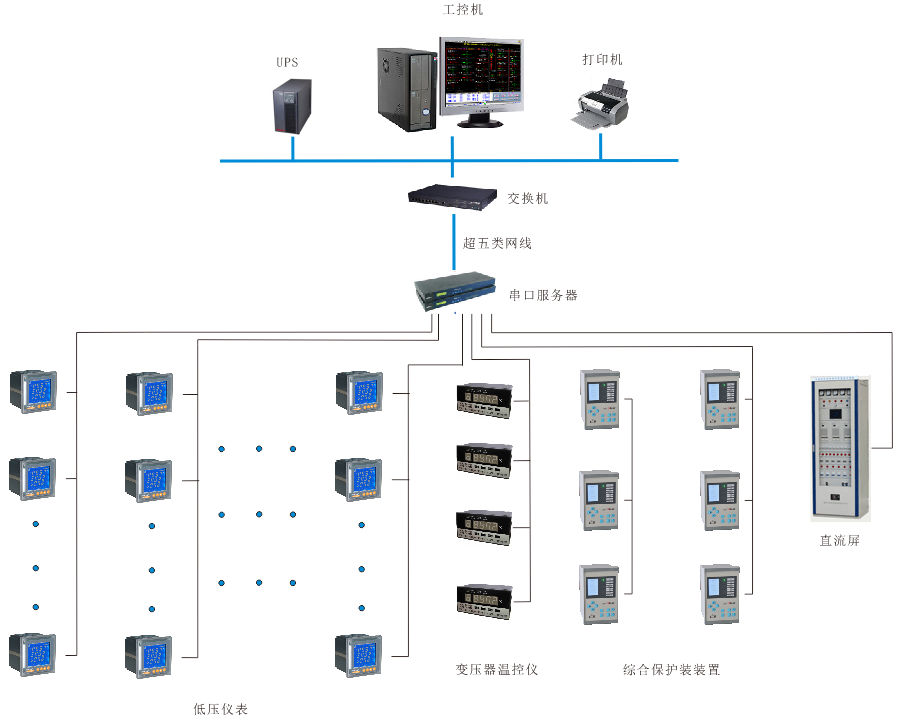 上海交通大学医学院附属瑞金医院肿瘤(质子)中心项目电力监控系统的设计与应用
概述上海交通大学医学院附属瑞金医院肿瘤(质子)中心项目,新建集门诊、质子治疗与科研、检查等功能于一体的新楼(1#肿瘤(质子)中心)及附属用房(2#能源中心及3#门卫、4#门卫),1#肿瘤(质子)中心主
上海交通大学医学院附属瑞金医院肿瘤(质子)中心项目电力监控系统的设计与应用
概述上海交通大学医学院附属瑞金医院肿瘤(质子)中心项目,新建集门诊、质子治疗与科研、检查等功能于一体的新楼(1#肿瘤(质子)中心)及附属用房(2#能源中心及3#门卫、4#门卫),1#肿瘤(质子)中心主
 北尔提供世界第一个完全可配置及可升级的 HMI 解决方案
在满足当前和以后的HMI要求方面,任何其他公司都无法与BeijerElectronics的热情,相提并论。该公司为用户提供最新的技术,并且有能力延展用户友好极限。他们的最新产品-EXTER系列,向H
北尔提供世界第一个完全可配置及可升级的 HMI 解决方案
在满足当前和以后的HMI要求方面,任何其他公司都无法与BeijerElectronics的热情,相提并论。该公司为用户提供最新的技术,并且有能力延展用户友好极限。他们的最新产品-EXTER系列,向H
 大数据时代 元存PCI Express固态硬盘服务器解决方案
【行业背景】如今是信息大爆炸的时代,是网络的世界。未来大数据将如同基础设施一样,有数据提供方、管理者、监管者,数据的交叉复用将大数据变成一大产业。服务器是网络中心的核心几乎承载着用以数据的产生、交换
大数据时代 元存PCI Express固态硬盘服务器解决方案
【行业背景】如今是信息大爆炸的时代,是网络的世界。未来大数据将如同基础设施一样,有数据提供方、管理者、监管者,数据的交叉复用将大数据变成一大产业。服务器是网络中心的核心几乎承载着用以数据的产生、交换
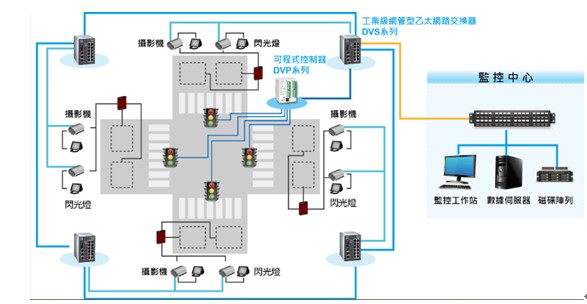 台达智能交通解决方案 创新智能城市生活
近日,台达推出智能交通解决方案,为智能城市建设再添利器。智能交通监控是智能城市的重要元素之一,是在网络信息高度发展社会中,所形成的网络新都(Cyber City)、城市数字化(Digital C
台达智能交通解决方案 创新智能城市生活
近日,台达推出智能交通解决方案,为智能城市建设再添利器。智能交通监控是智能城市的重要元素之一,是在网络信息高度发展社会中,所形成的网络新都(Cyber City)、城市数字化(Digital C
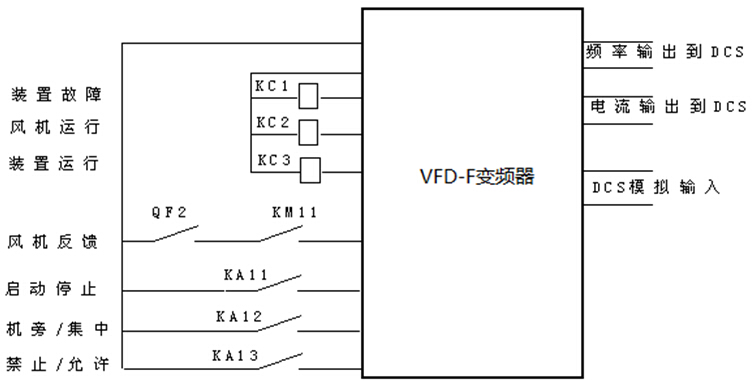 台达VFD变频器在转炉煤气系统的应用
1引言邯钢西区能源中心精制煤气加压站有一座15万立米煤气柜和四台煤气加压机,它的功能是回收一炼钢转炉煤气并向邯宝公司电厂和煤气混合站供转炉煤气。1#、2#加压机使用软启动器控制,3#、4#加压机使
台达VFD变频器在转炉煤气系统的应用
1引言邯钢西区能源中心精制煤气加压站有一座15万立米煤气柜和四台煤气加压机,它的功能是回收一炼钢转炉煤气并向邯宝公司电厂和煤气混合站供转炉煤气。1#、2#加压机使用软启动器控制,3#、4#加压机使
 Acrel-6000电气火灾监控吴中路51号地块项目应用
安科瑞邱红江苏安科瑞电器制造有限公司江苏江阴214405摘要:本文简述了电气火灾监控系统的组成原理,分析了电气火灾监控系统在应用中的设计依据和相关规范。最后通过安科瑞剩余电流式电气火灾监控系统在吴中
Acrel-6000电气火灾监控吴中路51号地块项目应用
安科瑞邱红江苏安科瑞电器制造有限公司江苏江阴214405摘要:本文简述了电气火灾监控系统的组成原理,分析了电气火灾监控系统在应用中的设计依据和相关规范。最后通过安科瑞剩余电流式电气火灾监控系统在吴中
 力控智慧油田解决方案
1方案概述力控智慧油气田解决方案是力控科技针对油气田行业推出的整体解决方案,可以帮助油气田企业推进自动化系统和信息化系统的深度融合、生产过程和管理流程的深度融合,为油田发展提供信息强力支撑,解决国内
力控智慧油田解决方案
1方案概述力控智慧油气田解决方案是力控科技针对油气田行业推出的整体解决方案,可以帮助油气田企业推进自动化系统和信息化系统的深度融合、生产过程和管理流程的深度融合,为油田发展提供信息强力支撑,解决国内
 德控兴达IPC-6110在机场自助值机中应用
德控兴达IPC-6110在机场自助值机中应用 项目介绍 来自航空业的数据表明,近年来,世界航空运输量在不断增长,据发布报告称,2013年-2016年,全球航空客运量每年将实现5.3%的递增,预计到
德控兴达IPC-6110在机场自助值机中应用
德控兴达IPC-6110在机场自助值机中应用 项目介绍 来自航空业的数据表明,近年来,世界航空运输量在不断增长,据发布报告称,2013年-2016年,全球航空客运量每年将实现5.3%的递增,预计到
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业